
HISTORY OF THE FORGROVE MACHINERY COMPANY LIMITED, LEEDS
(NOTE: The following is intended as a brief history of the way in which the company developed over the years. A more detailed history of the development of packaging machinery and processes within the Baker Perkins group in general will be found in - History of Baker Perkins in the Packaging Business). More details of the development of the company can be found in “History of the Forgrove Machinery Company Ltd 1901 – 1951” written in 1951 by H.J. Wenban, chairman.
INDEX
- FROM A SHAKY START...
- ...RAPID GROWTH
- WORLD WAR ONE
- THE BEGINNINGS OF THE ASSOCIATION WITH BAKER PERKINS
- THE PACKAGE MACHINERY COMPANY, USA
- MORE EXPANSION
- THE WORLD WAR TWO YEARS
- POST-WAR EXPANSION
- SPORTS AND RECREATION
- THE SIXTIES - FURTHER GROWTH OVERSEAS
- THE FORMATION OF ROSE FORGROVE
- MAJOR REORGANISATIONS
- LONG SERVICE PRESENTATIONS
FROM A SHAKY START...
Two young men employed in the engineering laboratories of the Yorkshire College visited a soap works in 1897. Seeing numbers of girls wrapping bars of soap by hand, Andrew Forbes and Frederick Grover felt that a mechanical device should be provided to carry out this tedious but necessary operation and, in their spare time, they designed and made an automatic machine for this purpose. It was not a commercial success and Forbes and Grover adapted it for wrapping pieces of butterscotch and offered it to Parkinson's of Doncaster. This was not a success either but it worked admirably on oblong tablets of moulded chocolate. The "Old Rocking Horse" as it became to be known because of its action, could wrap at a hundred pieces per minute and was soon being sold to chocolate makers in England and Switzerland.
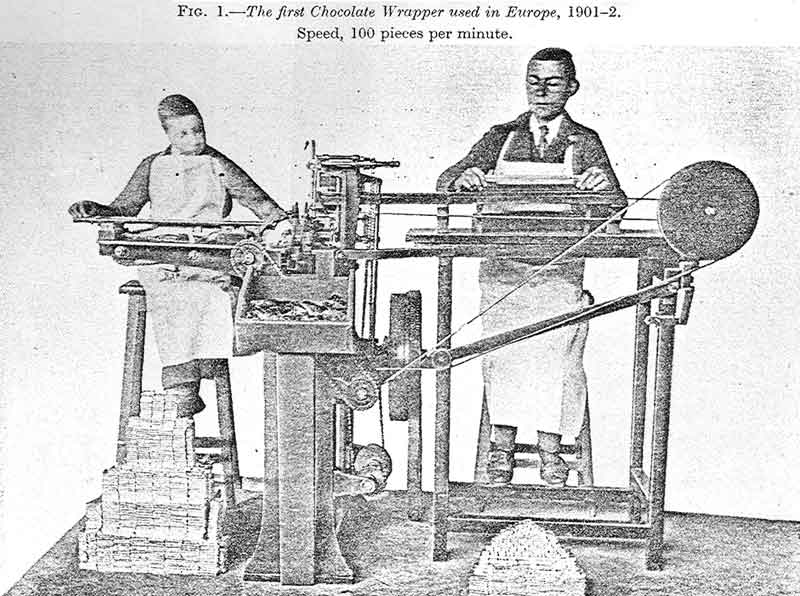 |
“The Old Rocking Horse” – the first machine to wrap chocolates. |
... Rapid Growth
A company name was contrived from a combination of the two founders' names and as a result, the Forgrove Machinery Company Ltd was formed on August 3rd 1901 with a capital of £1.000, provided by Grover's relative, J.W. Bennett, the company's first chairman. At the end of the first year of operation the managers reported that five machines had been made and sold, with every confidence that ten could be produced the following year. The company beat its target, producing an average of one a month.
 |
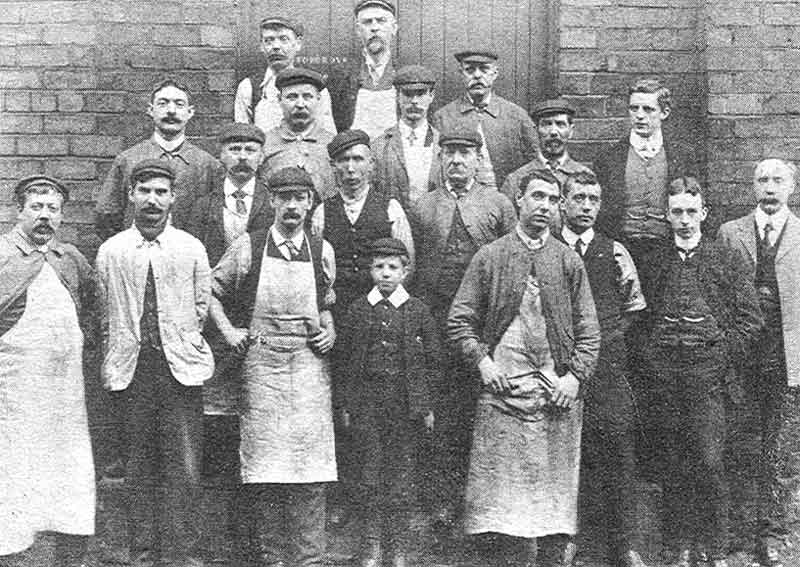 |
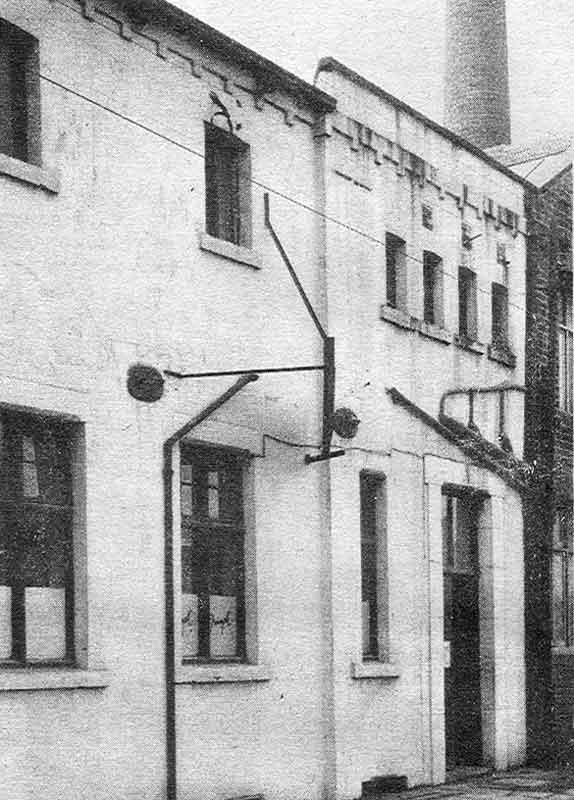
| Admiral Street factory – 1904 | Forgrove workforce – 1905 |
The company moved to larger premises in Admiral Street, Dewsbury Road in 1904. In this year Mr Grover became the chairman of the company, a post that he held for 35 years and, with the resignation of Mr. Forbes at the end of the year, he also became its sole managing director.
The Admiral Street works were described by Wally Leigh, who started as a lad in September 1918, “a terrible place judged by modern standards but might have compared favourably with other large factories at the time. The premises consisted of an inner and outer office, both rather small and dark. There was also a much darker, cupboard-like place at the end of the outer office where the books were kept. There was a cellar in which castings were stored. The machine shop was on the ground floor, adjacent to the offices. Fitting, pattern-making and joinery were done in an L-shaped room extending in part over the machine shop and offices”.
In 1905, a London Show-room was opened in Queen Victoria Street and in 1906, the Admiral Street premises were extended. These were described at the time as – "The premises consisted of an outer and an inner office, both rather small and dark. There was also a much darker cup-board-like space at one end of the outer office where the books were kept. There was a cellar in which castings were stored. The machine shop was on the ground floor, adjacent to the offices. Fitting, pattern-making and joinery were done in an L-shaped room extending in part over the machine shop and offices. Packed machines were despatched - no one thought of road transport then as we know it today – by means of a block and tackle form the extreme end of the upper floor, which overlooked a yard. A 15h.p. National Gas Engine was used to drive the line shafting for the machine shop". Headquarters personnel consisted of five people and a boy, and there were sixty-six works employees.
Negotiations took place in the USA in 1907 regarding the rights to a Forgrove machine and, subsequently, a number were made in America. A company was formed – the Consolidated Wrapping Machine Company, in which Baker Perkins' French associates, Savy Jeanjean had an interest, but no lasting commercial development took place as far as Forgrove were concerned.
World War One
WW1 occurred after the company had been in operation for almost exactly thirteen years and caused a wholesale cancellation of orders. In the early stages of the war the company kept going with sub-contract work for munitions factories and later with a series of contracts for machining 6" shell noses. Forgrove did, in fact, supply around 80 wrapping machines during the four years of the war and was faced with a great number of enquiries on the cessation of hostilities.
 |
1920 Dewsbury Road factory |
A definite step forward was considered appropriate and the capital of the company was increased, an acre of land was purchased at Oakhurst Avenue, Dewsbury Road and a contract placed for a new Works and offices of some 13,000 square feet. The building work was completed in 1920.
The beginnings of the association with Baker Perkins
It was in 1927 that the association with Baker Perkins began. A significant event was precipitated by the sudden death of Forgrove's salesman in the USA, Mr. McKeage. H.G. Wenban made a special visit to the States to preserve continuity and arranged that Baker Perkins Inc. should carry on the agency. Some necessary modifications to Forgrove's cigar wrapping machine were carried out in Saginaw, resulting in the sale of a good number of these units.
By 1928 Forgrove's arrangements with Baker Perkins were completed and Baker Perkins, who were selling Forgrove machines exclusively both at home and abroad, took a minority holding in Forgrove. E.H. Gilpin of the Baker Perkins board joined the Forgrove board, holding this office until he retired in 1946.
The Package Machinery Company, USA
At around the same time, a trading Agreement was made with the Package Machinery Company, Springfield, Massachusetts in which each party sold the other's machines and had reciprocal manufacturing rights. Baker Perkins also sold Package machines – being Forgrove's sales organisation – and Package sold Forgrove machines, each in allotted territories. The effect of the Baker Perkins organisation on sales of Forgrove machines created a need for the Forgrove Drawing Office to be extended in 1929, followed by a two-bay extension to the Works in 1930. Before the end of 1933 three more bays had been added to the Works to accommodate increasing business.
More Expansion
Despite these extensions, factory space was still too restricted and in 1936 a major extension, involving building on the whole of the company's original land area, was undertaken. This reinforced concrete and brick two-floor extension doubles the factory production area. During this work, there was some disagreement over boundaries with the owner of the adjacent property which led to Forgrove buying his land and the buildings on it. Another filed was purchased three years later.
The Baker Perkins Annual Reports for the years from 1928 up to WW2 record a steady increase in business with satisfactory profits and dividends throughout the period. The relationship between the two companies was of undoubted benefit to both parties.
1938 was the last year of normal trading before WW2 and in 1939, Forgrove began to plan production of armaments at the request of the Ministry of Supply. Mr. Grover retired as chairman just prior to the war and was succeeded by H.J. Wenban, who had become a director in 1929. A fire occurred in late 1939 in the Pattern Shop, situated on the first floor of the 1937 building. Much stock was lost but output was not affected.
The World War Two Years
When war seemed imminent, The Ministry of Supply got tin touch with Forgrove and asked the directors to make plans for transferring their production to armaments. Because this was done so early, the firm was able to turn with remarkable smoothness from its normal work to the manufacture of war materials.
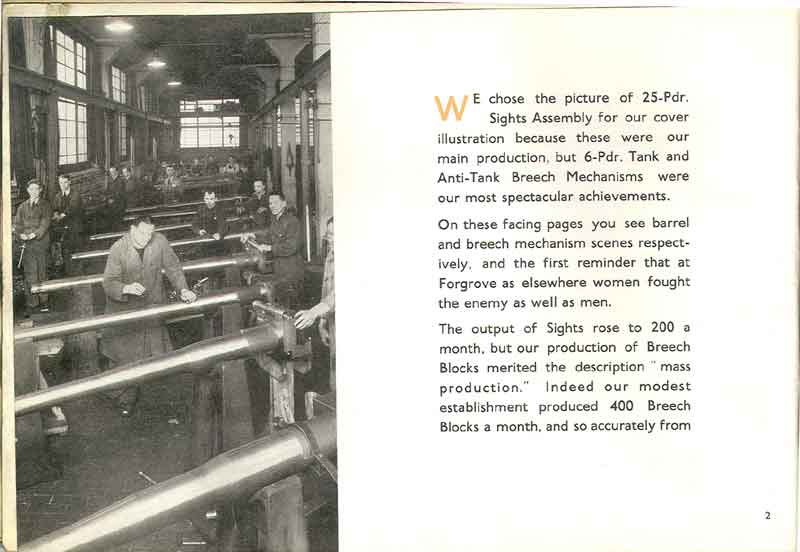
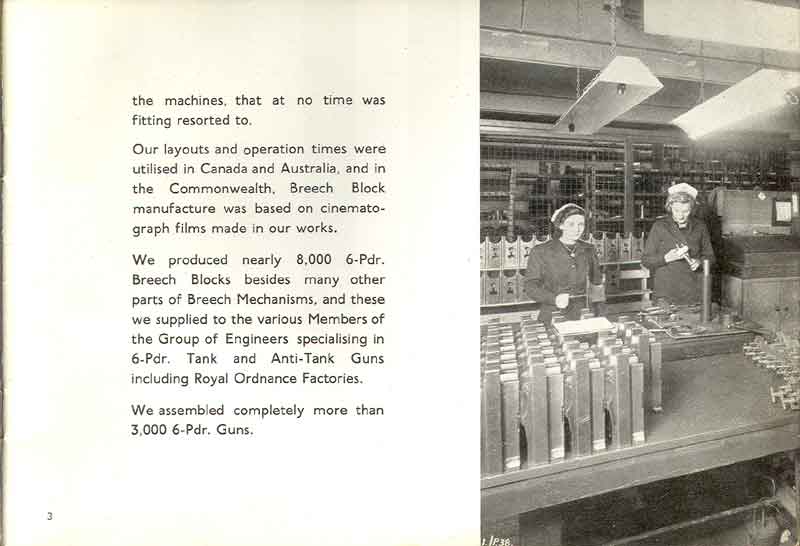
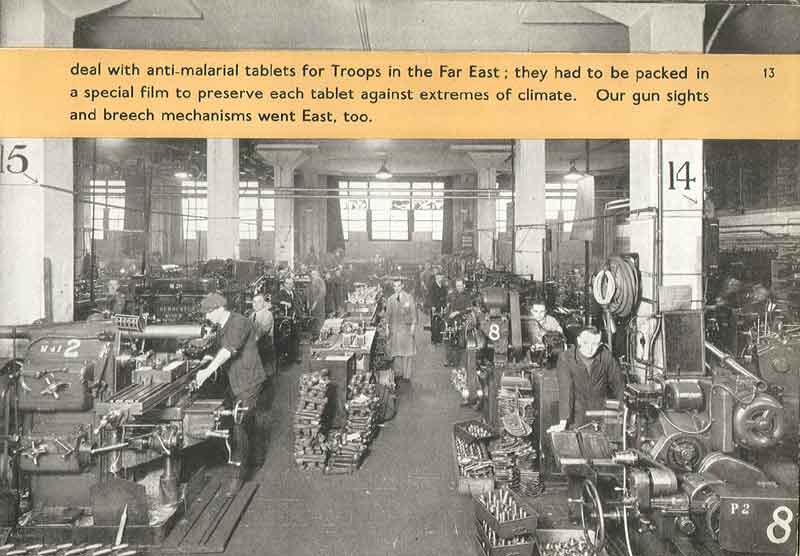
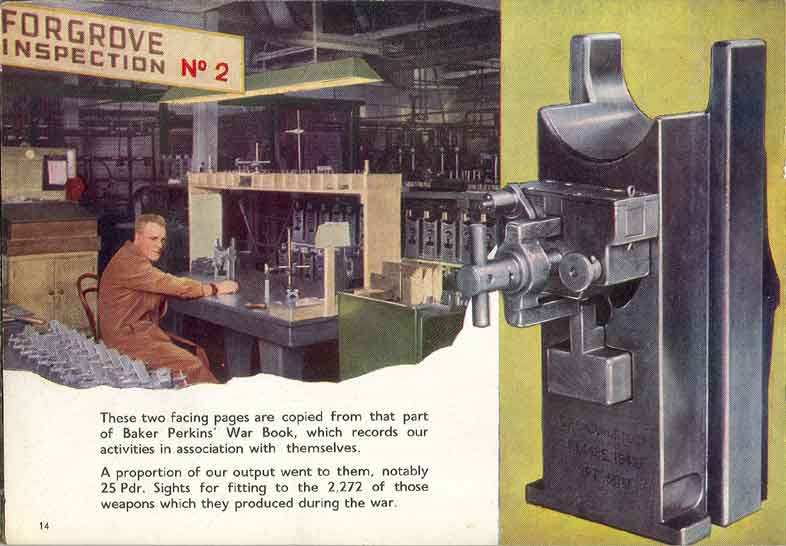
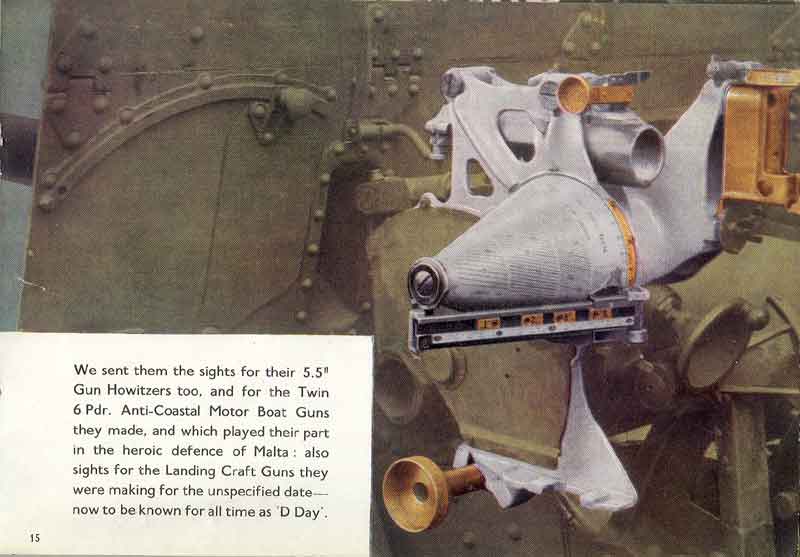
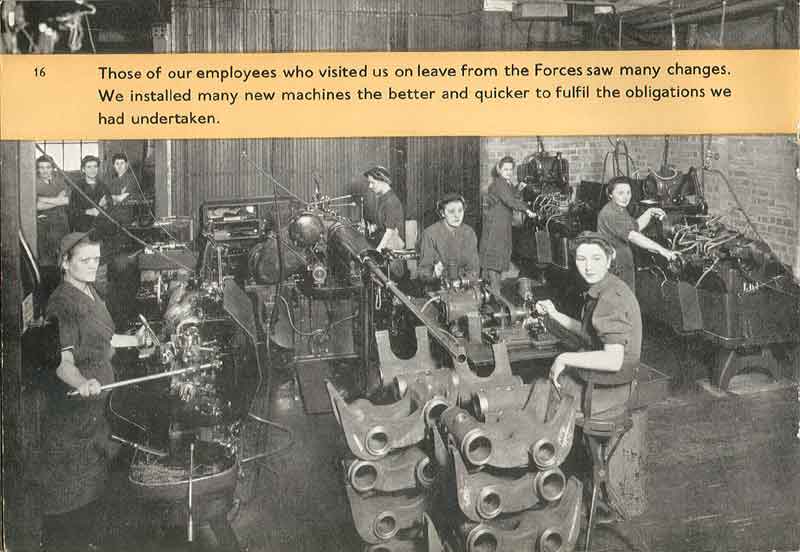
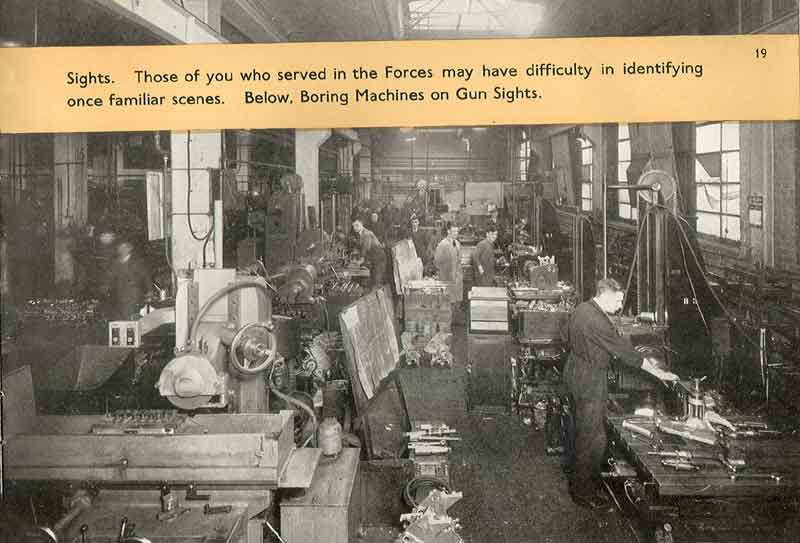
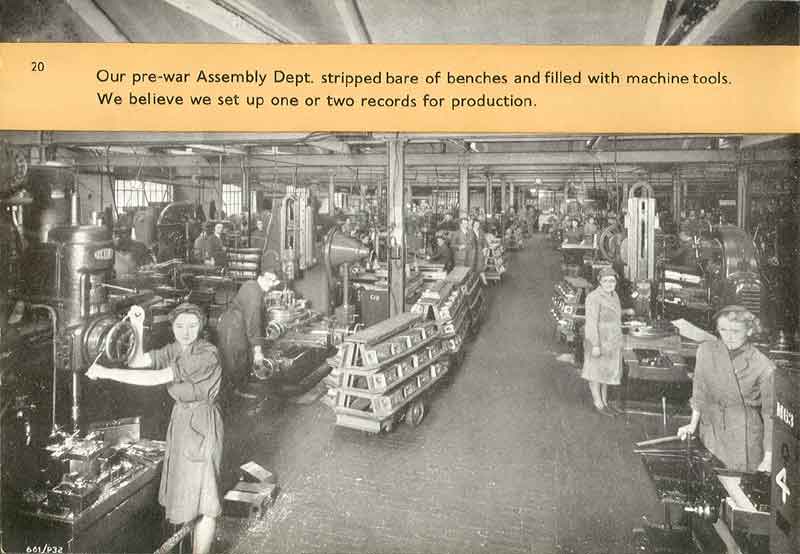
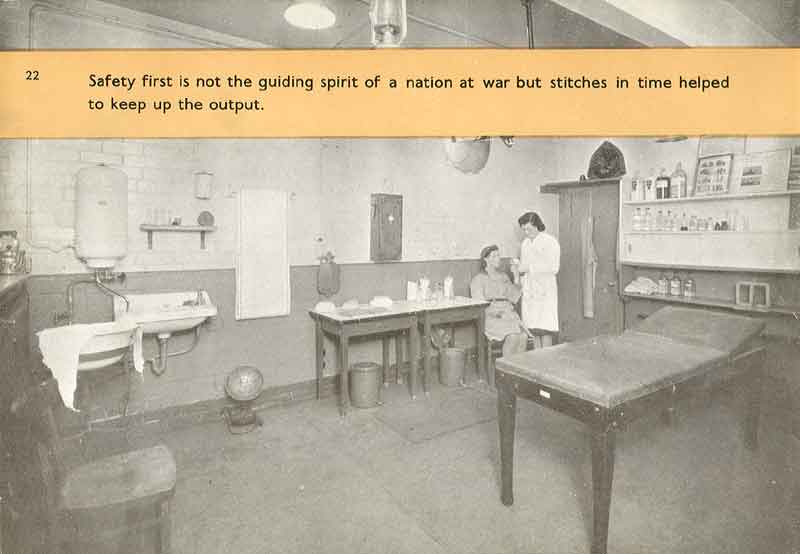
Employees totalled 313 at the start of WW2 – 64 staff and 249 works. By 1941 work was going on continuously day and night and at the peak of the war rather over 700 people were employed, including around 200 women. A First-Aid and Decontamination and Cleansing Station was built, together with a substantial store – later to be used as a Foundry. The main wartime output was sights for 25-pounder guns, a large proportion of which were sent to Westwood Works where these guns were being assembled (See Westwood Works in WW2). Sights for 5.5" howitzers and for the twin 6-pounder anti-coastal motor boat guns also went to Peterborough. Breech mechanisms for 6-pounder tank and anti-tank guns were turned out at a rate of a hundred a week - nearly 8.000 6-pounder breech blocks in total - with these and other parts of breech mechanisms being sent to the engineering groups responsible for these 6-pounders but more than three thousand of these guns were assembled at the Leeds factory.
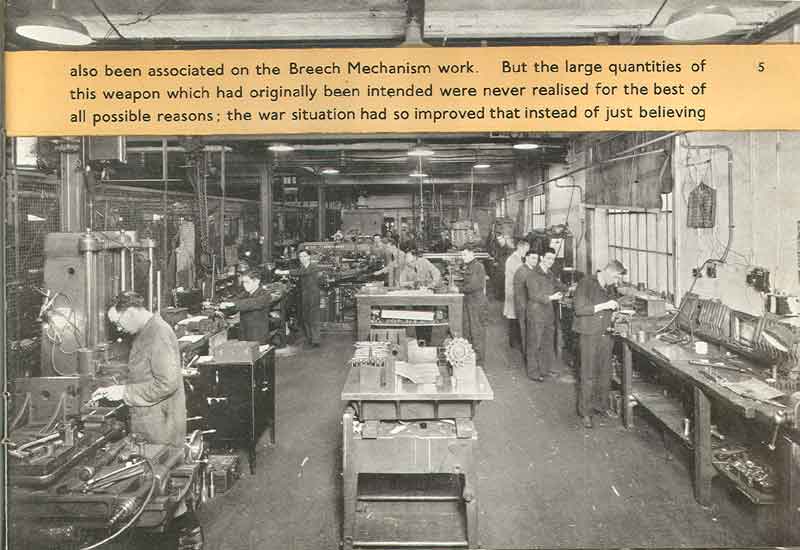
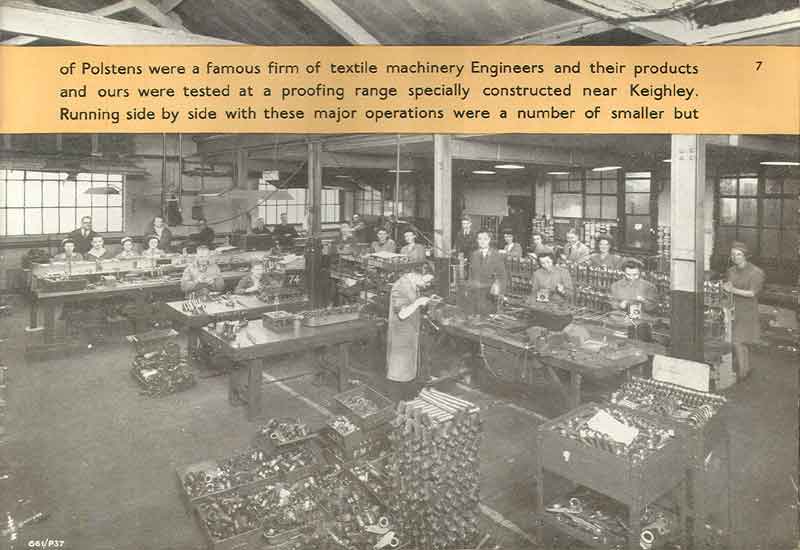
Forgrove had mastered the production associated with 6-pounder guns when in 1943, they turned, at the request of the Ministry of Supply, to the production of Polsten 20mm machine guns, forming a small group of manufacturers with those with whom it had been associated on the breech mechanism work. The Polsten gun had originally been designed in Poland but transferred to the UK when the Germans overran Poland in 1939. Similar to the Navy’s 20mm Oerlikon, it was designed primarily to fulfil an anti-aircraft role against low-flying aircraft and, later in the war, flying bombs. The Polsten had less than half the parts and cost less than a quarter of the Oerlikon. Production of the Polsten required Forgrove to create a special Hardening Department and the finished guns were tested on a proofing range specially constructed near Keighley.
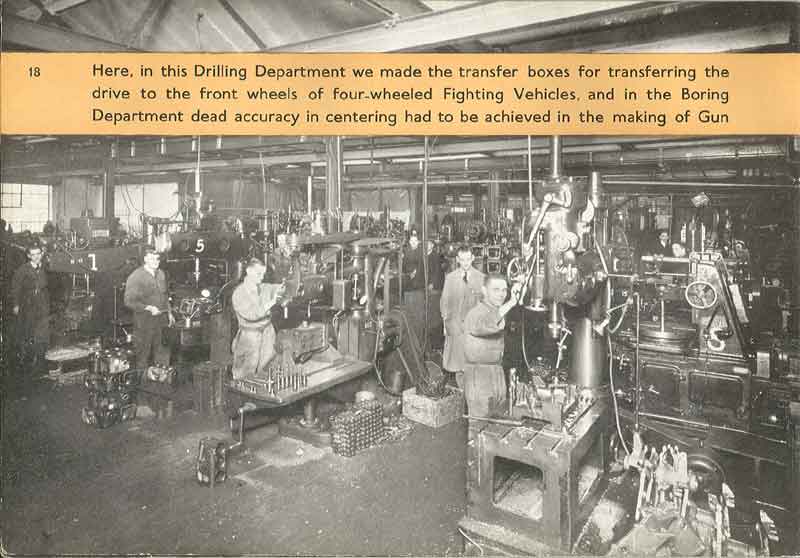
Parts for machine guns, thousands of tank track links for Vauxhall Motors, equally large numbers of transfer boxes for four-wheeled fighting vehicles made by Humber and scores of thousands of incendiary bomb noses were also turned out. As late as 1944, Forgrove were also called upon to contribute to the output of 4.5/5.5” gun howitzer sights. Wrapping equipment for military uses didn't feature much until 1944 when Transwrap machines were modified to handle anti-malaria tablets for troops in the Far East but, early in the war, a request came from the Ministry to devise a machine for wrapping explosive pellets of TNT - a challenging task in which great care had to be taken to avoid dust and chippings. Although these machines worked well, the need for dispersing operations as much as possible led to the concentration of their manufacture in one place to be abandoned.
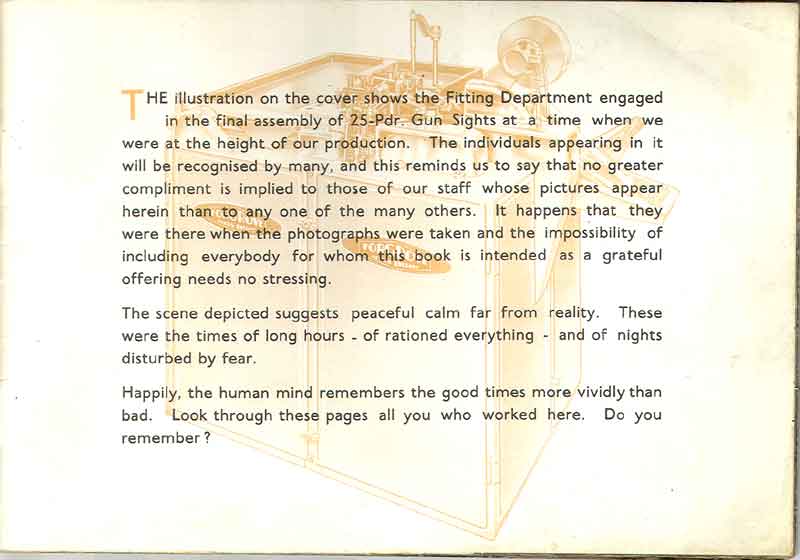
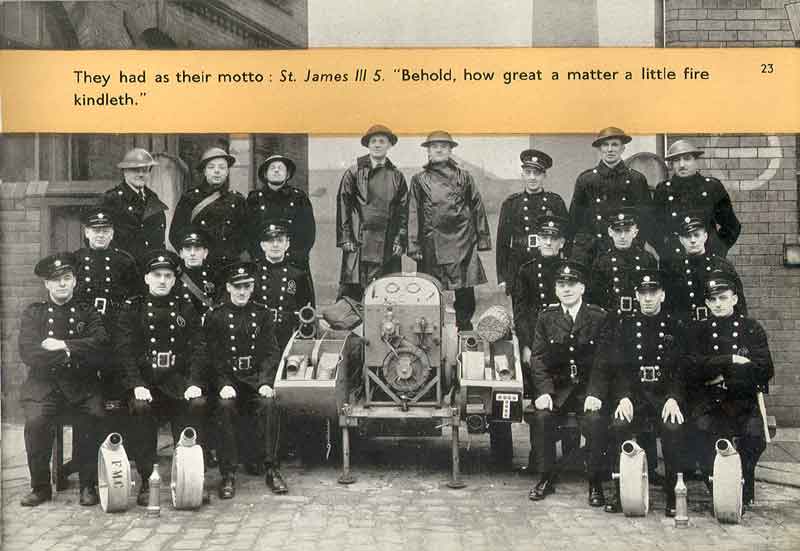
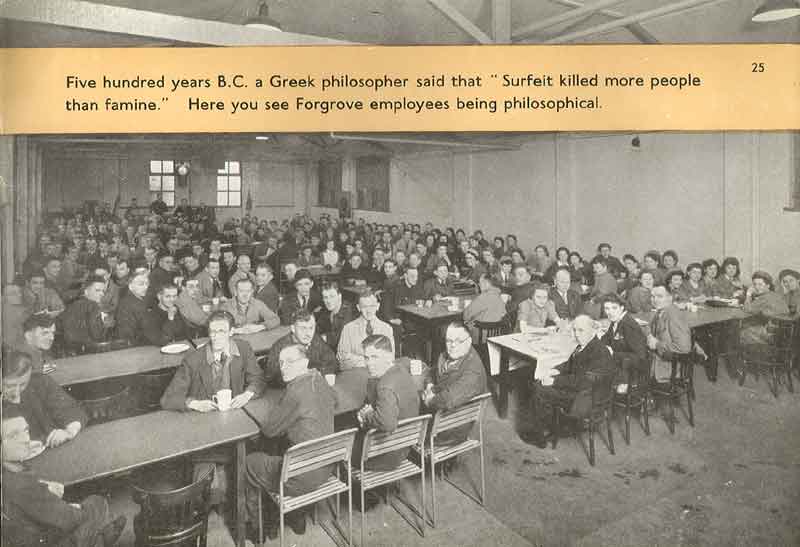
We were fortunate to be loaned, by Maurice Williams, a copy of “At Forgrove in Wartime” – a booklet produced at the end of WW2 illustrating life at the company during the war years and “published as a souvenir for all who helped in the Forgrove contribution to winning the war”. It is reproduced in full below: (A very young Maurice can be seen peering out from behind his machine tool on page 13).
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
It was during the war, in 1943, that the Forgrove and Baker Perkins boards agreed that amalgamation would be the best way forward into the post-war era. Accordingly, F.H. Plaistowe of Baker Perkins joined the Forgrove board and held office until 1949. Before the end of 1944 it was possible to begin to plan a full return to wrapping machine production and this was practically completed by the end of hostilities in 1945 as far as machining operations were concerned. The company purchased many of the machine tools and much of the equipment installed by the Ministry of Supply and thus equipped itself for the task ahead.
Post-War Expansion
It was clear before the end of the war that an expansion of the manufacturing area would be required and an extension had been planned on the land to the west of Messrs. Hartley's' property. However, Hartleys decided not to re-start production and Forgrove was able to buy the entire property in 1946. This again doubled the factory production space and the layout of the whole of the ground floor of the pre-war factory as a machine shop was made possible. In 1947, the store built during the early part of the war was converted to a small iron foundry with the first casting being made on August 5th of that year. Peter Dyson remembers the problems associated with the site:
"The Dewsbury Road premises were a collection of old buildings that had been adapted and extended as the company grew. For instance the two fitting shops were on upper floors, all the machinery and components had to be taken up and brought down in lifts. Finished machines were brought down in the lifts, wheeled up a steep slope at the end of the factory, along a hundred yards of yard and road to the paint shop which was housed in an inadequate building, from there the machines had to be taken on a further fifty yards of outside road to the despatch shop. The stores were across the yard, as were the drawing offices. Everything was spread around a difficult site, so the storage and retrieval of components, movement of people, spread of communications and information were inefficient".
Gateshead
Following the 1943 merger, the fortunes of the company continued to improve through the late forties and early fifties with increased profits, all of which were retained in the business. 1950 saw the start of a new Works of 40,000 square feet on the Team Valley Trading Estate in Gateshead.
 |
1950 Gateshead, Team Valley factory |
Seacroft
Forgrove were now employing over 700 people between its Leeds and Gateshead Works. Designed originally for the 'line production' of the 'Universal' twist-wrapping machine, the new factory soon became largely self-contained, with its own drawing office. But even this did not suffice to keep up with the pace of the company's growth and, in 1957, another factory was set up, under the management of W.A.B. Brown, at Seacroft on the outskirts of Leeds.
 |
1957 Seacroft factory |
(NOTE: A new 100,000 square feet Gateshead factory costing £3.25m to build was completed in autumn 1981. It was sited just across the road from the original Forgrove Gateshead Works. This new factory was closed in 1985 with the loss of 160 jobs. See History of Rose Forgrove).
The Birth of the "Flowpak"
1957 saw the birth of the “Flowpak” at Dewsbury Road. This machine, originally designed to wrap ice lollies direct from the freezer, was developed in succeeding years to become a key product of the company with applications in countless industries all over the world. (See also History of Baker Perkins in the Packaging Business). The machine went into batch production in 1958 at the Gateshead factory and continued in production there until the factory closed in 1985.
 |
Retirement of H.J. Wenban |
H.J. Wenban, who had been chairman and managing director of Forgrove since 1929, retired in 1961 and was succeeded by W.A.B. (Tony) Brown. H.J. Wenban had been a member of the parent company’s board since 1943 when Forgrove merged with Baker Perkins.
In the same year, a small company was set up with offices in Cologne, Germany to cover sales and service of wrapping, chocolate and confectionery machinery (See The History of Forgrove GmbH).
Apprentice Training
 |
First intake of apprentices – Sept. 1957 – outside the canteen , Dewsbury Road factory. |
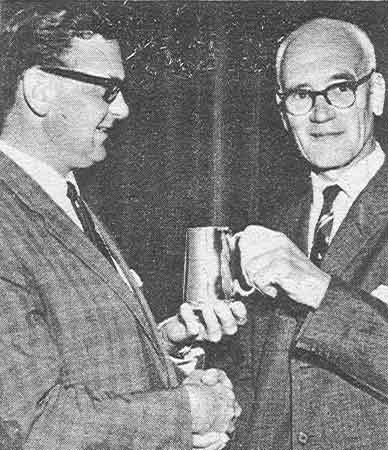
 |
Learning how to handle a centre lathe. |
 |
General view of the Apprentice school. |
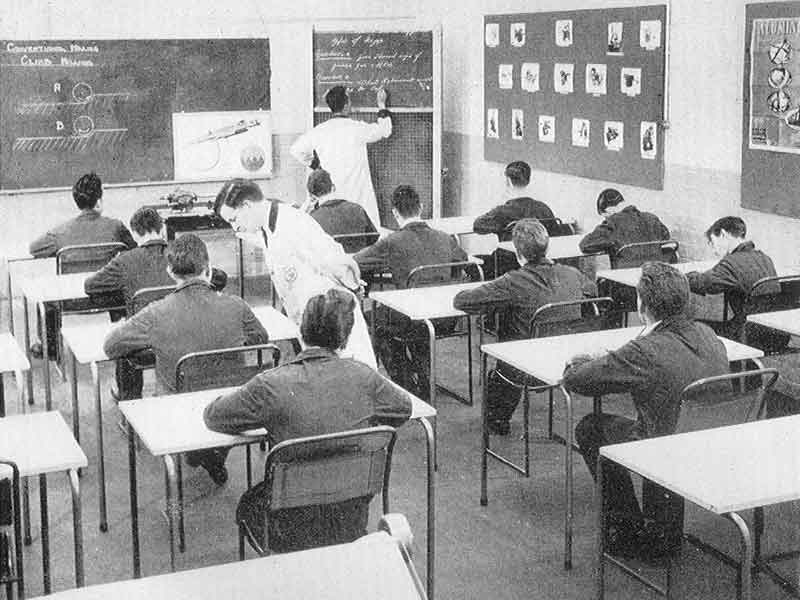
 |
Apprentices under tuition. |
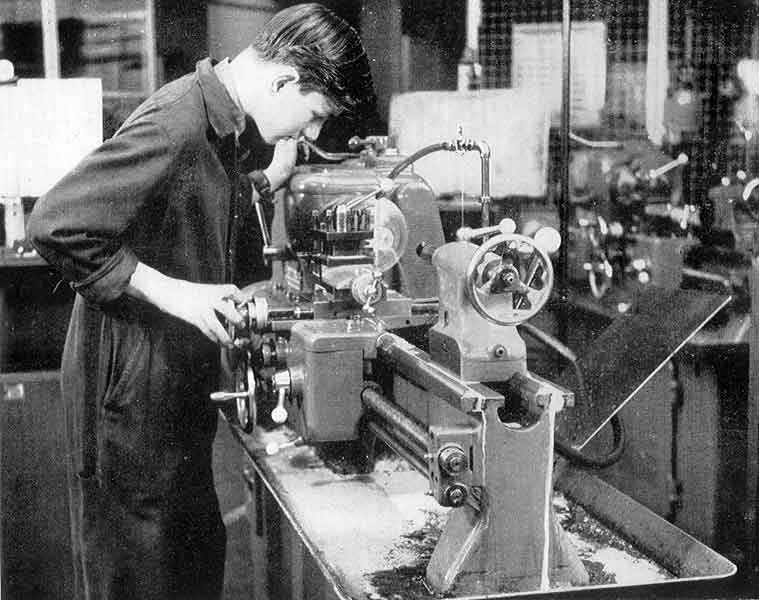
 |
The apprentice lecture room. |
In 1957, as part of the Baker Perkins Group’s concentration on improving apprentice training, a new apprentice school was built at Forgrove’s Dewsbury Road factory. The first intake of apprentices started work in September 1957 and, on March 18th 1958, the new School was officially opened by Robert Carr, Parliamentary Secretary to the Ministry of Labour, Sited in a section of the existing factory building, the school had its own machinery, instructors, classrooms and offices.
The apprenticeship system was based on that already in place at Westwood Works, Peterborough (see Training at Westwood Works) and catered for a range of grades of apprentice:
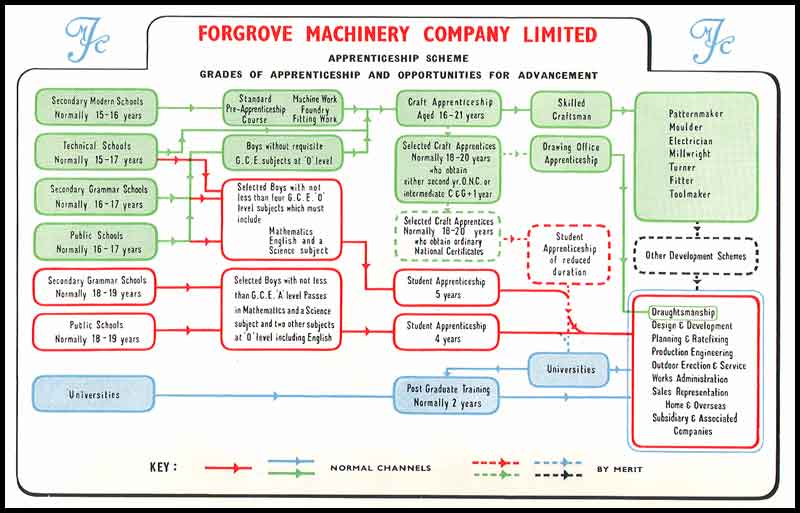 |
The routes through which young people could enter and progress through the system. A local newspaper reported at the time – “A school where a 15-year-old ex-secondary modern school boy sits with a public school boy and both have an equal chance of rising to a seat on the board of directors”. |
 |
“A Career in Industry” – Apprentice recruitment brochure. |
(NOTE: There was a short film taken of the Apprentice School Opening Ceremony in March 1958 and a DVD copy of this will be lodged in the Baker Perkins Archive at Peterborough Central Library).
The school was further developed in 1965, the drawing office training school and apprentice school offices being moved to a new site, allowing the school workshop to be extended by some 620 square feet – including 10 extra training places (making a total of 65), six new machine tools and four more fitting benches.
Forgrove’s managing director, W.A.B. Brown, announced in 1966 that in September of that year, 61 craft, 4 student and 1 graduate apprentices were recruited, the largest ever in one year. There were 245 apprentices undergoing a training period with Forgrove – 201 at the Leeds and Seacroft factories, 44 at Gateshead. In the summer of 1966 a new apprentice school was set up at the Gateshead factory with 10 boys in training but places for 14. It was intended to set up a new apprentice school at the Seacroft factory which would take over some of the work being done at Dewsbury Road.
Doug Potter was an apprentice at Forgrove and remembers:
“Hammer, rule, square, spanners, dividers: These were the tools bought, in late August, by a proud father for his son (me) to start as an apprentice engineer on Tuesday the 5th of September 1961.
I was 18 and destined to become a student apprentice with The Forgrove Machinery Company, Dewsbury Road, Leeds. The academic part of the training was to be an HND sandwich course starting the following January at Leeds College of Technology, which would consist of 6 month periods from January to June for the following three years.
From September ‘61 to January ’62, I trained alongside the craft apprentices in the apprentice school doing basic fitting and machining exercises under the watchful eyes of Mr Taylor, Ron Pupplet, and Derek Brown. Most were run of the mill things but the most memorable task was using a hammer and chisel to produce a half inch chamfer on a block of metal four inches long. This was a painful experience for all concerned because of the bruising of the thumb & knuckles of the left hand, but I suppose the lesson was to improve your aim with the hammer.
July to December for the following two years was spent gaining experience in the machine shops and later in the fitting shops. Machine work in itself was fairly uneventful but any apprentice returning to the tool store hatch with a worn or, worse still, a broken drill or end mill was confronted by the female storekeeper who regarded any such return as a personal insult and expense which merited at least a withering glare. The trick was to approach the hatch when the dragon was obviously busy, then you were served by an altogether more pleasant lady.
The fitting shop areas were, by comparison, much more peaceful areas except when Henry Jackson, one of the fitting shop foremen, chose to unleash a tirade of expletives on some unfortunate who had transgressed in some way. However in the next half hour he could treat the same person with nothing but sweetness and light. In these areas I had the opportunity to appreciate and understand the function of such things as the mechanical adjustment of the Photo Electric Cell mechanism and the cranked three wheel crimp jaw drive, which was to stand in good stead later whilst out on service alone in Germany.
In June ’64, I gained the Higher National Diploma in Mechanical Engineering, leaving more than a year of my apprenticeship to run. This time was divided between the Production Drawing Office, Design Office and a short time out on Service, but always accompanying a full time service engineer.
Initial work in the Design Office was pretty mundane, the worst of which was to draw out the whole of the pumped lubrication system for a high-speed sweet wrapper. In the Flowpak drawing office, things were different and the work consisted mainly of producing drawings of the size parts for various dimensions of product to be wrapped."
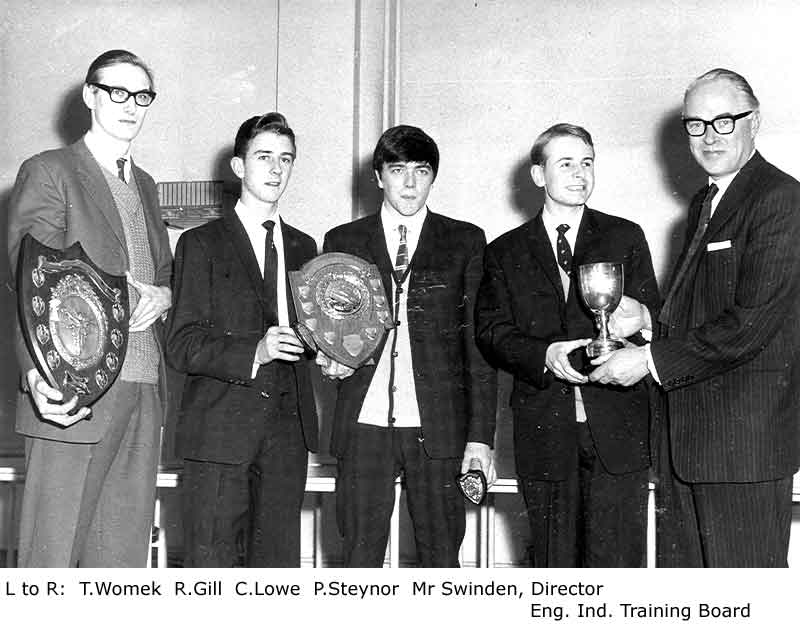
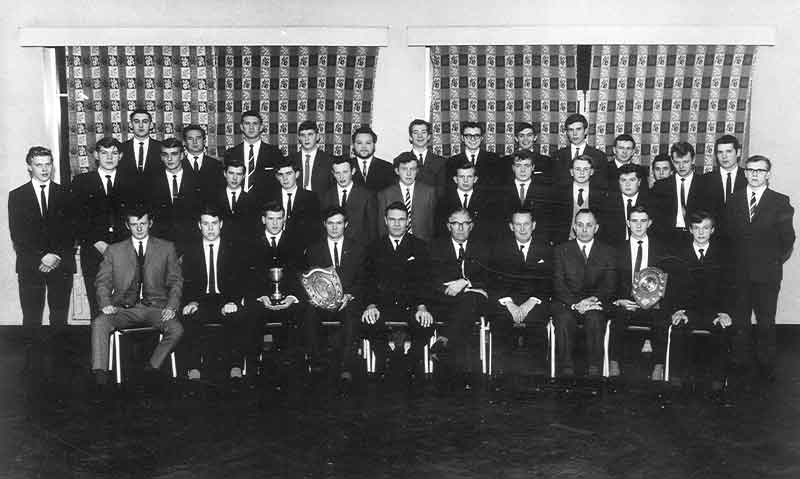
Apprentice Prizegiving Ceremonies
As at every other Baker Perkins facility, the annual Apprentice Prize giving Ceremony was an important part of the company’s year. The prizes were usually presented by a local or national dignitary.
 |
 |
 |
 |
 |
 |
For photographs of Apprentice Prize giving Ceremonies after the formation of Rose Forgrove Ltd in 1967, see History of Rose Forgrove.
 George
Wood, Forgrove company secretary for 27 years, joined the company as a
junior clerk in 1919, having been taken on by the founder, Frederick Grover.
He was a founder member of the Forgrove social club and was the club’s
chairman for several years. George Wood retired in 1967.
George
Wood, Forgrove company secretary for 27 years, joined the company as a
junior clerk in 1919, having been taken on by the founder, Frederick Grover.
He was a founder member of the Forgrove social club and was the club’s
chairman for several years. George Wood retired in 1967.
Sports and Recreation
As was typical of similar companies at the time, and as existed at other Baker Perkins sites, Forgrove had an active Social and Sports Club run by the employees themselves. In 1966, the Dewsbury Road social and sports club had around 500 members with nine really active sections. Cricket, soccer, netball, bowls, chess and table tennis teams competed in local leagues and there were also sections devoted to angling and rifle shooting – this having its own range at the works and the use of an open range at Knostrop.
 |
Denise Humphries – Sports club secretary in 1966. |
 |
The Forgrove Apprentice football team visits Westwood Works in March 1959. |
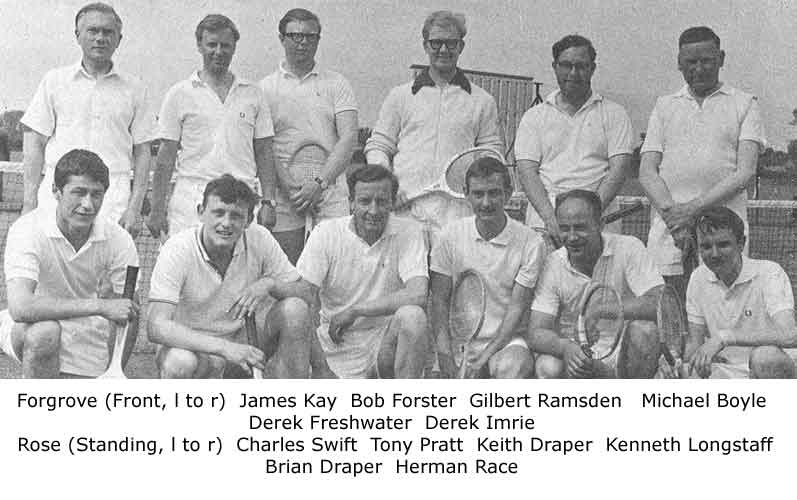 |
1966 Tennis Team. |
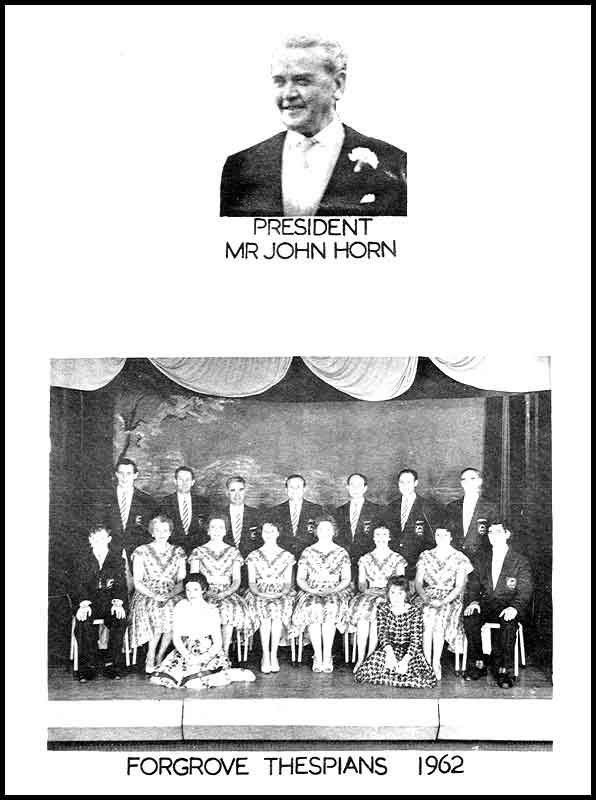
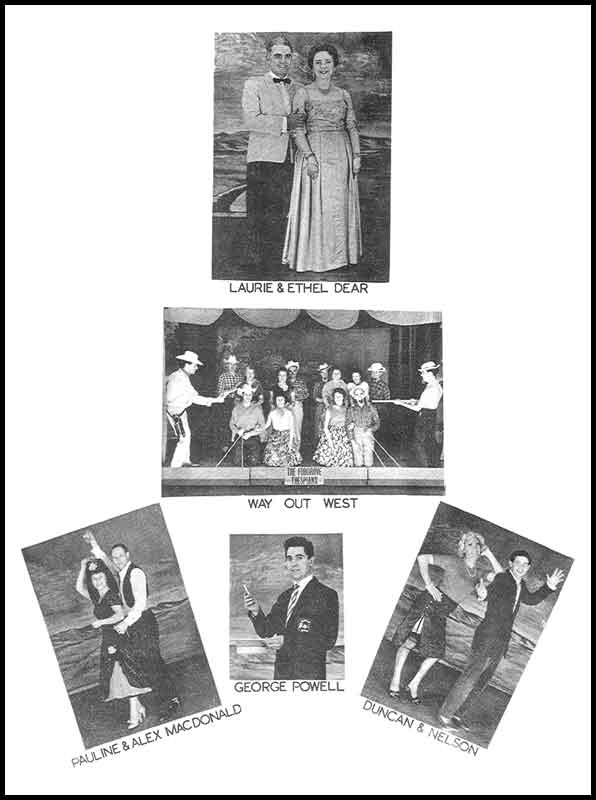
As at Westwood Works (see Westwood Works Musical Society), amateur theatricals figured strongly and in 1956, the Forgrove Thespians put on their first performances.
 |
 |
 |
 |
 |
 |
 |
Some of the members of the Forgrove
Thespians. |
||||||
The Sixties - Further Growth Overseas
Steady growth in both turnover and profits characterised Forgrove's performance with particular success in overseas markets. By 1965, 50% of turnover was exported.
 |
1967 - Sendler sales session |
In a further extension of its exports business, an agreement was signed in May 1966 for the Forgrove Machinery Company to market Robert Sendler of Recklinghausen, Germany’s range of plastic thermo-forming packaging machinery on a world wide basis. It was in 1965 that Forgrove completed the 2,500th “National” BW wrapping machine, almost 1000 of which had been exported.
The Formation of Rose Forgrove
Following Baker Perkins’ acquisition of Rose Brothers (Gainsborough) Ltd in 1961, the opportunity was taken to group all of its packaging machinery assets under one management and, on the 1st January 1967, Rose Forgrove Ltd. was formed
Forgrove’s German subsidiary, Forgrove GmbH, installed a new computer-controlled spares system in 1967. Sales of spares were increasing by 30-50% each year and uncontrolled stocks scattered over several countries in Europe were causing months of delay in charging customer for parts. As a result, stocks of surplus spares were reduced by a quarter, a reduced staff were able to deal with double the volume in the same space and 90% of standard orders were supplied by return of post.
Major Reorganisations
In 1968, in anticipation of the amalgamation early in 1969 of the Leeds and Seacroft factories into the new factory being built at Seacroft, a major re-organisation of the Forgrove drawing offices took place. The design, development and research functions, under E.H. Lazenby, were separated from the contract drawing office functions. K.L. Horn, divisional director in charge of production at the new Leeds factory became responsible for the contract drawing office. A similar contract drawing office organisation was set up at the Gateshead factory under N. Guymer. Although it was planned that the whole of the “Flowpak” range of machines would be dealt with at Gateshead, there were no plans for a separate design and development group at Gateshead.
The move into the new Seacroft factory had been completed by July 1969. The Forgrove Dewsbury Road and Seacroft freehold properties were sold in 1971.
Long Service Presentations
 |
Long Service Presentation 1967. |
 |
Long Service Presentation January 1969. |
Now see:
History of Rose
Brothers (Gainsborough) Ltd
History of Rose Bearings,
Saxilby
History of Job Day
History of Rose Forgrove
History
of Baker Perkins in the Packaging Industry
All content © the Website Authors unless stated otherwise.