
BAKER PERKINS IN THE PRINTING BUSINESS
INDEX
- A FORTUITOUS CHANCE ENCOUNTER
- POST WAR DEVELOPMENTS
- CARL ALLER
- THE HALLEY-ALLER PRESS
- JAMES HALLEY & SONS
- THE HALLEY-ALLER PRODUCT LINE
- BAKER PERKINS
- INSTALLING A PRINTING PRESS
- A NEW DIVISIONAL MANAGER
- PENETRATING THE NORTH AMERICAN MARKET
- A STRATEGIC RETHINK
- SATELLITE VERSUS BLANKET-TO-BLANKET
- THE CHALLENGE OF CHANGING HORSES IN MID-STREAM
- A NEW START
- THE MERGER WITH APV
- ANOTHER CHANGE OF OWNERSHIP
- CUSTOMER COMMUNICATIONS
- MEMORIES OF THE PRINTING DIVISION
It is no more than coincidence that the first business developed by the group's founder, Jacob Perkins, should be that of printing machinery (see Jacob Perkins in the Printing Industry), a market which became of great importance to Baker Perkins much later in its existence. Indeed, it is unlikely that the members of the 1954 Future Development Committee (see History of Baker Perkins Ltd) felt more than a mere brush of the hand of history when deciding in 1961, as part of the group’s expansion policy, to invest in the printing machinery business of James Halley & Sons of West Bromwich.
A fortuitous chance encounter
With Jacob Perkins’ death in 1849 at the age of 83, any connections with the printing industry were effectively severed until the early 1930s when the general manager of the Sun Engraving Company, Mr. Greenhill, mentioned a problem that he was facing to Herbert Kirman, a Baker Perkins director. Augustus Muir writes:"In the engineering world as elsewhere, great things spring from small, and a chance word can set in motion a train of major events. The general manager of the Sun Engraving company of Watford mentioned to his friend Herbert Kirman that he required some new rotary colour printing machines. Not that Baker Perkins manufactured anything of the kind - but this talk set the ball rolling; and in the end, Mr. Greenhill came from Watford to be shown around the Willesden works by Mr. Kirman. They paused at a chocolate refining machine on the shop floor, and Mr. Greenhill was at once struck by its similarity to a rotary press. "If you can build these, you can build exactly what I want," he said. This happened not many months before the move from Willesden to Peterborough, and Baker Perkins received the order for the first rotogravure colour printing machine they had ever made.
It was a new adventure. Josh Booth welcomed the chance of tackling what had, of necessity, to be an engineering job in the highest precision class, and by the time war broke out Baker Perkins had delivered two dozen of these machines, the first of them being shipped to Paris, and the last to Bombay.
This incursion into a new field was unhappily terminated by contracts for war materials; but in due time, it was to lead to what has become the greatest development of Baker Perkins in the middle 'Sixties."
| THE ROTOGRAVURE PROCESS - GRAVURE PRINTING IS AN EXAMPLE OF INTAGLIO PRINTING. IT USES A DEPRESSED OR SUNKEN SURFACE FOR THE IMAGE. THE IMAGE AREAS CONSIST OF HONEYCOMB SHAPED CELLS OR WELLS THAT ARE ETCHED OR ENGRAVED INTO A COPPER CYLINDER. THE UNETCHED AREAS OF THE CYLINDER REPRESENT THE NON-IMAGE OR UNPRINTED AREAS. THE CYLINDER ROTATES IN A BATH OF INK CALLED THE INK PAN. AS THE CYLINDER TURNS, THE EXCESS INK IS WIPED OFF THE CYLINDER BY A FLEXIBLE STEEL DOCTOR BLADE. THE INK REMAINING IN THE RECESSED CELLS FORMS THE IMAGE BY DIRECT TRANSFER TO THE SUBSTRATE (PAPER OR OTHER MATERIAL) AS IT PASSES BETWEEN THE PLATE CYLINDER AND THE IMPRESSION CYLINDER. |
 |
 |
 |
 |
 |
 |
| Pages from Sun Printing/Baker Perkins 1936 Joint Sales Brochure | |||||
 |
 |
 |
 |
| Sungravure Printing Presses as built in collaboration with Baker Perkins | |||
In 1938 Sun Engraving was marketing Sungravure printing presses in collaboration with Baker Perkins. More illustrations of these, together with other examples of joint advertising may be found by visiting the Sun Engraving Co. website, clicking on TIMELINE and then 1938.
The Sun Engraving contract did indicate something that would continue after the war, namely that Baker Perkins had more manufacturing capacity than could be absorbed by its sales and design efforts.
As an interesting aside, it should be noted that one of these presses - a 58-inch Baker Perkins "Sungravure" press - was used during the closing stages of WW2 to produce 'Window', used by Bomber Command to confuse enemy radar during raids over Germany (see also here).
NOTE: A NEW HISTORY OF THE SUN ENGRAVING CO. IS ABOUT TO BE PUBLISHED, CLICK HERE FOR MORE DETAILS.
Post War developments
If the Sun Engraving contract can be dismissed as more of a "factory-filling" exercise than a real entry into the printing machinery business, then Baker Perkins’ collaboration with John Crabtree does indicate the first real steps down the Printing path.
John Crabtree, whose father had bought the English business of the old-established New York firm of Hoe & Co. Inc. was less of a traditionalist than the elder Crabtree who stuck to making letterpress equipment and saw an opportunity in exploiting the web-offset designs developed by Hoe before the war. John Crabtree had worked on defence projects with A.I. Baker during the war and offered Baker Perkins a contract for a special folder developed by John Crabtree, with help from Allers, a Danish printing machinery design company, which was to be installed in their works in Helsingborg, During this time, Aller’s chief engineer visited Westwood Works, following which R.H. Wilkins and L.P. Simpson visited Copenhagen and Helsingborg and met with Claes Aller hoping to discuss a closer association. Although Claes Aller felt that the timing was wrong, the door to an agreement was left open. Baker Perkins subsequently made a press – known as the "Spearhead" to John Crabtree’s designs but Crabtree died, at the early age of forty-six, before the press could be commissioned. The press was sent out to Nairobi but, deprived of technical support, Baker Perkins relinquished, for the time being, the manufacture of offset presses.
It is relevant to look at the early history of the Aller company to put the subsequent involvement of Baker Perkins in web-offset presses in context.
Carl Aller
 |
 |
| Aller factory in Copenhagen | Aller’s Swedish Offices |
Some of this story has uncanny parallels with that of Jacob Perkins described above. Almost exactly fifty years after Jacob Perkins had demonstrated his new banknote printing process to the Bank of England, a young Carl Aller was also demonstrating a new printing process of his own design. Having earned him the 1869 prize as "Inventor of the Year" given by the Danish Industrial Association, his photo-lithography process was a huge advance on the old method with its limestone printing blocks and line drawings.
| LITHOGRAPHY IS A PRINTING PROCESS THAT USES A FLAT PLATE WHERE WATER IS APPLIED TO THE PLATE SURFACE AND IS ABSORBED INTO THE NON-IMAGE AREAS. THEN WHEN THE INK IS APPLIED TO THE PLATE, THE IMAGE AREAS ACCEPT THE INK BUT THE NON-IMAGE AREAS REPEL IT SINCE INK AND WATER DON'T MIX. THE INK IS THEN TRANSFERRED FROM THE PLATE TO A BLANKET WHICH IN TURN TRANSFERS THE IMAGE TO THE PRINTING SURFACE. THIS INDIRECT METHOD IS THE 'OFFSET' AFTER WHICH THE PROCESS IS NAMED. THE BLANKET CYLINDER'S FLEXIBILITY BOTH PRESERVES THE DELICATE PLATE AND CONFORMS TO THE SURFACE OF TEXTURED PAPERS. |
To the astonishment of the bankers they watched Carl forge one of their own banknotes, which was indistinguishable from a genuine one. Carl was promptly offered a good job on their staff! Unlike in the case of Jacob Perkins where the bank rejected his invention, Carl Aller rejected the Danish bank’s offer, considering that life offered more than a job printing banknotes. His young wife, Laura, held literary ambitions and compiled the first issue of a new paper for women. Carl installed a flat bed press in an old stable and began to print the paper. This was followed by another periodical, the "Illustreret Familiejournal" which established the family fortune.
Between the two world wars, they began a search for machinery capable of printing their periodicals more rapidly than the letterpress machines that they had been using and decided to go for a rotary web-fed offset machine. The first web-offset had been built by John Waldron in America in 1906 and the French firm of Gorgess Lang had had a rotary offset press since 1927. The blanket-to-blanket process, which enabled both sides of the paper to be printed simultaneously, had been invented by John Webendorfer and was being used to print newspapers in the USA in the 1930s, whilst at the same time similar machines were being manufactured by the German firm of Vomag.
The Allers were disappointed with their first web-offset press as the lead base-plate, a Dutch invention, was too weak to stand up to high-speed running. Fortunately, Carl’s grandson, Claes Aller, devised a method of making plates that could tolerate high speeds and this became as important to the family as photo-lithography had been 75 years before. Further work was carried out to improve the design of their multi-colour offset presses and, after WW2, they formed a business collaboration with Hoe & Co. Inc., New York, builders of web-offset machines of its own design before the war and suppliers to the Aller Press. Having no engineering works of their own, the Allers contracted out manufacture of their presses to but continued to put much impetus behind the development of the web-offset process – the potential for which in the cost-effective printing of Newspaper and Commercial printing was increasingly apparent - from their design office in Copenhagen. The company had by now commercial printing plants in Denmark, Sweden and Norway
WEB-OFFSET HAS MANY ADVANTAGES OVER THE LETTERPRESS METHOD. THERE IS A CLEARER DEFINITION IN THE ILLUSTRATIONS AND OTHER MATERIAL AS, IN OFFSET, THE IMAGE IS BUILT UP BY 120 DPI - 14.400 DOTS PER SQUARE INCH. THE PLATES THAT TRANSMIT THE IMAGE TO THE PRINTING CYLINDER CAN BE MADE READY IN A SHORT TIME, SPEEDING UP PREPARATORY WORK. A PRESS PRINTING, SAY, AN EVENING NEWSPAPER, CAN BE STOPPED, A NEW PLATE CLIPPED HOME, AND A NEW EDITION WITH UP-TO-THE-MINUTE REPORTS AND PHOTOGRAPHS CAN BE ON SALE IN A MUCH SHORTER TIME THAN IS POSSIBLE WITH LETTERPRESS. WEB-OFFSET PRE-PRINTING OF SUPPLEMENTS AND ADVERTISEMENTS CAN BE DONE SEVERAL DAYS OR WEEKS BEFORE THE PAPER IS PUBLISHED. AFTER THE COLOUR WORK HAS BEEN IMPARTED TO THE PAPER, THE WEB IS RE-REELED IN READINESS FOR GOING ON TO THE MACHINES IMMEDIATELY BEFORE PUBLICATION.
Mike Leggatt comments:
"I confess my understanding has always been that the attraction for the newspaper industry (of the web-offset process) in the 1960s (commercial printing was a much smaller market at that time, of which Aller was a pioneer) was not in the printing (in spite of its higher quality) but rather in its compatibility with computerised phototypesetting. Letterpress had to use hot metal and this was much more costly. Union opposition meant that only part of the potential savings could be achieved (none at all in Fleet Street), but there was still sufficient to justify the considerable investment building up in local newspapers. After Wapping, in 1986, the full savings could be achieved, following which there was major investment in web offset by national dailies and Sundays".
The Halley-Aller Press
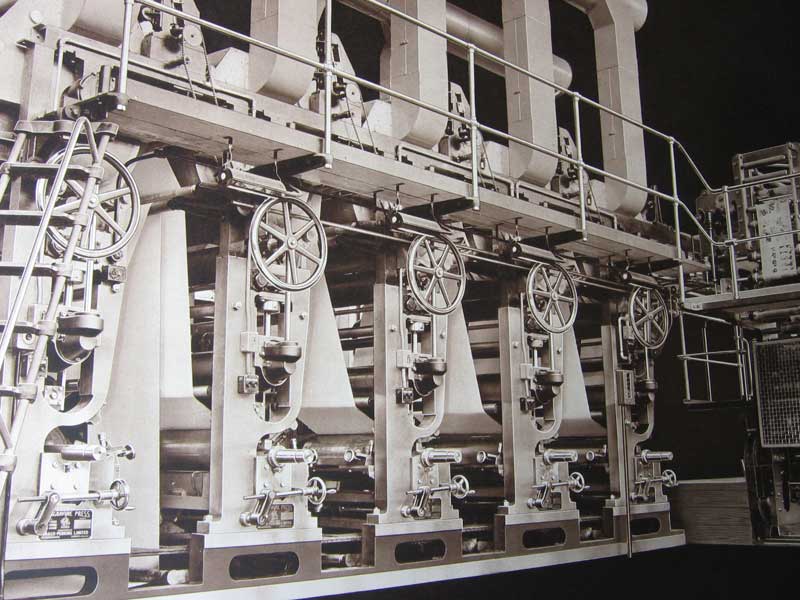
We have now to turn to the development of the association between Baker Perkins and James Halley & Sons to plot the development of "the finest plant of its kind in the world", the Halley-Aller Press.Augustus Muir describes how the association began.
"As far back as 1934, at the Sun Engraving printers of Watford, Angus Halley had seen one of the rotogravure presses built by Baker Perkins. The memory of this press recurred to him when, in 1959, he was asked by a client to build a rotogravure press - which was in fact much too wide for his machine tools. The Sun Engraving machine had been of about the same width and it was a simple matter to get in touch with Westwood Works at Peterborough and ask if they could take over the manufacture of the required printing press.
The approach of Angus Halley was a welcome surprise to the Baker Perkins directors. The new rotogravure press was eventually built at Peterborough; and by the time it had been installed in 1961, the association between James Halley & Sons and Baker Perkins had been made permanent. The West Bromwich firm came into the group and R.H. Wilkins became chairman of the company, with Angus Halley its managing director."
James Halley & Sons
James Halley, a Glasgow engineer, settled in West Bromwich at the turn of the century as a maintenance engineer to a local firm of printers. He was a more than competent craftsman, capable of making almost anything by hand. More than this, he was an inventor and a designer of no mean ability.
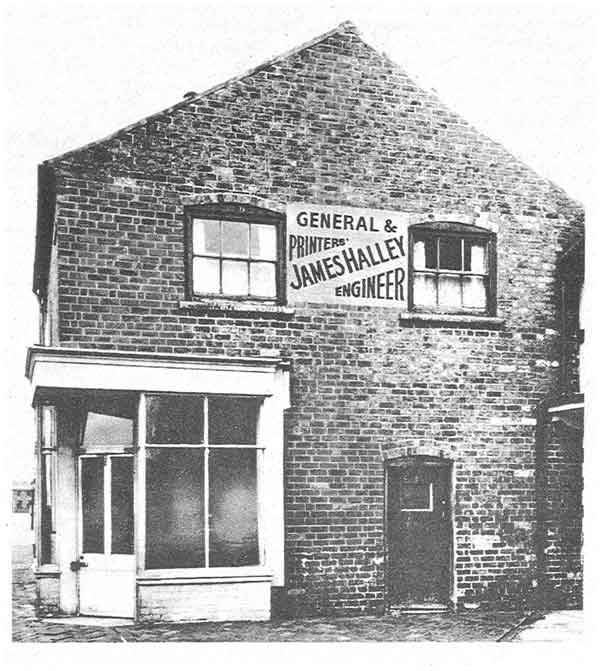 |
James Halley’s first premises in 1912 |
In 1910 he started a small engineering business on his own. By 1912 he had designed and was building his first rotary press, a letterpress counter chequebook machine for another local firm. By 1914 he had built three or four of these machines. Despite, like some of the Bakers at Willesden, having doubts about the righteousness of waging war, he was pressed into Government service, making shell-fuses until the Armistice. This not-unprofitable activity enabled him to buy a small plot of land and build a factory where, in 1919, he designed and built the first walk-in type of rotary web-fed printing press. This lead has since been followed by all rotary press makers. The workshop plant at this time was second hand junk collected from local scrapyards. The quality of work produced on this machinery was a testimony to the skill of this thrifty Scotsman. In the early 1920’s, James Halley was joined by his two sons, Jack and Angus, together with Mr. Reg Charlton and Mr. Charles Baker. By 1937, Angus Halley had taken over most of the design work from his father and the first roto-gravure aniline machine was designed and built. This machine was still running over 30 years later at Harrison's of High Wycombe.
Halley purchased some 26,000 square feet of land in 1938 which came in very handy when the firm had to turn over its production to war work in WW2. Many of Halley’s skilled men had enlisted and woman were brought in to help turn out component parts for Bofors and Sten guns, land and sea mines, tanks and torpedoes. A new building erected on the recently purchased land provided much needed manufacturing and office space as, before this extension, operations had been confined to the plot acquired twenty-five years before.
After the war, it became obvious to Angus Halley that the wrapping and packaging of goods would increase dramatically in the post-war period and he began to concentrate on the production of presses for printing packaging materials. (It should be noted here that the Baker Perkins group also had a long association with the packaging industry, accumulating a very broad capability across a wide range of packaging applications. See also History of Baker Perkins in the Packaging Industry). Such was Halley’s success that by 1948 he entered the overseas market. Expansion was now imperative and adjoining houses were bought as offices with factory premises being erected in the gardens to the point that they were hemmed in on three sides, unable to expand further. It was not until 1967 that the £70,000 acquisition of 60,000 square feet of land and factory adjoining their existing premises provided a doubling of production space, quickly followed by an increase of 150 in their labour force.
The output of the company was mainly web-fed rotary presses though ancillary equipment was produced frequently to satisfy customers and ensure repeat orders for further rotary presses. The business first produced rotary presses for letterpress printing, then for aniline (flexo) printing, from there on to rotogravure printing and, by the middle 60’s much of the production was in web-offset; this last being of particular importance as it was possible to utilise a useful percentage of the production capacity available at the Baker Perkins facility at Westwood Works.
Halley was always in the forefront of the application of the latest technology to its products. A mutual advantage relationship was built from around 1955 with Crosfield Electronics, a world leader in the development of electronic controls for printing with Halley being among the first to recognise the importance of Crosfield innovations. The Crosfield synchroscope removed the speed limitation imposed by the fact that a press could run only as fast as the operator’s eye could check the printed web as it moved through the machine – and that was not very fast. The synchroscope produced a stationary image of the moving web, allowing the printer to check every detail on a web moving far faster than the eye can follow. Other Crosfield products used regularly on Halley presses were automatic controls for colour register and for electronic ink viscosity. Not all innovations were connected with electronic controls, one limitation to making a press run faster being the need to dry the material being printed - another Halley research exercise resulted in the development of one of the world’s finest drying systems.
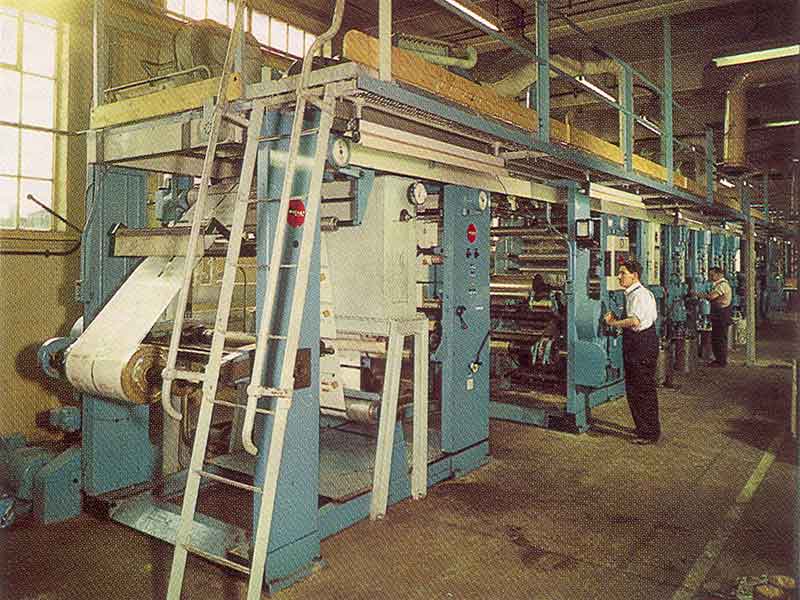 |
Halley "New World" Rotogravure Press |
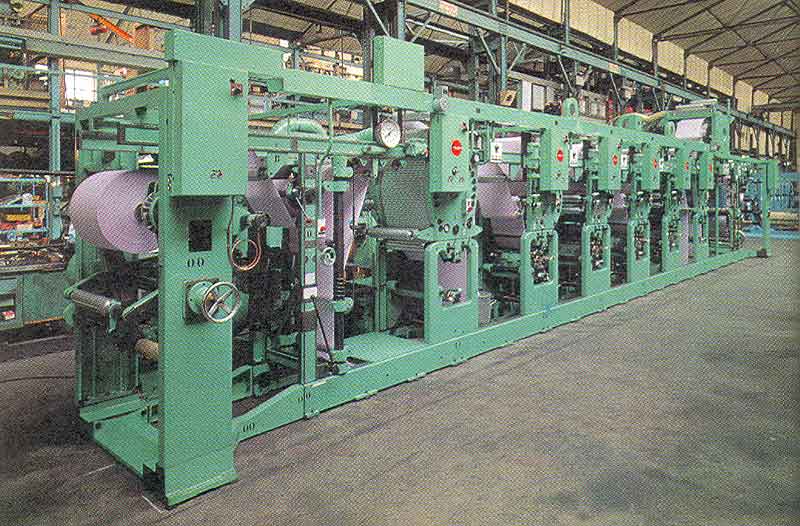 |
Halley Gravure press for wrapping materials. (More illustrations of Halley products to follow) |
In addition to exploiting their connections with the printing of packaging materials – cardboard, aluminium foil, polyethylene and other very thin films, in the 1950’s, Halleys went into the so-called "Fashion" field of plastic floor coverings, flexible plastics used for curtains, table cloths clothing and wallpapers, "Formica" and similar products. This venture followed from the successful adaptation of a Halley rotogravure press to print wallpaper for Sanderson’s. These new techniques in printing led to the development of wider and wider printing machines, with constantly improving performance.
The vigorous attack on overseas markets started soon after WW2 continued when the firm entered the Baker Perkins Group early in 1961.
Aller watched with great interest Baker Perkins’ determination to enter the printing machinery business. A few months after Halley joined the Baker Perkins group, R.P. Winfrey, chairman of the East Midland Allied Press, having seen the "Spearhead" press in Westwood Works, visited the Aller Press in Copenhagen. So impressed was he with their machinery that he decided to have a web-offset plant installed in his own printing works. He saw that it would be in his own interest if Allers and Baker Perkins collaborated and suggested to the chairman of Baker Perkins that it would be a good time to acquire the British rights of Aller offset machinery. It took nearly two years of negotiations, during which Nils Norlin, successor to Claes Aller, made a crucial visit to Westwood Works to see the up-to-date equipment and the skill of the men who operated it, before the manufacturing and selling rights of the Aller web-offset press and folding machines were offered to James Halley & Sons on a royalty basis. Augustus Muir tells us that "so protracted were the negotiations that nearly two years passed before a contract was eventually signed on 21st April 1964".
Aller had also given a licence to manufacture their presses to Societe des Ateliers Forges Schneider-Creusot, France., who produced their own version of the Mercury and Gemini units. Later, the Schneider-Creusot Group failed, the Printing Division at Nantes being bought out and continuing under the name of Creusot-Loire. (NOTE: Creusot –Loire, like Baker Perkins PMD, was later acquired by Rockwell Graphic Systems).
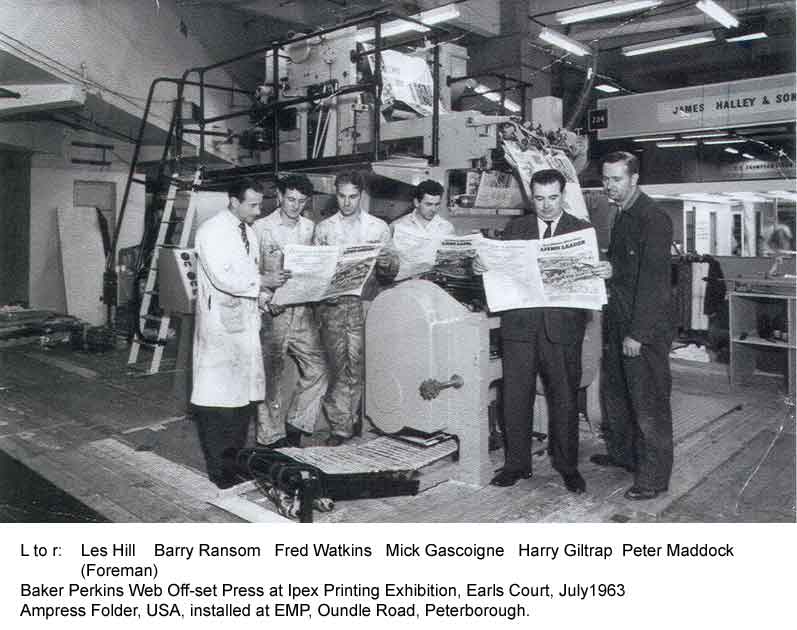
The name "Halley-Aller" was adopted for the new product range that was launched on the James Halley & Sons stand at the 1963 International Printing Exhibition (IPEX) at Earl’s Court, London
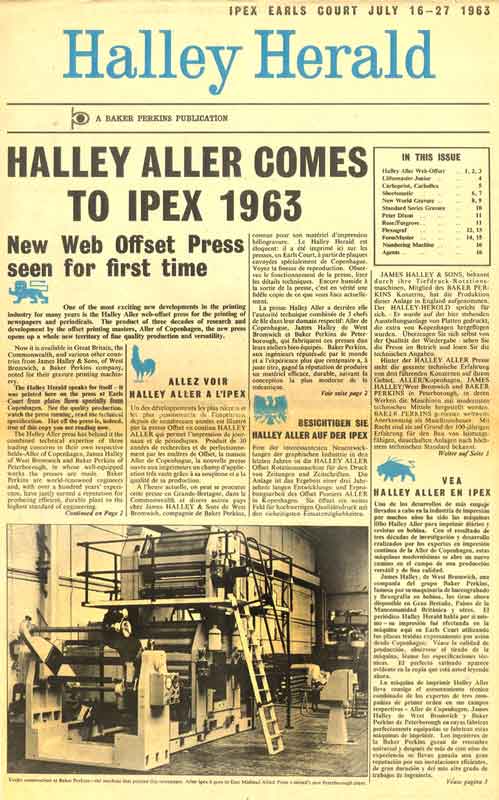 |
The "Halley Herald" published to cover the launch of the new press |
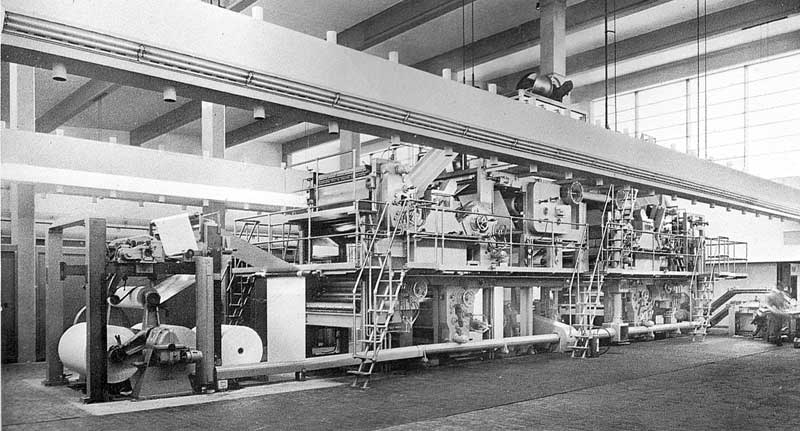
It is worthy of note that the Baker Perkins Group Newspaper "Group News" was printed on a Halley web-fed offset litho press, built at Westwood Works and installed at the East Midland Allied Press factory at Woodston, Peterborough. This was the first Halley machine of its type installed in the UK. (See also Group Newspapers).
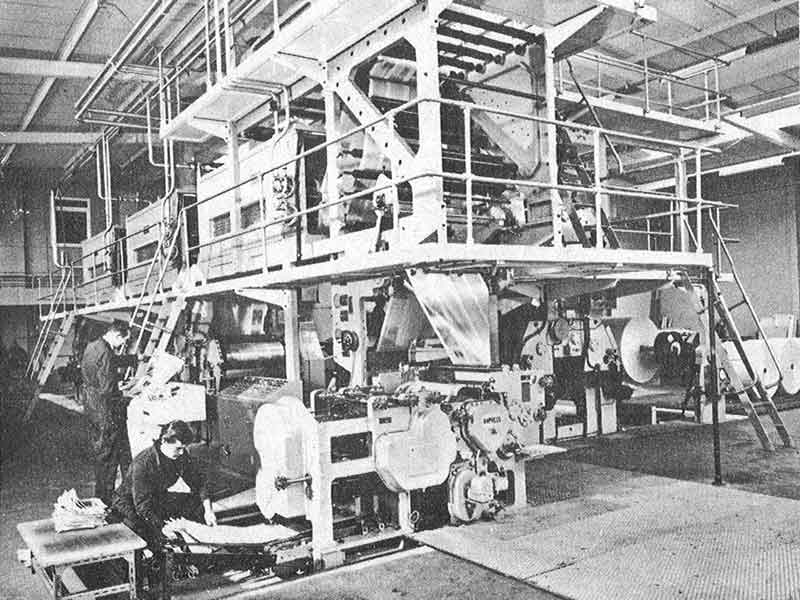 |
The Halley Offset Litho press at East Midlands Allied Press factory, Peterborough used to print the first edition of "Group News" |
 |
The same machine on show before installation |
In the beginning, James Halley & Sons undertook both the design and selling of web-offset presses, the machines themselves, far beyond Halley’s limited manufacturing power, were made at Westwood Works and some Peterborough personnel commuted weekly to West Bromwich to work on press configurations and adaptation of Aller drawings to Peterborough manufacturing standards. The first Halley-Aller press built at Peterborough was erected in the L70 Bay, on the south side of the Plate shop, during 1963. Later, they were erected in the Fitting Shop, with all presses being test-run with white paper (no ink) before despatch.
The "Shropshire Star" was the first evening paper in the UK to change over to web offset and a Halley-Aller Lithomaster Senior press began production of 40,000 copies per hour in October 1964. The first Scottish evening newspaper, the "Greenock Telegraph" followed in 1966. This was the start of something of a revolution in the UK with a succession of Halley-Aller presses being installed for newspaper production throughout the rest of the 60’s.
The Halley-Aller Product Line
 |
 |
 |
 |
 |
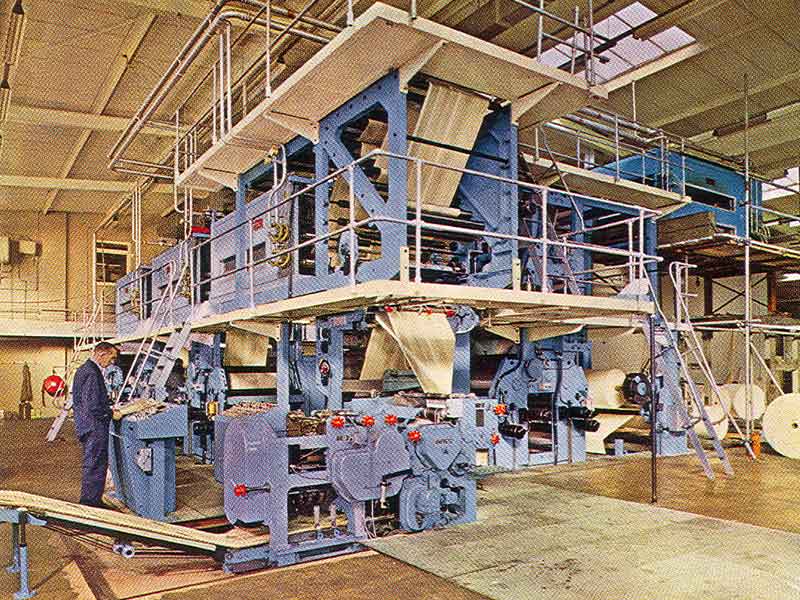 |
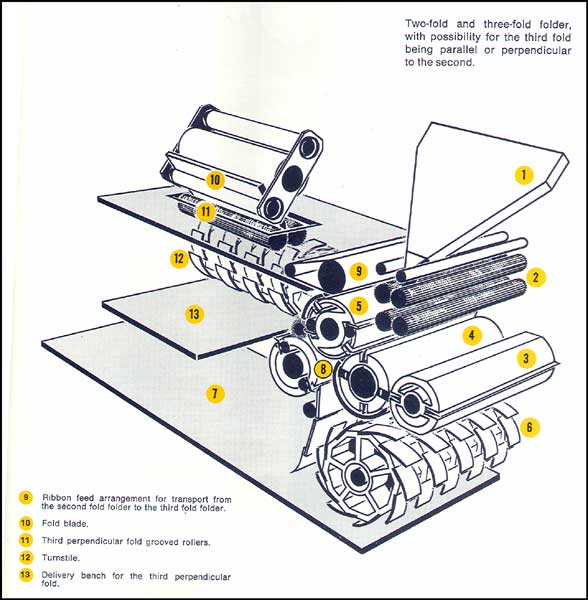
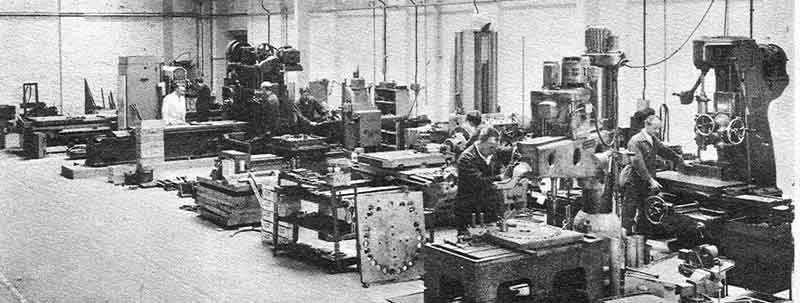
| Halley-Aller Satellite Gemini Press | Halley-Aller Mercury Press | Halley-Aller Folder | Assembling presses at Westwood Works | Halley-Aller web-offset press | |
 |
|||||
| Assembling the Readers Digest, Australia press | |||||
(More illustrations will appear here later).
Baker Perkins
(See also History of Baker Perkins Ltd)
The Printing Machinery Division of Baker Perkins Ltd. came into being in early 1965, formed to concentrate the business in web offset litho printing presses and equipment in one establishment. The new division was responsible for design, manufacture and erection of web offset equipment and sales, both at home and overseas. The new printing Machinery Drawing Office was located in part of the Tarslag building and the adjacent single storey brick extension on the car park area between the Old Canteen and Westfield Road. The location of the D/O remained unchanged until 1976, when the Printing Machinery Division moved into the main office multi-storey office block. Personnel were recruited from other divisions at Peterborough with some layout and detailing assistance from the Bedewell factory when their workload permitted. (See also History of Bedewell).
Baker Perkins Ltd had created a board of management in 1963 of which Norman Mountain became chairman. He considered that the decision by the Holding Company board in the late fifties/early sixties to enter the printing machinery market was so important that he initially assumed the position of manager of the Printing Machinery Division in addition to his other duties. Mr A.M. Halley was appointed as a director of Baker Perkins Ltd so that his advice and assistance would be available to the new department. Key personnel were transferred from James Halley & Sons – Len Stapleford as technical manager and Mike Vardanis as sales manager. The move allowed James Halley & Sons to devote more time to the development and expansion of its traditional lines in addition to retaining web offset folder production at West Bromwich.
Mike Leggatt comments: "Norman Mountain was the driving force behind the PMD from its inception, and, as one who was present at almost all BP Ltd Board meetings from the late 60’s onwards, I can testify to his support for PMD at those meetings. But the factor in the survival, as distinct from the achievement, of PMD that was greater than any efforts of his or mine was a simple exercise in marginal accounting. Had PMD been closed down, the resultant unabsorbed factory overheads would have been a virtually unbearable burden for the remainder of the business. Some were clearer on this than others".
As part of an all-out drive to attract export orders, two "Halley-Aller" web offset presses were exhibited at the Paris Exhibition of Printing in 1965. The larger version was the only web offset rotary press actually printing full process colour "Heat set" at the exhibition. A smaller version of the same machine was shown by the French licensees for the Aller press, S.F.A.C. of Nantes. The larger press was the result of a united European effort. Castings and drawings were supplied to the Nantes factory from Peterborough, the reel stand was built in France, electrical equipment came from Sweden and certain Danish equipment was also incorporated. The machine was built at Nantes, then dismantled and re-erected at the exhibition hall at the Palais de la Defense in Paris. Anxious that potential customers should see a web-offset press in action, an aircraft was chartered to fly between Paris and Coventry during the whole of the exhibition period. Visitors could watch the "Coventry Standard" being printed in colour and the preparation of pre-printed webs on a "Halley-Aller" press.
With the decision to make the "Halley-Aller" presses at Westwood came the need for significant expenditure on re-organisation within the factory. Heavier cranes and special machine tools were installed and a new floor constructed in the Printing Fitting Shop. The foundations for this were several feet deep and its surface was checked with optical alignment telescopes to ensure that all surfaces were level to within one-eighth of an inch overall. This floor could carry printing presses weighing several hundred tons. See also Life at Westwood Works.
Installing a Printing Press
Anyone who has seen a printing press might wonder how such a very large piece of precision machinery is transferred from the factory in which it is made and installed in the customer's building. Much is said in The Outdoor Men about the unique nature of the installation engineer's job and Gordon Richardson, who managed the department for many years is quoted as saying:
"These skilled men are individualists by nature – men of uncommon initiative who must, nevertheless, sometimes unite as a single team, ready to pool their energies and skills to complete some urgent job or help a customer in the midst of crisis".
Denis Swingler provides a vivid insight into the challenges faced by the Baker Perkins Outdoor team as they came to terms with handling machinery many times heavier than they had been used to - far away from the overhead cranes and other equipment enjoyed by the fitters in the factory - and some of the crises faced, and overcome:
"Installing presses posed different challenges from those experienced previously by the small team of "printing" engineers, who were originally drafted in from the biscuit and bakery division outdoor pool. The two main differences being the weight of the component units - a Gemini satellite for instance weighed in at 25 tons - and the accuracy of level and alignment of the complete press that was required.
These satellite units were generally transported, within mainland UK, in one piece, being put onto low-loaders at the end of the fitting shop and winched off at the other end, usually by a team of riggers employed – often from the company that did the haulage – to approximately position the equipment on site. Heavier units such as the larger Galaxy satellite units were split into sections for delivery. Two lifting frames - one for works use and one for field use - had been made to ensure that no twisting of the frames occurred when lifting.
I recall that in 1967, a Galaxy twin satellite press was to be to installed in Germany. One lifting frame was on site, waiting the first delivery of the unit sections. When these didn’t arrive on schedule, it was eventually ascertained that the first truck had broken down en-route to Felixstowe, had missed the ferry and would be delayed for a day or so. Time passed and still no delivery. The cause of the further delay was apparently that the truck was now stuck in Rotterdam docks with a blown tyre. The trucking company was unable to locate anyone with a sufficient capacity jack to lift the truck (with two unit sections on it… which they couldn’t lift off) in order to fit a replacement tyre. Peterborough had been contacted from the docks, but the fitting shop couldn’t release their lifting frame or they would be unable to lift the remaining unit sections. The only solution was to rent a truck in Darmstadt and drive with the other frame to Rotterdam. Locating the truck in the docks – the largest in Europe - was, I’m told, quite a problem. That wasn’t the end of the troubles. When the truck finally made it to Darmstadt, the entry to the factory was a dirt road up which the trucks had to reverse, then do a 90 degree turn to back up and into the press hall. On the straight they just about managed to keep moving but as soon as they started the turn, the drive wheels just dug a big hole in the dirt. After several failed attempts, a steel cable was attached to a winch on the 50-ton crane, which was waiting parked inside the press hall and the truck was pulled up and in. This was repeated on all the other deliveries of the heavy equipment. A final indignity was suffered when, at the end of the installation, removing the protective covering from the printing cylinders revealed that two cylinders had come into contact with one another and, bumping along a few hundred miles of autobahn, had "chattered" and caused considerable damage. Two cylinders had to be removed and returned to Peterborough for new bearers to be fitted.
For level and alignment a +/ - 0.002" tolerance from a datum was aimed for through out the length of the press. This was actually an arbitrary tolerance since no one actually knew exactly what would or wouldn’t give satisfactory results. A datum line was used to avoid a build up of errors. Initially a taught piano wire was used to achieve the alignment required but this was soon superseded by an optical alignment telescope. For levels, spirit levels with an accuracy of 0.001" in 10" were employed. Occasionally it was difficult to achieve the desired accuracy due to outside factors, usually the suitability of the concrete foundation in strength or surface finish. Clients were always supplied with a foundation drawing detailing the weight to be supported and showing footprints of the unit bases. It was then the responsibility of their architect or civil engineer to design a suitable base, dependant on the nature of the subsoil etc. Mostly they got it right.
One occasion where things went badly wrong was when installing a Gemini twin satellite press in the UK. The base had been laid for a previous, much smaller and lighter, press and despite the Baker Perkins lead engineer – Arthur Weston – frequently making his reservations about the foundation known to the client, the answer was always, but not in so many words, "just get on with it." Great difficulty was experienced in maintaining good levels. Virtually perfect readings would be achieved one day but a recheck the following morning would show unacceptable errors. Of course, suspicions still lay with an inadequate foundation but proving it was difficult. One day the engineer happened to be watching the spirit level, which was placed on one of the units, when a fork truck carrying a full reel of paper passed fairly close by. The "bubble" disappeared to the end of the level, then returned, but to a different reading. It was found that this "phenomenon’ could be repeated, more or less at will, given the co-operation of the fork lift driver, proving that the foundation was moving and this was effectively demonstrated to the customer’s MD, There was no alternative other than to remove the satellites and the folder completely, and to support the dryer, chill rolls and all other equipment on a scaffold "bridge", whilst the floor was excavated and a more substantial base laid, not a quick or cheap exercise. Some 20 years later a very similar occurrence happened at a French customer’s factory, when the C2 folder, completely assembled, had to be dragged outside and the foundation repaired following a substantial settlement of the base.
Different level and alignment problems were encountered when two double width newspaper presses were being installed at a new multi million pound architect designed office block and press hall, on a site on the outskirts of Portsmouth. The whole site had been set on a considerable number of piles driven to great depth into the soft sub-soil, apparently mostly a mixture of sand and mud. Difficulty was experienced in achieving acceptable and maintainable level and alignment readings. It was eventually discovered that the very substantial concrete press base was insulated from the rest of the building foundations by a thick layer of anti-vibration material, of a sort of dense cork. The thinking was that if the press vibrations caused any settlement, it wouldn’t affect the rest of the building. This meant that wherever a jack was placed to raise any part of the press to level it, what in fact happened was that as the load was applied the "cork" compressed slightly in that area and then, over a few hours, evened itself out again and the level went back to square one. It took several weeks before anything approaching acceptable levels could be achieved. The presses ran trouble-free, from the alignment perspective, for a good number of years.
Unrelated to unit weight or alignment, but possibly the most embarrassing situation I experienced, happened when we installed a multi-unit, double folder, Mercury newspaper press for Thompson Regional Newspapers in Reading. This was to print a brand new evening newspaper, The Reading Evening Post. To launch such an operation with brand new equipment, with a press crew unfamiliar with the equipment and unpractised in web-offset printing, was a venture fraught with danger. However we had successfully carried out a similar task with the launch of the Shropshire Star a year or so earlier, and looked forward, hopefully, to another success story. The installation had been on a very tight schedule but with a lot of hard work and long hours, by the weekend before the launch, the press was about 90% completed. One final push was required over that last weekend and to this end a small team of engineers were assembled and despatched to complete the last remaining jobs. Of necessity this crew worked day and night from Friday, finally crossing the last job off the list at about 6.00 a.m. on Monday morning. Lord Thompson of Fleet (then proprietor of the Sunday Times as well as the Regional Newspaper Division) was due to visit the new plant sometime in the morning, to be filmed by local TV pressing the button and launching the new newspaper. This was a mock up, presumably to fit his schedule, because the first edition wasn’t due to be printed until early afternoon. The engineers, by now beyond tiredness, decided to wait on and witness the "event". He came, he pressed the button and the press sprang into life. Lord Thompson and the TV crew left, happy with what had been recorded. At 2 o’clock there was still a host of dignitaries present – the mayor, local MP and Bishop etc. – when the No.1 press man pushed the button for real. There was no response from the press. Repeated button pushing by all and sundry was to no avail. The press wouldn’t even turn over. The engineers – who were still hanging about on site, by now in a zombie-like state - were all mechanics, with not an electrician amongst them, but were pressed into action. They willingly looked inside the main drive panel and checked all the fuses they could find but having quickly reached the end of their electrical expertise without success, made a panic telephone call and managed to locate an electrical engineer in nearby Windsor. He was unable to help over the phone but dropped everything and rushed over to Reading. It was however a couple of hours between the initial fault exposing itself and his arrival on site and even though he quickly sorted the problem, by then the time slot for the paper had slipped past. The local TV evening news had to be edited to explain that due to "technical problems" the launch of the Reading Evening Post had been delayed for 24 hrs. How embarrassing was that? It was not quickly forgotten.
I visited the Lincoln Echo some 20 years later. They were part of Thompson Regional Newspapers and still had a similar press running daily. In a conversation with the production manager, the Reading Evening Post cropped up and it transpired that this man was a junior in the production department at Reading when their first press was launched, was there on the fateful day, and remembered it in exact detail, as I did!
The subsequent performance of the Reading press over the following months must have been impressive because Lord Thompson ordered a second press a year or so later to cope with a rising circulation for the paper".
By 1966, Printing had delivered or taken orders for £4m in just over 3 years. (NOTE: By 1976 turnover had reached to £2.5m but the business did not become profitable until the late 70's).
Halley announced in May 1967 a plan to double the factory space at West Bromwich to meet the growth in demand for gravure printing presses. 60,000 square feet of land and adjoining factory space was purchased for £70,000. It was expected that the Halley workforce would increase by some 150 people. The work was completed in early 1968 and included a demonstration and development bay in which work was progressing on a press for handling PVC and a gravure press capable of handling a variety of materials used in the flexible packaging field, at speeds up to 1,000 feet per minute.
 |
 |
 |
 |
| Site View | The new Machine Shops | The new Drawing Offices 1968 | |
A New Divisional Manager
In November 1967, Mike Leggatt was transferred from the biscuit division to take over as divisional manager of the printing machinery division. J.G. Wickman replaced Mike Vardanis as sales manager in September 1969.
Also in 1967 Baker Perkins Ltd signed an agreement with Wood Newspaper Machinery Corporation of New Jersey which allowed the manufacture of and sale of rotary letterpress newspaper printing presses and folders in the UK, most of Europe, Africa and the British Commonwealth. The machines were to be marketed under the name "Baker/Wood".
The last member of the Halley family still connected with James Halley & Sons Ltd., Mr Angus M. Halley, retired at the end of 1967. Angus Halley had joined his father, James Halley, in the business in 1918. E.E. Miller, who had joined Halley from Peterborough as deputy managing director in the summer of 1966 was appointed chairman and managing director.
Towards the end of the sixties, a BPH delegation went to Japan to investigate the possibility of Group products being licensed to Japanese companies. Arising from this, negotiations were started with Tokyo Kikai Seisakusho, a major Japanese newspaper press company. Since Baker Perkins’ licence from Aller did not include Japan as a territory and TKS was also interested in plate preparation technology, Aller was also involved. An agreement was concluded by the end of the sixties with the first concrete sign of this at Peterborough being the arrival of a TKS engineer to spend several months in the Printing Machinery Division D/O designing a unit to the Japanese cut-off. His name was Watanabe, but as his flight to the UK had to be diverted from Heathrow to Manchester, he was ever afterwards known as "Mr Manchester".
Fortunately, the fact that it was abandoning the newspaper market did not prevent Baker Perkins passing over designs and know-how for the units it had already built. After several years, Baker Perkins had a request from TKS asking to be allowed to sell their web offset newspaper presses in North America. Since this would not conflict with Baker Perkins’ efforts there in the magazine/commercial printing market, it was possible to agree to this, thus gaining extra revenue without any corresponding costs. Because of the companies’ separate interests and the end of the licence period, the contacts, though continuing to be very friendly, gradually withered away.
Penetrating the North American Market
By the end of the 60’s, it had become clear that penetration of the key North American market would require the support of a local sales and service operation. Baker Perkins Printing Machinery Corporation was formed under Claus Scherer who had previously worked at Peterborough and a site across the road from Rose Forgrove Inc’s premises in Elmhurst, Illinois, just south of Chicago’s O’Hare Airport, was chosen to take advantage of the business environment created by the huge industrial area alongside Lake Michigan where some of the biggest printers in the USA are located. BPPMC also had an agency agreement to sell the British Timson T32 and T96 book presses.
The setting up of BPPMC in Elmhurst was not uneventful. The first phase began when Michael Vardanis and Claus Scherer were due to go out to the States as a team to set up an office and make the Division’s first move into the North American market. In the event, when Mike Vardanis was replaced, it was decided, not without some heart searching in view of his relative inexperience, to send Claus out on his own. Phil Harley was asked to keep a fatherly eye on him, which led to some amusing encounters over the following months. Claus and Mike Leggatt had some difficulty in persuading Norman Mountain and Phil Harley that New York was not a suitable location for the BPPMC office and that Chicago would be far better. Norman Mountain also tried to involve Dan McColley, President of Wood, in these efforts. Mike Leggatt was able to attend most of the meetings, which spared Claus having two "fathers". In fact, it turned out that Dan hadn’t the resources to help the Division at all. However, He was a shrewd businessman and was in due course invited to join the Baker Perkins Holding Co. board.
The second phase came when Denis Swingler was asked to join Claus to set up a spares/service capability, Phase Three was when the Division hired its first US nationals in the form of Ken DeVito (ex-Regensteiner) and Dick Karch (ex-Goss). Denis Swingler remembers the setting up of the new spares service:
"By early 1970, presses had been installed in Puerto Rico, Pasadena and in Effingham, Illinois. A fourth was due to be delivered to Owen Sound, Ontario in the summer. Plans had been in hand for a some time to provide additional sales coverage and engineering and spares back up from within North America, and to that effect, David Wright as Sales Engineer and Denis Swingler as Chief Engineer, moved to Chicago later in that year to join Claus Scherer, and secretary, Judy Chapman.
Initially they shared space with the B.P. Saginaw sales office in Oakbrook, on the second floor of a large office block, whilst a decision on the final location was being considered. As orders for presses in Chicago, Milwaukee and Detroit firmed up it was decided that Chicago would make the best permanent base.
The early press clients had been encouraged to purchase some spare parts along with their presses so, in emergencies, they sometimes had the relevant replacements and, if not, they were often able to beg or borrow from one another. Once new clients were aware of the existence of a fledgling spares and engineering presence in Chicago they, not unreasonably, expected that it would carry a stock of breakdown parts. When a truck carrying the first consignment (in a crate of approximately 6 tons) arrived, unannounced, in Oakbrook it had to be quickly diverted to a customer’s premises for temporary storage. A suggestion that the spares be moved to, and stored in, the Baker Perkins chief engineer’s garage was rejected because it was considered that in the damp and extremely cold Illinois winter they would soon deteriorate. However his rented house had a full, heated basement and it was here that the first "stores" was eventually located.
The first four presses had all been installed by engineers from the U.K. but a four satellite, three folder press for downtown Chicago, delivered in early 1970, was installed by the new chief engineer. Installations followed thick and fast with presses being delivered and installed in Milwaukee, Detroit, Atlanta and Jonesborough, Arkansas. In 1972 a local engineer with much printing machinery experience, Karl Jansen, was employed full time.
During this high activity period new premises for the offices and spare parts were found in Elmhurst, about 10 miles north of Oakbrook, and the office equipment and spares were moved over a week-end by the engineering staff, using a large rented U-Haul truck. As well as having ample office space plus some room for expansion, it had a large workshop/stores area to the rear with a proper loading dock. Shortly after this Jim Caulfield, a young man, not long out of High School, was employed to look after the spare parts.
Denis Swingler and David Wright had been working on USA/UK Trader Treaty visas, valid only for a three-year period and both returned to Peterborough at the end of 1973. Dick Karch took over as Chief Engineer, and Ken DeVito joined the sales team".
Another significant input into the success in North America was the systematic use of structured market research. The performance of BBPMC compared with that of its competitors was measured on a regular basis across a number of criteria by carrying out periodic interviews with a cross section of key customers. The feed back from this research was used to plot the customers’ perception of BPPMC’s product offer and performance against the competition, measuring and quantifying any improvement or shortfall in expectations. The company then knew where improvements needed to be made.
Meeting all of the Customer's needs is not always easy but if he is in trouble, then all the stops are pulled out. Bob Edgar, who worked for 26 years in Field Engineering (See The Outdoor Men) and Printing Division Spares, tells the story of one order:
 |
"This photograph was taken in Rotterdam in early 1973. The 4 low-loaders are carrying 4 satellite units destined for a printing company in Purmerend, Holland whose plant had been razed to the ground. New equipment was needed in a hurry and 4 units were virtually ready in Westwood Works - a happy coincidence which benefited both parties. The low-loaders were given a police escort through Rotterdam and Amsterdam. The printer also commissioned a film of the equipment arriving in Amsterdam, right through to the installation and commissioning of the two presses". |
The largest and heaviest piece of precision equipment built at Westwood Works up to that time was a 34 foot high, 80 feet long, 400 ton Halley-Aller web-offset press destined for Australia. Manufactured in early 1969, the press required the services of a mobile crane to lift steam drums, frames, ducting and fans onto the top deck as the works overhead cranes did not have sufficient clearance.
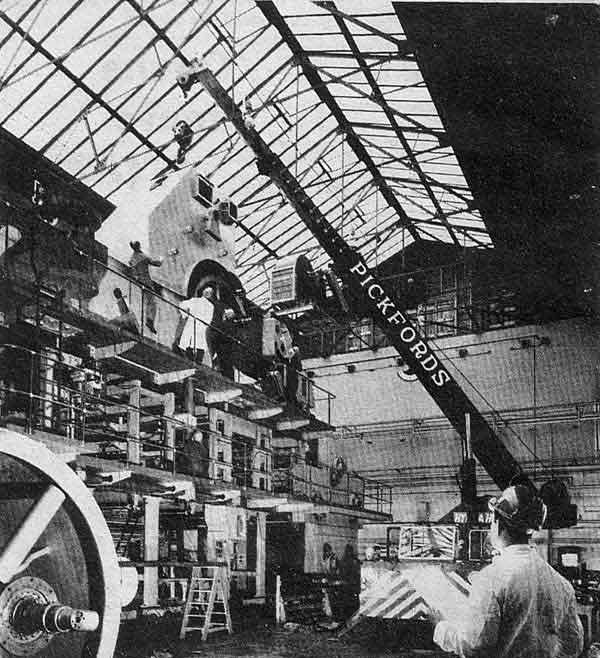 |
Mobile crane manoeuvring into position |
By 1970, since the inception of web-offset presses at James Halley & Sons Ltd in 1962, product development expenditure of approximately £1.5m in respect of web offset equipment had been provided out of trading profits. The work was well suited to the facilities of Baker Perkins Ltd and integrated conveniently with the group’s other principal activities in the food, chemical and packaging machinery fields.
However, the early seventies were not an easy time for British industry and all operations were under close scrutiny. The 1973 Group Annual Report stated that - "Rotogravure printing machinery for the packaging, textile and wallpaper industries achieved record sales and profit " but the next year’s Report indicated that "world demand for printing machinery was at a low ebb" with a similar position reported in the following year. After two years of exhaustive investigations by Baker Perkins Holdings, it was decided that with effect from 1st April 1975, James Halley & Sons would become the responsibility of Baker Perkins Ltd with L.P. Simpson, deputy managing director, taking the position of chairman of James Halley. Ian Mackay was appointed sales manager. The marketing, sales and technical functions were rationalised and integrated with those of Baker Perkins’ Printing Machinery Division, with some James Halley employees being offered jobs at Peterborough.
Unfortunately, although there were considerable subsequent successes, it was too late to prevent its demise. Manufacture continued at West Bromwich until December 1975 when the factory was closed with the loss of about 100 jobs. Orders for Halley roto-gravure presses and other equipment were still being taken at Peterborough with a £1/2m order for two wallpaper presses for Canada being received in late 1976.
1976 was the first year in which the performance of the Printing Machinery Division was featured as a separate item in the Company Annual Report -
"World demand for printing machinery, already at a low ebb, continued at a very depressed level".
A Strategic Rethink
It was clear that a radical rethink of strategy was necessary if the Division was to become profitable. The high development costs of prototype and bespoke machines were taking their toll and decisions had already been taken to abandon the newspaper market in favour of the commercial market, concentrating efforts on well-established Gemini twin satellite presses. As Mike Leggatt puts it:
"When we abandoned the newspaper market for the commercial market, it was mainly in order to operate in a size of field more appropriate to our resources and talent. Put another way, we had to reduce the new design content of our contracts and thereby, we hoped get better at each contract. We offered the Gemini 4-colour satellite because:
- It provided 32 pages with each cylinder revolution, rather than
the 16 pages on all conventional blanket-to-blanket units. Some felt
that 32 pages made it more necessary to compromise on colour values.
While this was true, we felt it was a view limited to the purists and
there would be enough printers prepared to accept the limitation for
the economic advantages of getting 32 pages, rather than 16, from a
single web of paper.
- It held register between the 4 colours better than the blanket-to-blanket
units, partly because of the much shorter distance between colour stations
and partly because the web was supported firmly under tension against
the common impression cylinder. The web in the blanket-to-blanket press
was only under tension without other support, which led to variation
in the tension.
- Perhaps most basic of all, it existed. Its shortcomings could be lived with and had no effect on 1 and 2 above.
Performance in the D.O. and the factory improved because time and resources were available to refine and improve the products, which also included the Pegasus folder, of course. The lower factory volumes had to be accepted and the move into the US market was an attempt to get more volume from a market that was not only much bigger than that of the UK, but more committed to the web offset process".
The Gemini satellite, however, was soon to come under increasing pressure, particularly in the key North American market, from fierce, more advanced competition and changes in customers’ expectations with a desire for higher speeds and greater flexibility. It was clear that the market for satellite presses was quickly vanishing, due to improvements in blanket-to-blanket design plus items like the Constant Tension infeed. If the Division was to survive, new products were needed.
Satellite versus Blanket-To-Blanket
It is here that we should look at the two key configurations of off-set litho printing presses –
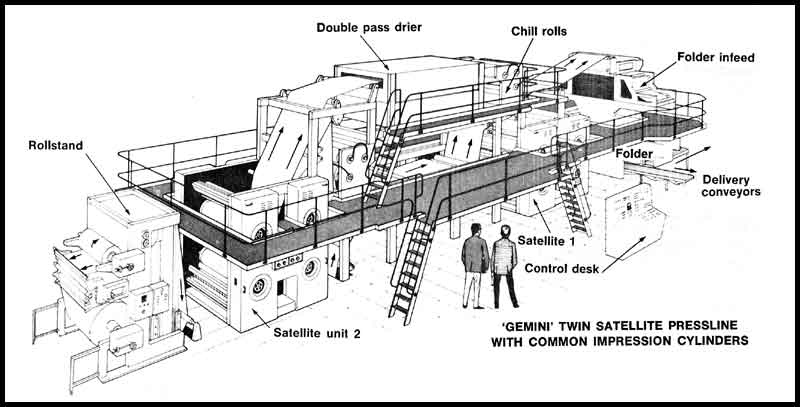 |
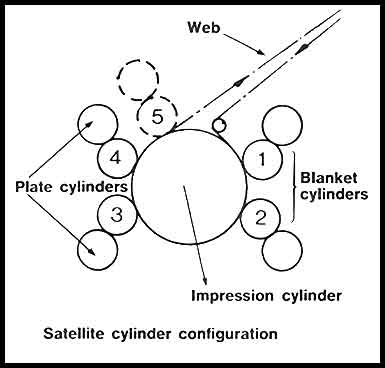 |
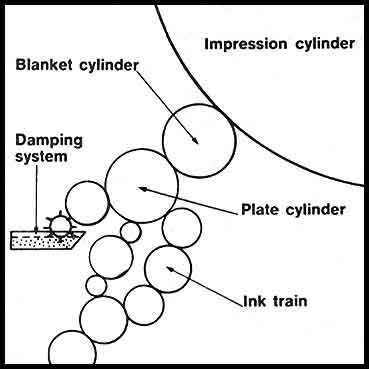 |
| Typical Satellite Printing Press | Satellite Cylinder Configuration | Satellite Inking System |
Satellite (or CIC – common-impression-cylinder) presses have one large impression cylinder running in contact with several blanket cylinders, the paper wrapping around the surface of the impression cylinder. It is argued that although their speed is higher than that of blanket-to-blanket presses, large size and longer makereadies are inherent disadvantages. The satellite is also non-perfecting, i.e. it does not print on both sides during one run through the press. However, a CIC press can be made to perfect in two ways. The most common means is to run the web through one unit, dry the ink, flip the web over and run it through a second unit to print the other side. The second method prints half-webs of paper; i.e. the width of the web is only half the width of the plate cylinder. The web is threaded so that it runs along one side of the printing unit, and the top of the web is printed. The web then travels through a dryer and chill rolls (on a heatset press), through a turning bay, where it is flipped over, and returned to the printing unit, where it runs on the other side of the cylinder where the other side of the web is printed.
The argument for the satellite press put forward at the launch of the Halley-Aller Press at IPEX in 1963 was –
"...... and the secret of accuracy of register in process colour work is the satellite unit. This common impression cylinder configuration makes possible positive control of the web, thus ensuring accurate register – in contrast to other systems in which the "web flap" leads to inferior reproduction. Whilst perfecting units are ideal for monochrome reproduction, they should not be used for process colour work because of their inability to maintain accurate register".
Subsequent events proved that the blanket-to-blanket process could be improved to make this argument unsustainable.
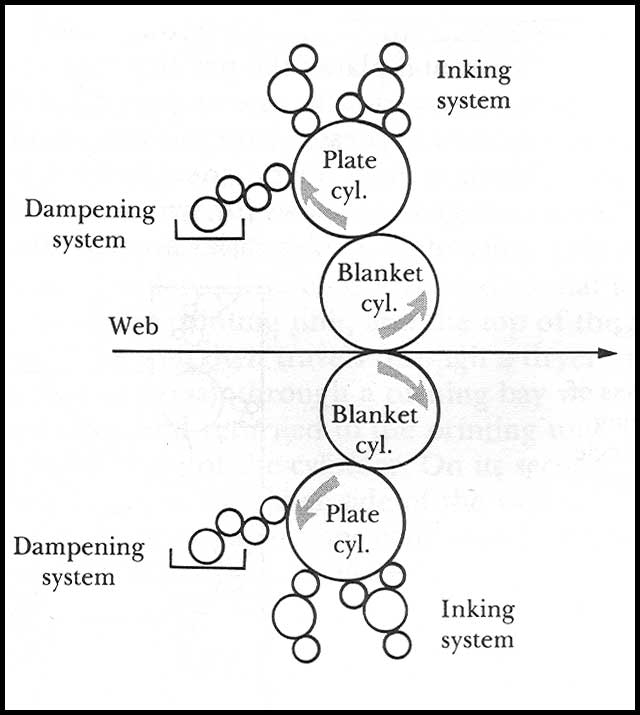 |
The Blanket to Blanket Press |
Blanket-to-blanket presses were the most common commercial web offset press in the United States. Each printing unit has two blanket cylinders simultaneously printing both sides of the web, each blanket cylinder serving as the other’s impression cylinder. Each blanket cylinder is part of a printing couple that also has a dampening system, inking system and plate cylinder. The advantages of the blanket-to-blanket system are argued to be:
- It is capable of producing a high-quality product.
- Makereadies are efficient.
- It is a perfecting unit.
- The press is flexible in terms of web configurations and the numbers of colours run in one pass.
- Paper passes through a dryer and cooling system once.
The Challenge of changing horses in mid-stream
Baker Perkins presses based on Aller designs were of the satellite configuration. Since its introduction in 1963, the satellite press had been vigorously, and quite successfully, marketed against strong blanket-to-blanket competition but difficult decisions had to be made. As Mike Leggatt puts it:
"By about the mid-70s it was apparent that the Gemini satellite and the Pegasus folder were running out of steam and new products, with no Aller history, were needed. As far as the printing unit was concerned, we looked at four major characteristics in deciding what to change:-
- Width – We had designed and built a 48-page press for Readers’
Digest in Australia which was 50% wider than the 38" single width,
but this was very much a one-off and the market as a whole was clearly
committed to getting more pages by running more webs. So there would
be no change to the width.
- Paging – There had been enough success with 32-pages for
us to feel this should not be changed. It would never outsell the 16-page
format but then we weren’t aiming to be No1 quite yet.
- Speed – We felt we had to offer something clearly better
than the Gemini and not just a tarted-up, more reliable, version. We’d
had experience of higher speed with the Readers Digest Australia press,
so we decided to increase the speed from a shaky 1200 feet per minute
to a solid 1600 fpm, with a mechanical guarantee of 1800 fpm. We didn’t
have the resources or, more importantly, the time, to check out whether
reelstand, constant tension infeed and dryer, let alone the inks, damping
solution and process control, would also be able to cope with such a
speed increase, but were arrogant enough to believe that they would,
if only because competition in these fields would ensure it.
- Configuration – We knew that, after quite a few years in the market, we were on good terms with a lot more printers than the number who would consider, let alone buy, a twin satellite press. If we wanted to be a significant contender in the market, rather than a supplier for enthusiasts, it was clear that we had to go blanket-to-blanket. We had learned a lot about blanket-to-blanket units in general and Harris, the world market leader, in particular, partly from North American customers and partly from sales and engineering staff we had hired in the States. Technically, too, the Constant Tension Infeed had very considerably improved the ability to hold register on blanket-to-blanket presses. We decided to go for blanket-to-blanket but, at least to start with, to offer the satellite configuration as well. This meant increased design and manufacturing costs, essentially through the common impression cylinder and sideframes, but we felt we could justify these in terms of insurance and of not leaving existing satellite press owners in what they would consider the lurch.
So we had a strategy and the tactics pretty well defined themselves. We told both the existing and the new customers exactly what our thought processes had been in arriving at the decision to offer both satellite and blanket-to-blanket units. After that it was our job to help existing customers arrive at the right choice for them. In the event, we built some satellite presses but the satellite unit became effectively obsolete after a few years. Only a few of us thought it had been a mistake to produce it.
I was very conscious of two things throughout this period:-
- We would have to demonstrate the new blanket-to-blanket press
printing at the speeds we said it would, partly because of the considerable
speed increase we were offering and partly because we had never designed
or built a commercial b-to-b unit. Not only that, but our usual approach
of offering a customer a press at a considerable discount would not
work here even if we found a willing customer. We had to be able to
demonstrate a press for periods, and at times, of our own choosing and
we had to ensure that any bugs we found were dealt with before any other
presses were dispatched. So a 4-unit press had to be installed in the
Experimental Department complete with all the necessary auxiliary equipment.
It had to be operated by skilled and experienced printers, and ink and
paper had to be brought in, stored and disposed of.
- We were betting the farm, and while this was not a new experience in PMD, the farm by now would cost a lot more than in the past if we lost it. Norman Mountain and I discussed it quite a number of times over quite a long period. He was, not surprisingly, pretty sceptical for some time but very supportive once he agreed. It was, of course, very expensive in terms of labour and materials compared with almost anything previously done in the Experimental Department, even assuming we could sell the press within a reasonable period. But in assessing the cost of failure, those costs would be a small proportion of the total, so that it was very much a case of "not spoiling the ship…"
I asked Ted Smith (who was the chief architect of the renaissance of PMD, because without the high quality products, none of the very talented people we had in the sales, factory and field engineering teams could have succeeded) to bear three things in mind while tackling the project:-
- Nothing breaks. Sheer mechanical unreliability, in a world where
customers were not like Aller, cosseting their own designs, had been
a considerable burden.
- Everything works, i.e. it prints and folds beautifully at rated
speed. An unreasonable demand, perhaps, but Ted knew what it meant.
- Try to keep the costs as low as you can, but not at the price of any compromise whatever on 1 and 2, because we’ll be out of business if the product doesn’t perform, whatever it costs. And he knew what that meant too".
Work on the folder and satellite unit designs began at Westwood in 1976. A new press control system, incorporating a remote ink duct control system - Instacolour – was designed in-house. The blanket-to-blanket unit was designed, in part, in Elmhurst, Chicago as it was essential to take advantage of the first-hand experience of the local market and competitor knowledge. Vic Spencer was seconded from Peterborough but naturally worked very closely with Ted Smith during this period, since major sections, such as inking, damping and cylinders, were defined by work on the satellite unit at Westwood.
 |
 |
 |
| G16 Press Unit | The new generation of Folders | Press Control Systems and Instacolour |
The requirement to produce many of the drawings for the G16 came too early to take advantage of the introduction of CAD (Computer Aided Design) at Westwood in Spring 1977 (See also The Drawing Office ).
An innovative approach was taken in the production of the G16 Plate and Blanket cylinders. A one-piece solid steel forging had a unique welded stainless steel surface applied on a lathe before being ground, with its running bearings (high precision taper bore spherical bearings) fitted, and then dynamically balanced. This work was carried out in a dedicated section of the "L70" bay at Westwood Works.
 |
Printing Rolls in various stages of completion |
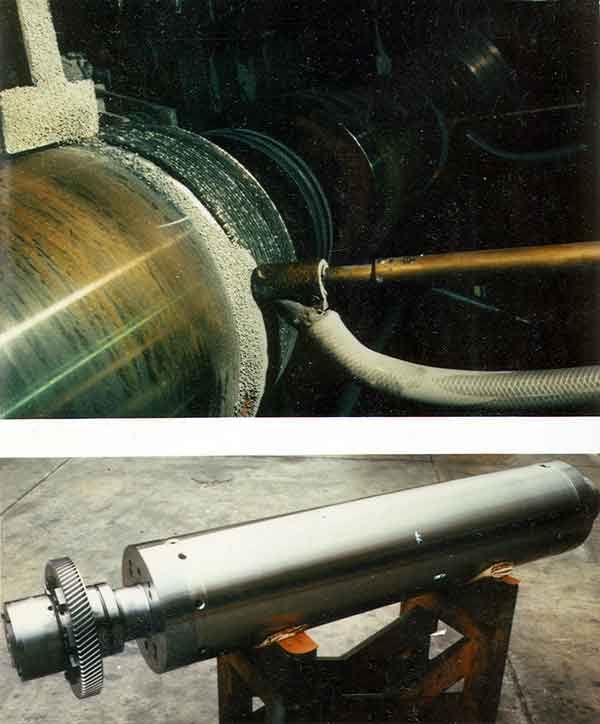 |
Putting on the stainless steel coating and the finished roll |
A new start
The new press was named "G16" – "G" from Gemini and "16" the initial speed rating of 1600 ft/minute. The development of both the satellite and blanket-to-blanket versions of the G16 took place during 1977. The new blanket-to-blanket press was installed in the Experimental Department at Westwood Works in 1978. Now the task was to convince the customers. Bob Gore explains:
"There was more concern about the customer reaction to the switch to offering blanket to blanket in UK & Europe than in the States. We broke the ice by running a series of "tongue in cheek" ads in the main printing magazines. The series of ads (6 in total appearing, one each month) were designed by Harry Giltrap after much debate between Harry, Ian Mackay and myself. Each of the ads featured a photograph of the same actor with different facial expressions and a single comment. The first had a very quizzical expression with the comment - "Baker Perkins producing Blanket to Blanket – you must be joking". Within days of the first ad appearing several customers rang with the comment "you really must be joking". This gave Ian Mackay and the sales team an excellent opportunity to explain the reasoning behind the change of direction and the benefits the change would bring when allied to the most recent developments in tension control. The final ad showed the actor with a big beaming smile and the comment - " Baker Perkins producing Blanket to Blanket – we really are serious".
A 32-page full colour brochure was produced to run on the press installed in experimental. 50 % of the content gave technical details of the G16 range and the other fifty % contained photographs and editorial content on Peterborough and the local history.
The first public exhibition of a G16 blanket-to-blanket unit was at GEC in Milan in 1979 followed by the PRINT exhibition in Chicago. By 1980, nine G16 presses had been ordered in North America alone and, only 5 years later, in 1985, the 100th G16 unit had been installed
All of this activity coincided with an upturn in the market and in the Division’s fortunes, the Company Annual Report recording:
1977 – "Order taking, particularly for the colour publications market showed a marked improvement during the year and the losses on printing machinery were reduced to £80,000 from £535,000 in 1975/76".
1978 – "Printing machinery earned a profit".
1979 – "With the introduction of a new range of high speed colour presses, sales of printing machinery increased significantly during the year bringing a further small improvement in profitability for this business despite a very heavy development expenditure".
1980 – "Sales of Printing presses again increased significantly and earned a modest profit after exceptionally heavy expenses associated with the launch of the G16 press".
As a result of this success, The Printing Division received two Queen's Awards for Export – in June 1981, the presentation being made by HM Lord Lieutenant of Cambridgeshire, Sir Peter Proby and in April 1986, by which time the success of the G16 had spread to the UK and European markets, more than 50 print units having been sold to this region in the previous six months. (See also Queen's Awards for Industry) EXTEND this section.
The fortunes of the Printing Machinery Division had clearly changed for the better as the Company Annual Reports began to show:
1981 – "The G16’s ability to run at high speed was successfully demonstrated in the demanding markets of North America and there were now fifteen G16 presses in use or on order for customers in the USA and Canada in addition to those in the UK and continental Europe. However, these products had a lengthy lead time and so the good order taking was not fully reflected in sales or profits. At the same time as this important new product range was being developed a new marketing organisation, particularly strong in North America, the world’s largest market for this type of equipment, was being built up".
The G16 press had made a significant impact on the market and it soon gained a reputation for reliability. One of the Division’s biggest customers was quoted as saying – "I operate my Baker Perkins presses 24 hours a day for 14 days and then give them an eight hour break for maintenance. I can’t afford breakdowns with my schedules, but after ten years experience with Baker Perkins (Gemini) presses, I don’t even worry. They will run."
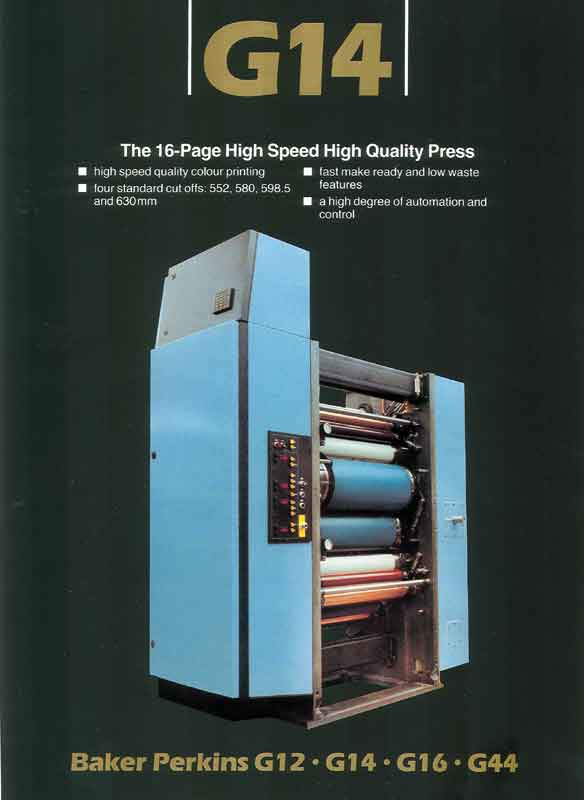
It was inevitable that the competition would stage a vigorous fight-back, particularly in North America. This resulted in some drop in demand for the G16 but the Division was already planning a new product – a 16-page press with a speed rating of 1400 ft/min aimed at competing with the key competitor, Harris’s, main product in a market considered to be potentially much bigger than that served by the 32-page G16. The new G14 press was launched in June 1982.
The growth of Baker Perkins operations in the USA was such that by 1985 the present building at Barrington could not cope. In the previous 15 months alone, the company had sold more than 30 complete press lines in North America. New premises were built at Schaumberg, Illinois, 12 miles from O’Hare, on a four acre site, with work starting on 23 July 1985 and completion in March 1986. The new premises housed assembly, 35,000 square feet of warehousing and 15,000 square feet of office space. Plans were also in hand to set up sales and service centres in Toronto, Canada and Dallas, Texas.
 |
The G14 Printing Unit. |
In the USA, the 16 page G14 press had a much wider market than its larger G16 counterpart, but at the same time faced even fiercer competition from European, Japanese and of course USA manufacturers. However, BPPMC’s success continued and before the end of 1984, the 100th G14 unit had been sold and this during only the first year that the press was available in North America. The 1982 Company Annual Report proclaimed:
"The improvement in order taking reported in 1981 resulted in the expected return to profitability. For the first time the printing machinery business made a very significant contribution to group profit. The Division is seeking to repeat the success achieved in North America by penetrating markets in continental Europe and has already had some success in gaining orders against very strong indigenous competition. We are aiming to consolidate our achievements in the current year in Europe and North America. In June 1982 we launched the G14 web offset press to complement the successful G16 press and have already secured a number of orders for the new design. Market and product developments are expensive and consequently in the current year we do not expect to maintain the high level of profit earned last year".
The early success of the G14 continued this up-beat reporting in the 1983 Annual Report:
"Sales of high speed web offset presses for colour publication magazines, catalogues and brochures have continued to increase. In 1982/83 for the first time our sales of printing machinery almost equalled sales of chemical machinery and thus it is felt appropriate to disclose separate figures for this activity. (Sales - £18.712m, Trading profit – £2.02m). The business made a significant contribution to group profit for the first time in 1981/82 and our present market position has been achieved only by a great deal of market and product development over many years. We feel that we now have a product range which, in its market segment, is second to none in the world. Competition is tough, coming from American, German and Japanese manufacturers, but we are confident that we can look forward to this activity maintaining a good contribution to our earnings in the future".
The burgeoning success of the G16 press in the North American market, beating very strong USA-based competition, had lifted Baker Perkins to the position of market leader and the Elmhurst premises were outgrown. A two-acre site was found in Barrington, Illinois, some 30 miles to the north west of Chicago with spacious offices previously occupied by a textile manufacturer. BPPMC now employed around 27 people including Claus Scherer – executive vice president, general manager; Ken de Vito – sales manager and Dick Karch – vice president-engineering.
 |
Barrington Offices 1983 |
In such a competitive marketplace, winning orders is also dependent on convincing the customer that spares will be readily available.
The installation of a computerised spares system was masterminded by Jim Caulfield (special projects manager). All spares were ordered from England by Jim Caulfield and there despatch to the customer was the responsibility of spares manager, Frank Laueson. Both were linked into a Qantel mainframe computer, with four remote terminals, which had a full accounting facility and held records of both inventory and customer details.
George Cisar, manager of engineering services, had nine field service engineers working for him and, having had long experience in the printing industry itself, was able to build up the sort of service that BP PMC customers needed – "In my experience using presses from other manufacturers, even in an emergency situation, we were lucky to get spares or service within a week. Here at BPPMC we have got it down to a fine art both in anticipating the main items that a customer may need and in getting him out of trouble as quickly as possible".
Clearly success in the North American market had been vital, but once this bridgehead had been established, it was important to show strength in the Division's home market. Armed with the new product line, Ian Mackay and his team enjoyed considerable success in the UK and Continental Europe. Among the orders received were:
1982 - the first G16 was sold into France, the third G16 was installed in the UK and a G16 was sold into the heartland of European press production - Germany. Three G16s were sold the following year into the UK. In 1985, a £6m order for three G16s was obtained from another major UK printer and Robert Maxwell bought three G14s and a G16 and the next year saw the first sale of a G16 into Italy. In 1986, the first G12 press, fresh from its launch, and another G16 press were sold in the UK and an Australian printer ordered his second G16.
120 G14 presses/760 print units were sold in the ten years from 1983 to 1993, this success bringing about the need for a considerable expansion in production capacity over and above that possible at Westwood Works. Although the Bedewell factory had traditionally specialised in products requiring a high level of fabrication work, it was suggested that it should start to produce certain printing products. (See also The History of Bedewell). Despite some early nervousness, within 18 months, printing equipment was being produced with complete confidence with half the workforce for the new assembly shop coming from within the company and the remainder recruited from outside.
The business continued to improve during the next two years:
1984. "The improvement in order taking referred to last year, based largely on firm demand from the North American market, continued strongly throughout the year. Good business was secured for the larger G16 press both in the UK and the USA, but the greatest impact resulted from the rapid market acceptance in North America of the new G14 sixteen page press. We were fortunate in timing in that the availability of the G14 press coincided with the turnaround in the American economy early in 1983 which stimulated strong investment in those sections of the printing industry which we serve. In addition, we derived considerable benefit from the strength of the dollar against sterling".
1985 – "Orders taken last year showed another very substantial rise in value over the previous year. This was a result of increasing market acceptance of our G14 press in the USA coupled with the buoyant state of the economy and the strength of the dollar. Sales and profit rose in line with orders and this business now represents close to 20% of the total group sales and a much higher share of group profit. Our biggest single market continues to be North America and in order to facilitate growth there we are providing a new sales and service centre in Chicago to replace that outgrown. We expect the European market to become more important to us and investment in product development and marketing organisation is being made to this end".
By the early 80’s, the success of the Baker Perkins printing presses brought about the need for a considerable expansion in production capacity over and above that possible at Westwood Works. Although the Bedewell factory had traditionally specialised in products requiring a high level of fabrication work, it was suggested that it should start to produce certain printing products. (See also The History of Bedewell). Despite some early nervousness, within 18 months, printing equipment was being produced with complete confidence with half the workforce for the new assembly shop coming from within the company and the remainder recruited from outside.
Following the formation of trading divisions within Baker Perkins Ltd in the 1960s the progressive development of the concept of product orientated management during the 1970s helped the company to withstand the recession and prosper during the early eighties. 1st April 1985 saw the final act of the divisionalisation process as Baker Perkins Ltd was divided into three separate operating companies – Baker Perkins Bakery Ltd; Baker Perkins PMC Ltd and Baker Perkins BCS (Biscuit, Confectionery & Snack) Ltd. This new grouping recognised the need for a greater focus of attention on the particular needs of the market as each sector became more international.
The growth of Baker Perkins’ operations in the USA was such that by 1985 the present building at Barrington could not cope. In the previous 15 months alone, the company had sold more than 30 complete press lines in North America. New premises were built at Schaumburg, Illinois, 12 miles from O’Hare, on a four-acre site, with work starting on 23 July 1985 and completion in March 1986. The new premises housed assembly, 35,000 square feet of warehousing and 15,000 square feet of office space. Plans were also in hand to set up sales and service centres in Toronto, Canada and Dallas, Texas.
 |
The new facility at Schaumburg |
1986 saw the launch of yet another new press. The G12 was an entirely new 16-page press, specifically designed for quality short to intermediate run commercial and magazine work. The first machine was ordered, straight form the drawing board, by E.T. Heron, Essex. It was shown to the trade for the first time at DRUPA, Dusseldorf in May 1986. The G12 incorporated a new control system based on fibre optics. This created a number of problems which had an adverse effect on sales – only 7 presses being sold between 1985 and 1990.
 |
The G12 Printing Unit |
 However,
the rapid growth of the Division continued as the extract from the 1986
Company Annual Report shows "As may be seen from the graphical
presentation of the past five years’ achievements, sales have grown
at a compound annual rate of 50% and operating profit at the even faster
rate of 62%. In part we have been helped by the strength of our principal
customers’ currency, the US dollar, but primarily we believe that
we have succeeded by identifying and meeting specific requirements in
the high-speed offset printing press market. The new sales and service
centre for the North American market has been completed and this should
enable us to expand our activities in the USA and Canada. Steps have been
taken in the year to widen our coverage of the European market and the
recent launch of the more flexible but slower speed G12 press complementing
our existing G16 and G14 presses should make our product range more appropriate
to the market".
However,
the rapid growth of the Division continued as the extract from the 1986
Company Annual Report shows "As may be seen from the graphical
presentation of the past five years’ achievements, sales have grown
at a compound annual rate of 50% and operating profit at the even faster
rate of 62%. In part we have been helped by the strength of our principal
customers’ currency, the US dollar, but primarily we believe that
we have succeeded by identifying and meeting specific requirements in
the high-speed offset printing press market. The new sales and service
centre for the North American market has been completed and this should
enable us to expand our activities in the USA and Canada. Steps have been
taken in the year to widen our coverage of the European market and the
recent launch of the more flexible but slower speed G12 press complementing
our existing G16 and G14 presses should make our product range more appropriate
to the market".
The Printing machinery operation had grown very rapidly by this time and the Westwood factory and offices were extensively reorganised primarily to serve this business. While appropriate space was reserved to house BP BCS Ltd. – including its growing "Special Projects" activity - Bakery component manufacture was transferred to Bedewell (See Transport Services and The History of Bedewell) and Bakery machinery assembly was moved, in 1985, into a number of modern factory units in Bretton on the outskirts of Peterborough (see here). It was during this period that part of the Printing operation – electronics development and the PMC panel shop – also took up residence in a new 20,000 square foot factory unit near to the bakery operation in Bretton before moving back into Westwood.
 |
 |
 |
 |
| The Printing Panel shop at Bretton | |||
In 1986, a "Teaching Company" scheme commenced in mechanical design. This was a scheme of mutual co-operation between Baker Perkins and Cambridge University on design and design techniques.
In November 1986, the Duke of Edinburgh presented Mike Leggatt on behalf of Baker Perkins Printing Machinery Co. with a Presidential Award for Design Management from the Royal Society of Arts . The citation accompanying the Award stated, "The Award recognises the intelligence of the company’s use of industrial designers within its overall product development activity, its perceptive awareness of design priorities in all of its commercial enterprises, and its effective deployment of design skills in various spheres including, most importantly, that of business management."
With sales also continuing to grow in Europe, a new company was formed in Offenbach, near Frankfurt in Spring 1986 to handle activities in West and East Germany, Switzerland and Austria, under the control of sales manager, Mike Mandel.
The Merger with APV
In March 1987, Baker Perkins merged with APV, Crawley. Just prior to the merger with APV, printing machinery turnover had reached £56.8m, sales having grown in the 5 years from 1982 to 1986 at a compound annual rate of 50% and operating profit at an even faster rate of 62%.
The first APV/Baker Annual Report (issued in April 1987) stated:
"The printing sector has seen significant growth since the 1960s with increasing demand for colour magazines, brochures, inserts and direct mail literature. APV Baker’s recent move into this industry has concentrated on the high speed colour web offset press market. Since the launch of the 32 page press in 1978 the group has continued to expand its product development and sales activities, introducing a 16 page press in 1982 and a smaller "quick make-ready" 16 page press last year. These presses use sophisticated electronic control systems to print at speeds of up to 1800 feet per minute with great efficiency. The most important market for printing machinery is North America accounting for 70% of annual production. The division also enjoys substantial success in the UK and its presses now produce a wide range of colour magazines, brochures and inserts, among them Vogue and Good Housekeeping magazines, and the Radio Times".
The key question now was what would happen to the printing operation now it was part of a predominately food machinery-orientated group? Mike Leggatt comments:
"At the time of the APV takeover, it was clear that Baker Perkins would change from a group of industrial machinery manufacturers, largely, though not totally, focussed on the food industry, to being part of a group totally focussed on the food and beverage industries, this being the natural and obvious source of the expected synergy. All the PMD management was by this time anyway feeling the need for greater support from a structure more closely involved with all aspects of publication presses, whereas this development meant a move in the opposite direction. Sir Ronald McIntosh, chairman of APV, came to Peterborough to meet as many as possible of the Baker Perkins employees shortly after completion. He then had a meeting of senior BP managers and, somewhat out of the blue, asked me if I knew why PMD was the only department which he felt was not totally behind the new structure. I replied that I thought the feeling was due to the fact that, sooner rather than later, there would be a call to "get back to our core business". When that time came, it was quite clear that PMD was not and could not be a core business of the new organisation.
To start with, APV appeared reluctant to believe that PMD would feel more comfortable within a printing machinery group, but they took soundings which did eventually convince them that it was sensible, in these circumstances, to sell a business which, though it had been a major loss-maker, was now highly profitable. In the early stages of this being known, quite a number of approaches were made, including ones from Weinstock’s GEC and Robert Maxwell. It made little sense for a press manufacturer to be acquired by any printer, let alone Maxwell, so it was not surprising that nothing more was heard about this move. PMD consoled itself that it all sprang from Maxwell being so pleased with the large number of Baker Perkins presses which he was then buying.
In due course, merchant banks were called in and a formal auction process was started. The final 3 bidders were MAN of Germany, Rockwell of the US and Komori of Japan. The last didn’t appear completely serious, but the first two were. After the bids were in, Rockwell was the winner, at £85.3m which included Westwood Works, together with its burdensome Pearl rental arrangement, which Rockwell presumably failed to spot".
Perhaps the last word should come from Mike Smith, who was Managing Director of Baker Perkins at the time:
"My only recollection of meeting Maxwell was at the time that
we lowered our profit expectations which opened the door for prospective
bidders. Alfa Laval appeared and with them Robert Maxwell. It took me
an hour to convince him that the food business was not exciting and the
group was not the right present for Kevin. He departed and we heard no
more.
The point is that Printing did not fit and it was too small a world player
to survive independently. It had a brilliant run and the people involved
should be proud of what they achieved whilst at the same time recognising
that the long-term outcome was inevitable".
Another Change of Ownership
After the merger with APV, Printing grew further to a T/O of £66.5m and an operating profit of £8.5m in 1988 at which point, APV Baker PMC the business (and Westwood Works) was sold to Rockwell International for £85.3m and re-named Rockwell PMC. At the time, the new management stated – "The acquisition provides a strong strategic foundation for Rockwell Commercial Products (which also encompassed Goss Commercial and Hantscho) whose aim is to become a leading producer of commercial web offset press equipment. Also, in the light of 1992 (the date that the UK was to join the EEC), Peterborough is an important design, manufacturing and marketing base for European trade". They went on to say – "Like others in the commercial printing industry we knew the Baker Perkins name by reputation – a reputation for presses that combined advanced design with durability – a reputation for people with a strong customer focussed orientation. It is, in fact, remarkable how well the Baker Perkins range fits in with Rockwell Commercial Product’s existing product base, with hardly any overlap". At the same time, the name on the presses produced at Westwood reverted to "Baker Perkins".However, within 4 years, the decision had been taken to transfer production to Preston and the last printing press left Westwood Works at the end of 1992 (See also The End), and "Baker Perkins" now appears only on those many ex-Peterborough printing presses still earning their living around the world. (See Postscript below).
Customer Communications
In Spring 1987, Baker Perkins PMC launched "Web Offset", a specialist magazine aimed at the specialist publication market. This continued up until the time that production ceased at Westwood Works, changing only in the "brand" on the front cover with the changes in ownership.
 |
 |
 |
 |
 |
| 1987 | 1988 | 1989 | 1991 | 1992 |
Memories of the Printing Division
This History so far lacks significant detail on how Baker Perkins printing presses evolved over the years. Our thanks therefore go to Ian Douglas who has allowed us to reproduce a very detailed record of his memories of the time he spent with the Printing Division. This not only covers the subject of machinery development in great detail but also adds much to the background to the Division's activities. Although there is some overlap with what has gone before, it is thought appropriate to include Ian's reminiscences in their entirety
A brief history generally according to the memory of Ian Douglas
Dedicated to all the PMD employees whose efforts created an outstanding and highly-successful range of printing presses. Sadly, the greed and arrogant incompetence of others resulted in the eventual demise of the product lines, but the rich legacy of memories and experience still remains.
PMC and its successors were a major part of my life for over 30-years, and I remain extremely proud of our many achievements. Only now do I realise that the machinery we produced in the 1980’s was unequalled at the time. I have written what I believe I remember, with minimal supporting documentation. Thanks also to R.G. Karch, I.D. Mackay, M.W. Leggatt, Nancy Panzarella, and R. Zrobek for their prompts. Any vagueness in the content reflects my uncertainty about the true facts - my apologies for any inaccuracies, errors, omissions, etc. Any opinions expressed were not necessarily those of the Management at the time.
Ian Douglas. November 2007.
INDEX
- The Early Years
- Original Products
- Important features of the Aller designs
- Installations
- Printing sizes of the early products
- Expansion of the product range
- Rationalisation
- Ironies
- The latter years
- The G16
- The G14
- The G12
- The G44
- The HS Folder
- The final years 1987 to 1996
- People - Management Structure
- BPPMC
- Names
- Sales Agents
- Start Up/Process Consultants
- Events
The Early Years
During the late-1950’s/early-1960’s, the potential of web-offset for cost-effective Newspaper and Commercial printing became increasingly apparent. Aller Press Ltd., with Commercial printing plants in Denmark, Sweden, and Norway, recognised the possibilities and the need for appropriate machinery. Using their experience and expertise, and a very capable in-house Engineering Department in Copenhagen under the leadership of Messrs Rasmussen, Norlin, and Hartmann, they produced designs for a range of unit machines which could be configured into presses to suit individual Customer requirements.
Confident of success, Aller Press then sought engineering companies capable of turning their designs into reality. Baker Perkins were selected because of their manufacturing versatility and expertise, experience of similar products (precision cylinders mounted in sideframes), and their subsidiary company James Halley & Sons Ltd of West Bromwich, specialising in web-fed rotogravure printing presses.
Agreement was reached for Baker Perkins to manufacture and build the Aller machines under licence. Initial work on press configurations, and on adaptation of the Aller drawings, was undertaken at James Halley, with some Peterborough personnel commuting weekly to West Bromwich for the purpose. The name "Halley-Aller" was adopted for the product range, which was launched on the James Halley & Sons stand at the 1963 International Printing Exhibition (IPEX) at Earl’s Court, London.
Whilst the early engineering work proceeded at West Bromwich, the new Printing Machinery Drawing Office was being formed at Peterborough, located in part of the Tarslag building and the adjacent single-storey brick extension. Personnel were recruited, from other Divisions of Baker Perkins in Peterborough (press-ganged in some cases!), and externally, and some layout and detailing assistance was provided by Bedewell D.O. when their workload permitted. The D.O. location remained unchanged until 1983, when PMD moved to the main office block.
The first Halley-Aller press built in Peterborough was erected in the L70 during 1963. Many more followed, most built in the main Fitting Shop. All presses were test-run with white paper (no ink) before despatch.
Original Products
The two original Halley-Aller product lines were: -
- The Lithomaster Junior or "Mercury" single-circumference
printing units, comprising vertical-web blanket-to-blanket perfecting
units ("monocouples"), and single-plate-cylinder "spotcolour"
units. The spotcolour unit was designed to mount on top of a monocouple
with the plate cylinder running with one of the monocouple blanket cylinders.
Each monocouple printed a single colour (usually black) on each side
of the web. The spotcolour addition enabled a second colour to be printed
on one side of the web, typically for a single-colour banner in addition
to the black; but some users ran the same web through two monocouples
with spotcolours, to print two colours on one side of the web backing
full process four-colour on the other - the results were crude by today’s
standards, but nevertheless acceptable for introducing full-colour images
into Provincial newspapers.
The Mercury units were primarily intended for newspaper production, used with an Ampress 2:1 rotary ("flying blade") folder to produce broadsheet or tabloid newspapers. The Ampress folder was a well-established design, previously used for double-width newspaper presses until superseded by faster machines. A licensing agreement must have existed for its use with the Mercury presses.
Due to the initial demand for the Halley-Aller products, assembly of some Mercury monocouple and spotcolour units was sub-contracted to Centrax Engineering of Newton Abbot, Devon.
- The Lithomaster Senior or "Gemini" double-circumference printing units, comprising vertical web monocouples and spotcolour units (similar principles to the Mercury units), and common impression cylinder 4-colour satellite units. The satellite printed full process 4-colours on one side of the web with excellent registration due to the proximity of the four couples arranged around the impression cylinder. It offered greater press flexibility because satellites and monocouples could be combined in the same press line, and twin-satellite presses (often without any other printing units) could print 4-colours on both sides of a single web. The excellent print quality achieved with the satellite units was ideal for Commercial printing.
Most Gemini presses were equipped-with the Halley-Aller A4 or "Pegasus" folder, a combination folder capable of producing tabloid, 1/4-page, and double-parallel signatures, collect or non-collect to suit the double circumference Gemini units. Unfortunately, the A4 was subject to some fundamental mechanical and process shortcomings, which were never fully-overcome, and which limited press speeds throughout its life as part of the product range. Some presses were also equipped with special-purpose folders designed and manufactured by Timsons Ltd. of Kettering, UK.
The plate and blanket cylinders of the early Gemini presses were subject to a weakness at the bearer journals, which caused the shafts to fracture on a regular basis; so regular were the failures, in fact, that Aller Press installed purpose-built frames beneath the cylinders, to catch the (cylinder) bodies when failure occurred!
Important Features of the Aller Designs
- Use of SKF taper-bore, double-row spherical roller bearings for the
main cylinders, supplied with pre-determined pre-load settings - precision
bearings, particularly appropriate to the accuracy demanded by Commercial
printing. Not widely-used by the Industry in the early 1960’s,
but perpetuated on the full PMD product range, and eventually an accepted
Industry Standard for all Commercial presses (now being superseded by
some OEM'S with 3-ring roller bearings with eccentric outer races).
- C.U.I.M. - the Continuous Undulating Inking Mechanism - a Patented
Aller design to overcome the mechanical shortcomings of the traditional
transfer roller oscillating between the slow-speed duct roller and the
first drum of the inking system. It comprised a series of free-running
rubberised discs eccentrically-mounted on a common drive shaft, with
the eccentric centres equi-phased to each other. The effect was to progressively
transfer "strips" of ink (the width of each disc) to the
first drum, by rotation only. The arrangement was so successful, that
it was subsequently used on the full PMD product range (except the Jupiter
double-width Newspaper units), although limitations became apparent
with the high speeds achieved during the 1980’s and later. It
was finally overtaken by Continuous Inking - a fixed transfer roller,
set to very fine clearances (c.0.075mm) with duct roller and first drum
- with the advent of the Rockwell G25.
- "Kick-back" - a means of regularly reversing the duct roller
by a small amount, to clear any accumulation of paper dust, debris,
etc. from between the duct blade and roller - a definite advantage.
Achieved by a spring-loaded barrel cam which axially displaced a helical
idler gear driving the duct roller, to produce the reversed rotation.
Unfortunately, the shock generated by the barrel cam at the moment of
reversal resulted in excessive cam wear, premature follower failure
and, worst of all, fracture of the bracket which supported the assembly
from the sideframe. Users either tolerated the situation, or arranged
for the assembly to be silenced. Some detail design improvements were
eventually introduced to resolve the problems, and the arrangement continued
until an electrical solution was developed for the G16 and other product
lines.
- Flap roller dampening - a roller comprising a series of rubber tubes ("flaps") mounted on a driven shaft with axes parallel to the shaft. The flap roller rotated in the fount solution pan, and transferred the solution to a driven chrome-plated drum running in contact with a molleten-covered forme (plate) roller. Innovative, but difficult to control and therefore unpredictable. Later replaced by the more-acceptable brush system, prior to the 1980’s development of continuous dampening.
Installations
Mercury installations included Wakefield Express, Reading Evening Post (2-presses), Slough Observer, Greenock Telegraph, Bowaters Ltd. (single-unit with rewind, for research), and Conpress Pty Australia.
Gemini installations (up to the late-1970’s) included:-
- Aller Press (Scandinavia) (2-presses ?);
- Al Medina (Saudi Arabia);
- Brown Printing (USA);
- City News (USA);
- Comet Newspapers (Manchester, UK);
- County Express (Stourbridge, UK);
- Coventry Evening Telegraph (UK);
- Cumberland Newspapers Pty (Australia);
- Dittler Bros. (USA);
- East London Daily Despatch (South Africa);
- E.H. Peterson (Denmark);
- Electrical Press (Harlow, UK);
- EMAP (Peterborough, UK);
- Henkes Senefelder bv (Holland);
- Imperial Press (Chicago, USA);
- Jarrolds & Sons Ltd (UK) (2-presses ?);
- Keith Clark Inc. (USA);
- Oxley & Sons (Windsor, UK);
- Petty & Sons Ltd (UK) (3-presses);
- Plain Truth (UK & USA - 2-presses);
- Portsmouth & Sunderland Newspapers (UK);
- Quadgraphics (Milwaukee, Wi., USA);
- Regensteiner (Chicago, USA - 2-presses);
- Richardson, Bond & Wright (Owen Sound, Ontario, Canada);
- Ronalds Federated (Montreal, Canada);
- Safran Printing (Detroit, USA);
- Shropshire Star (Ketley, UK);
- Southdown Pty (Australia);
- Valassis (USA) (2-presses ?);
- Wolverhampton Express & Star (UK).
Printing Sizes of the Early Products
The original Gemini units had a printing circumference of 47.272", the finished length of a newspaper produced by letterpress from a printing circumference of 47.125" due to the extension from the letterpress impression. 47.272" circ. Gemini units could therefore be used to print webs with full process colour, which could then be re-wound and sent to Fleet Street for running into the traditional double-width newspaper presses printing the National Daily Newspapers. It was also possible to stretch the web for pre-printing and allow it to relax again during rewinding, so that it could be overprinted by letterpress at the correct size during insetting.
Mercury units were 23.636" circ (half Gemini circ).
Maximum web width was 36" for Mercury presses, and 38" for Gemini.
Expansion of the Product Range
The initial success of the Gemini and Mercury presses for Provincial Newspaper production became tempered by increasing competition, particularly from Goss and Schneider-Creusot. This was partly offset, however, by increasing demand for twin-satellite presses for quality 4-colour commercial printing, particularly heatset web-offset for which the presses included dryers to set the ink, and water-cooled drums ("chill rollers") to cool the printed web at the dryer exit.
Aller press designed their double-width (72"), 4-colour "Saturn" satellite units later in the 1960’s, again for Baker Perkins Ltd to build under licence. Some members of the Peterborough D.O. spent several weeks at Aller Press, Denmark, assisting with preparation of the drawings. Several Saturn twin-satellite presses were built, but the demand for their use in high-volume Commercial printing, or for Newspaper pre-print production, did not materialise as expected.
The sluggish economic climate of the late 1960’s resulted in even tougher competition, and a need to quote for special orders and new developments. The other Divisions of Baker Perkins were subject to similar difficulties when, to the relief of everyone, PMD secured a large order for a double-width newspaper press and a Gemini press, from Portsmouth & Sunderland Newspapers Ltd.
The P & S double-width press, designated a "Jupiter", was the first to be designed entirely by the PMD Drawing Office. Despite the capacity of the D.O. at the time, the extensive engineering work demanded additional Design Engineers and Draughtsmen, both permanent and on temporary contract. Further additional labour was provided through the acquisition of the rights to Wood (USA) newspaper presses, with associated ex-Vickers Ltd personnel who were able to assist with the Jupiter units and the Baker-Wood folder. The Jupiter units were of monocouple configuration, incorporating a combination of new and ex-Wood features, including direct application of ink to the first drum via pump and rail. The high prototype content of the project resulted in an unprecedented level of manufacture, build, and performance problems, with extended site presence of Design and Service personnel.
A second Jupiter press was manufactured for EMAP in Peterborough, and proved comparatively trouble-free because the majority of P & S issues had been successfully addressed and resolved. This was followed by the Jupiter Mk II monocouple unit, designed to eliminate the performance shortcomings of the Mk I, and the Galaxy twin-impression-drum 4-colour unit with integral monocouple mounted above. 2-Jupiter Mk II presses, each comprising Galaxy unit, single monocouple, & Baker-Wood folder, were built for Aktuelt Newspapers in Denmark. A further Mk II unit was supplied to Japanese press manufacturers Tokyo Kikai Seisakusho (TKS) as part of a licensing agreement which also included the Saturn 4-colour satellite design, to prevent "Japanese copies"!
A 5-colour version of the Saturn satellite was designed in Peterborough for a twin satellite press for Readers’ Digest Australia (John Sands Pty.), with digest-size folder designed and built by Schneider-Creusot, and proprietary twin-12ft diameter steam-heated drying drums. Much of the detailing for the satellite units was undertaken by Bedewell D.O.
Expanding markets in North America resulted in the establishment in the early-1970’s of a Sales and Service facility on the outskirts of Chicago, followed by the formation of a USA Company - Baker Perkins Printing Machinery Corporation. Personnel were recruited locally from both Competitors and Customers, and also from PMD. See also People - BPPMC below.
Plate and blanket cylinders for all printing units had been machined from medium-carbon steel forgings, with the bodies nickel-plated to resist the corrosive effects of the dampening solutions and other process chemicals. This was never a reliable method of protection, and the source of many Customer complaints - the plating regularly lifted in-service, and was subject to damage from operator abuse. Tests with "rustless iron" on the plate lock-up inserts for the Saturn satellite were also unsuccessful. It became a major issue, with general agreement that a reliable alternative was essential. Special equipment was purchased to clad the pre-machined forged bodies with stainless steel, by submerged-arc rope welding. The process required considerable development before it was perfected and consistent results obtained, but it was an instant success with the Market despite the increased cost, and was subsequently used for all the product lines. The welding equipment was relocated elsewhere within Rockwell Graphic Systems when Westwood Works closed in 1992, but the expertise was lost and it was never again used to the same level of effectiveness. G25 cylinders manufactured in the USA were flame-sprayed with stainless steel, which proved to be as damage-prone as the nickel-plating of the cylinders of the early PMD products.
The early 1970’s also saw the development of a cross-grain press, the "Orion", in which standard web widths and printing circumferences were juxtaposed so that the finished products were cross- instead of length-folded. Theory suggested that the absence of a length fold facility should enable higher press speeds. Two twin-satellite Orion presses, with twin-stream, double-delivery jaw folders, were designed and built for two North American Customers. Inevitably, there were considerable prototype issues, particularly associated with the folder, most of which were resolved before the second press was installed.
A special folder based partly on a previous Aller design, and called a "Super Cygnus", was designed for use with the Saturn satellites. There were two variants - closed head and open head - neither of which was particularly successful. Folder expertise was in short-supply at this time, and many presses were subject to speed limitations as a result.
Rationalisation
The high development costs associated with so many prototype and bespoke machines was imposing serious limitations upon PMD profitability, and by 1975 it was agreed that efforts should be concentrated upon established product lines with minimum diversity - the Gemini twin satellite presses.
Two additional sizes of Gemini satellite units had already been introduced during the late 1960’s and early 1970’s - 45.675" and 1260mm, for the North American and European Commercial Markets respectively. Designed in Peterborough and addressing some of the shortcomings of the original Aller designs, they were classified as "Gemini Mk II" satellites, and aimed at the increasing demand for Commercial web offset presses. The Pegasus folder had been similarly re-sized and improved to complete the Gemini range, although many of its limitations remained unresolved.
A design was also produced for a Mercury satellite, to respond to increasing demands for a single-circumference Commercial press. Unfortunately, the design suffered some fundamental shortcomings in main cylinder integrity, and the prototype unit was sold to a Saturn user for plate proofing purposes, and never repeated.
Ironies
During their original search for suitable manufacturers, Aller Press had also enlisted Batignolles Chatillon of Nantes, France, part of Société des Ateliers et Forges Schneider-Creusot, the French equivalent of Vickers-Armstrongs Engineers. BC produced their own version of the Mercury units, including a successful Mercury satellite. Later, like PMD, they developed their own equipment, including an alternative version of small Newspaper press. Unfortunately, the huge Schneider-Creusot Group failed, with the Printing Division at Nantes remaining the only viable section of the business. It was subject to a buy-out, and reborn as Creusot-Loire, which continued to develop both Newspaper and Commercial presses. Creusot-Loire was subsequently purchased by Rockwell Graphic Systems, who purchased PMD some 10-years later (then part of APV, and known as APV Baker PMC). The Nantes plant is still operational as part of Goss Graphic Systems, but with reduced capacity & facilities.
Some 10-years after the launch of the Halley-Aller products, responsibility for James Halley and Sons Ltd (who were still designing and manufacturing rotogravure presses at West Bromwich) was passed to PMD. A further 10-years later, the West Bromwich plant closed, with several members of the engineering staff relocating temporarily to Peterborough to complete outstanding contracts and detail transfer.
The Latter Years
The G16
Following the decision to concentrate upon "standard" twin-satellite presses (rarely were two presses truly identical) the products came under increasing pressure, particularly in N. America - from fierce, more advanced competition, from existing Customers dissatisfied with press performance, and from a Commercial Market seeking higher speeds and greater product flexibility. It became obvious that new product development was essential for the long-term survival of PMD.
The general consensus favoured the Gemini double-circumference principle, but with individual, horizontal-web blanket-to-blanket units instead of satellites. Advances in web tension control, and the ability to arrange the units close together, would ensure the accurate colour-to-colour register demanded by the Commercial Market and previously achieved with the Gemini satellites, whilst permitting increased press flexibility where required. Production speed should be 1600ft/min. (Gemini satellites were 1200), but the design should allow for a future increase to 1800. A new combination folder to suit, and without any of the Pegasus limitations, was essential.
It was agreed that the project should proceed, but that satellite units would be designed in addition to the blanket-to-blanket units because some Market demand for twin-satellite presses still appeared to exist. The use of celestial names for the machines would cease, and the new product would be known as the G16 - "G" from Gemini, and "16" for the initial speed rating of 1600ft/min. Capacity would be similar to the Gemini - 32-magazine-size pages per plate cylinder revolution, produced either as a single 32-page section (collect production), or as 2-separate 16-page sections (direct production), per web. 2-web presses would double the output to 64-pages collect, and 2 x 32-pages direct.
Design of the folder commenced in 1976, followed by a dedicated ribbon infeed unit. Design of a suitable former plate infeed was put on-hold, because these were not popular in N. America where the greatest demand for the G16 appeared to exist.
Design of the satellite unit proceeded at the same time as the folder. A Peterborough Design Engineer temporarily relocated to Chicago to design the blanket-to-blanket unit, to work closely with BPPMC personnel and others having first-hand experience of horizontal-web units in N. America, whilst using the satellite components where possible. A dedicated press control system was designed in-house, and a new remote ink duct control system - "Instacolour" - which was operated from the press control consoles.
Instacolour was a highly-successful development, and was subsequently used not only on all the G16 variants, but also on the other product lines - G14, G12, and G44 - and for alternative duct configurations such as radial keys instead of undershot. During the mid-1980’s, a pre-press plate scanner was developed with Tobias Inc., enabling each duct to be pre-set by Instacolour, saving valuable make-ready time and start-up waste. This system was known as Instascan, and was also offered on the other product lines.
G16 plate lock-ups used a new, simplified design to overcome problems with relatively complex variants used on the Gemini and other earlier machines.
The G16 folder was based upon the configuration of an earlier Strachan & Henshaw design for use with Directory presses, and which would permit the future addition of a second cross-fold (double-parallel) facility, including an associated delivery also suitable for tabloid-folded products. The first machines, however, would be for quarter-folded products only, to suit the predominant N. American Commercial Market requirement. Double-gripper slow-down cylinders were employed, feeding twin "pecking-chicken" quarter folders for reliable operation at the required production speeds. The twin deliveries from the quarter folders offered the added benefit that direct production could run 2-different signatures if required. During collect operation, only one quarter-folder and/or delivery was used, the other being silenced by de-clutching. The upper quarter-folder and delivery was the easier of the two to operate, but the either/or option was provided for emergency situations.
A new chill roll arrangement was also designed to suit the G16 production speeds, with 20" dia drums instead of the Gemini 16".
Many of the original G16 drawings were produced by hand, just prior to the Company-wide introduction of Unigraphics CAD.
The first two G16 presses were sold to Du Page Publishing (part of Regensteiner) located in Du Page County to the West of Chicago, and installed in 1978/9. One press was twin-satellite, and the other 4-blanket-to-blanket units - both presses were single-web and arranged in-line, with the folders next to each other - the folder infeeds allowed both webs to be run into either folder, if required. The Regensteiner policy for hiring the workforce for the new presses was based upon "no previous experience necessary", so start-up and the birth of the G16 came close to disaster before logic prevailed. Fortunately, the Du Page presses had been closely followed by another twin-satellite press, for Lawson Paper Converters of Toronto, Canada, which started very smoothly and performed generally as intended, to the relief of all.
The fourth G16 press, single-web with 4-blanket-to-blanket units, was sold to Western Litho (USA). The timescale was such, however, that it was first erected in the Peterborough Experimental Dept. with all auxiliaries and related services, to be used as a working press for several months for Customer demonstrations, training, and testing. This included retro-fit of the prototype second parallel fold equipment and delivery, which had been designed and manufactured in the meantime. The equipment was tested satisfactorily before the press was shipped. The press was a useful asset for test and training purposes, but the additional sales generated as a result of the numerous Customer demonstrations hardly justified the investment.
The prototype ribbon infeed used with the first Du Page folder incorporated an electrically-driven web draw roll, as a more cost-effective option to the traditional mechanical epicyclic gearbox/variator arrangement. Testing difficulties revealed, however, that the specification for the electrical drive had been inadequate, and the manufacturer was unable to meet the full requirements. Both Du Page machines had therefore to be converted to an expensive Selsyn master/slave electrical drive, previously proven on the Regensteiner Orion press, and (fortunately) favoured by the
Customer. Subsequent machines reverted to a mechanical drive, but an alternative electrical drive manufacturer was found who was keen to meet the specification, and who supplied the equipment for testing on the fourth press in the Experimental Bay. The drive came very close to success, when the project was axed by unwarranted interference from another part of Baker Perkins. Some 20-years then elapsed before such 'shaftless' drives became commonplace on press machinery in all sectors of the Printing Industry. The Mother of Invention..... ?
G16 press no. 5 was the last twin-satellite version, and was supplied to E.H. Petersen of Copenhagen. The satellites were equipped with a proprietary spray dampening system, and the folder had to be extensively re-engineered to suit numerous product size variations included in the Contract. The product range had been offered without speed compromises which, with several ancillary items including the dampening system, created various press running problems and limitations. Some were never resolved to the satisfaction of all Parties, and one resulted in legal action with a 'favourable' outcome for PMD.
All G16 presses supplied so far had a printing circumference of 45.675" which primarily suited the N. American Market (and also many of the E.H. Petersen products). Design work proceeded, however, on a 1260mm circ. version, which was more appropriate to the UK and most of Europe - both units and folder had to be re-designed for the size-change. Maximum web width remained at 38"
The first 1260mm G16 was a 2-web press with 5-blanket-to-blanket units, supplied in 1979 to Ben Johnson of York, UK (owned by R.R. Donnelley & Sons Co., USA). The start-up of this press was dogged by numerous quality and performance issues, and a prolonged site presence was necessary by Field and Design personnel before the press was accepted. Amongst the Ben Johnson products were Readers’ Digest Compact Books, and the press made history by producing the first 64pp 2-up sections.
Despite some early setbacks, the G16 product was a great success, with over 100-presses sold World-wide, from the Regensteiner prototypes to the 4-unit press with HS folder sold to Mirandela, Lisbon, Portugal in 1994, as part of a deal by Goss Graphic Systems.
Further G16 milestones included:-
- first 8-unit/2-web press, sold to Maclean-Hunter, Toronto, and shipped in 1981;
- first G16 folder with former infeed, sold to QB News, Colchester, UK., in 1984;
- development of the G16CW (Commercial Width) press for 66" max. web width, with the first CW press sold to George Valassis & Co (USA) in 1984;
- first (and only) G16 press with combined ribbon and former folder infeed, sold to Keartland Pty., South Africa, in 1984;
- size change to 47.125" circ., first 47.125" press sold to Pizzi, Milan, Italy in 1985;
- development in 1985/6 of the G16Z semi-Commercial press for "flyers" (newspaper and magazine inserts), 42" printing circ x 66" max. web. Four "Z" presses sold to Treasure Chest (USA) at 2-sites, and a further two sold in Canada, to Canadian Publishers and Graphic Web. The Treasure Chest installations were followed by extensive wrangling over performance, which went to litigation but was finally settled out-of-Court; no such problems were encountered with the Canadian presses;
- development of the G16MS (merged-stream) folder, in which the twin deliveries were merged into one for simpler handling of identical products - prototype sold to Allan Denver Web Offset, Milton Keynes, UK., in 1988.
The G16 folder was usually the limiting factor in achievable press speed, due to various copy handling problems, often associated with the small (2-station) jaw cylinder. Various refinements enabled an increase in rated speed from 1600 to 1800 ft/min., but further increases were generally isolated to specific users - on advice from Peterborough, Valassis manufactured their own alloy cam follower arms for a jaw cylinder, and achieved 2000ft/min. on a sustained basis - they were also able to resolve the copy handling issues at this speed. The "Z" folder featured a 4-station jaw cylinder to eliminate any mechanical limitations, but further paper handling issues became apparent above 1800 ft/min. The Z-folder also had twin-paddle cross-fold deliveries, in preference to the tape deliveries of the standard G16 folder which were excellent for dp products but less-reliable for tabloid.
The blanket-to-blanket units exhibited no such limitations so that, with the development of the HS (high-speed) folder in the late 1980’s/early 1990’s, far higher speeds could be achieved. A 4-unit G16 with HS folder, sold to Dansk Heatset, Odense, Denmark, in 1992, ran regularly and consistently at 2200-2250 ft/min. on a variety of products.
Goss ceased actively selling the G16 after the Mirandela press, because the knowledge base had been decimated by "headcount reductions", and because no funding was available for the long-overdue development which was essential to harness technological improvements and to meet Market demands. Nevertheless, many G16 presses remain very productive today, some having undergone several ownership changes - testimony to the quality of the Baker Perkins design and construction.
The G14
The early success of the G16 took the Competition by storm, and the main
contenders (Harris) then countered by claiming A - B image differences
with double-circumference machines (despite offering their own version,
the Harris M850). The issue created considerable debate, and all the arguments
for and against succeeded in cooling Market enthusiasm for the G16 as
intended. Peterborough were already working hard on the next product generation,
however - a 2:1 press with single-circ. plate cylinders and double-circ.
blankets, as recommended by BPPMC for direct competition with the Harris
mainstream product, the highly-successful M1000. The product would be
known as the G14, with an initial production speed rating of 1400 ft/min.
but the potential for more. Each plate cylinder revolution would print
16-magazine-size pages per web.
The first G14 blanket-to-blanket units were manufactured in 1982, with a new twin-former length folder, the G14F2 (based upon a Harris design, but considerably improved). This folder could produce only magazine-size sections 3-sides-open, but in 2-streams of 8-page sections, or 4-streams of 4-page sections, from a single-web. Capacity was doubled and product flexibility increased with 2-webs. A press comprising 5-prototype units, the prototype G14F2 folder and infeed, and dryer & chills, was delivered to Regensteiner, Chicago, in early-1983. No print testing was undertaken prior to installation, and only at press start-up were the unit dampener rolls found to be rotating in the wrong direction! Despite the embarrassment of all concerned, a relatively quick fix from Peterborough solved the problem, and another Star was born.
The G16 folder was also suitable for use with the G14, but with the collect facility removed and transmission simplified. This version of the folder was designated the G14C2.
The Regensteiner prototype was designed for N. American products at 22.8375"
printing circ (half 45.675"), and the subsequent 10-orders were
for the same size. Press number eleven, however, still for N. America
(Anderson Printing), was for 23.5625" (half 47.125") to suit
their product requirements, and required both G14F2 and G14C2 folders.
The blanket to blanket units had to be size-changed accordingly, and the
47.125" G16 folder modified to a G14C2. The G14F2, however, was
provided by an old Harris machine at the correct size, acquired and reconditioned
by BPPMC
- this was the only means of meeting the Customer timescale, but no speed
guarantees were given !
The G14F2 folder was not size-changed to 23.5625" until 1987/88. The first 630mm circ units and folder, however, were produced in 1984 for Allan Denver Web Offset.
Ribbon infeeds for early G14F2 folders failed to meet Customer needs for pagination (arrangement of pages on the printing plate), so retro-fit kits had to be hastily designed, assembled, and shipped to resolve the situation.
The G14 product was an outstanding success, with some 120-presses/760 print units built and sold between 1983 and 1993. It was predominantly a N. American product, with only 23 of the presses being sold in Europe/R.O.W.
The volume of orders which followed the G14 launch required a significant increase in manufacturing and assembly capacity, which could only be met initially by increased sub-contracting. Many early F2 folders and their infeeds were built and paper-tested in Bedewell Works using Peterborough-supplied parts. Timsons Ltd of Kettering, UK., manufacturers of web-offset book presses, machined many F2 and C2 folder cylinders, an arrangement which continued according to workload until 1989.
Production speeds were increased, from 1400 to 1800 ft/min. after the first few sales and some minor mechanical improvements, and finally to 2000ft/min. by 1990 (using the G14F2 folder). Some Customers ran their presses even faster, and occasional reports of 2200ft/min. were received via BPPMC; as the specification always stated, however, "performance dependent upon ink, paper, and operating conditions". Experience ultimately enabled Contracts to include performance curves based upon "common operating experience", taken from a cross-section of users.
A continuous dampening system was developed for the G14 during the mid-1980’s, to improve control of ink/water balance and quality of the finished product, and to reduce make-ready and start-up waste, compared with the spiral brush system which had been used for many years. The continuous system was subsequently offered for use with all the product lines.
Differences in Market requirements between N. America and Europe/R.O.W. resulted in the need for a simpler but more versatile combination folder to compete with the M.A.N. Rotoman folder, particularly in Europe. This led to the introduction of the G14C1 single-chopper folder in 1984/5, designed for tabloid, quarter-page, double parallel and delta or z-folded products, with simple and quick manual change between products to minimise make-ready times. Attachments were also available for the folder and its infeed to facilitate former-folded 4- and 8-page products, similar to those produced with the G14F2 folder. According to the Design Specification agreed with Peterborough Sales & Marketing, the maximum production speed for the G14C1 was 1400ft/min. Some modifications were necessary on the early versions of the machine to realise this speed for quarter-page products. Later development in 1990, in preparation for the HS folder, successfully raised the threshold to 1800ft/min., but application to the G14C1 for production purposes was never authorised.
A total of 15-G14C1 folders were manufactured, including 3- used on G12 presses. Despite the Market issues, 4-machines were supplied to N. America., one on a lease-basis which was eventually returned when the Customer (Tech Web Inc.) decided a sheeter was more appropriate to their production needs.
Several G14 presses supplied to N. America were equipped with a pinless twin-former folder instead of the G14F2, for paper saving from the absence of pin holes in the fore-edge (something of a myth without narrow-gap or gapless print units). The pinless folders were originally designed by Littleton Industrial Consultants Inc., NY, USA., and manufactured by Numerical Concepts Inc. (NCI) of Terre Haute, Indiana, USA. The machines had a chequered history before they ran to specification, with some improvements made and patented by a Customer (Meredith-Burda, Des Moines, Iowa, USA). The pinless folders were arranged to integrate with the standard G14F2 infeed.
The end of the G14 product line in 1993 was swift; following transfer of manufacturing to their plant in Cedar Rapids, Iowa, Rockwell Graphic Systems concluded that, despite their previous inflated claims, they could not match the Peterborough manufacturing costs. Only a handful of G14 units were built in Cedar Rapids, and the F2 and C1 folders were never transferred. Following the cost issue and earlier attempts to discredit its performance, the product was superceded by the RGS-inspired G25 and G25W, using Peterborough-designed print units manufactured in Cedar Rapids, and either the HS combination folder, or a new pinless twin-former folder designed and built by NCI. Success for the G25 was short-lived, however, again due to high manufacturing costs and the later financial problems of Goss Graphic Systems.
The G12
Riding on the success of the G16 and G14, the next progressive step was a 1:1 16-page press, with single-circumference plate and blanket cylinders - more economic than the G14, but also with less speed potential due to the rigidity limits of the cylinder stack. The product would, however, enter one of the fiercest areas of competition in the Industry, with several Manufacturers offering similar machines.
The concept was to use G14 and G16 technology wherever appropriate, introduce a new control system based-upon fibre optic communication links, and to use the G14C1 folder and its infeed variants. Initial suggestions that the machine should be rated at 1100ft/min., and designed so that "parts would start to fall off at 1101" were soon abandoned as not being in the Baker Perkins tradition - the agreed production speed would be 1200ft/min, but with design allowance for more. Hence the G12.
The prototype press was sold to E.T. Heron & Co., Witham, Essex, for start-up in 1986. A single prototype printing unit was built in advance for testing. Unfortunately, various unforeseen problems arose with the fibre optics communications, which then dogged the Heron press and cast a cloud over the G12 at a time when the whole industry was watching. It was some 3-years before the setback was overcome, and active selling of the product could proceed again. Only 7-G12 presses were ever sold 1985-90, including three into N. America and one to replace the original Heron units. Give a dog a bad name........
The G44
Despite the earlier mixed fortunes of the Orion cross-grain press, Sales and Marketing were again convinced of the potential for such a product in the late-1980’s. New blanket-to-blanket units, a twin-stream jaw folder with 4-deliveries, and a twin-former folder infeed with floor-mounted slit-and-turn unit were designed accordingly, rated at 2200ft/min. and designated the G44. The first G44 press was sold to Kingfisher Web, Peterborough (part of the St Ives Group) for start-up in early 1991, by which time APV Baker PMC had been sold to Rockwell Graphic Systems. The folder was demonstrated at 2500ft/min in Westwood Works before shipment to Kingfisher, to the surprise of the reigning RGS Engineering VP.
Despite some prototype problems which resulted in a considerable site presence over several months to placate the Customer, the Kingfisher press was ultimately a success, and ran regularly for some 12-years before being superceded by later technology more appropriate to the changing Market. Kingfisher Maintenance Dept. included ex-BP mechanical and electrical personnel.
Two further G44 presses were sold, both into N. America and without folders, before the closure of Westwood Works and the axing of the product line.
The HS Folder
During the mid-to-late-1980’s, before BP was sold to APV, the need
for a new
high-speed combination folder was identified, to enable the G16 and G14
to be sold reliably against the Competition who were continuing to raise
the speed thresholds. Market research and various feasibility studies
led to the concept of a machine which included the following features:-
- twin-rotary choppers;
- twin-dual-purpose 2-speed final cylinders, enabling 25% slow-down for tabloid- folded signatures (for delivery as tabloids, or for subsequent 1/4-folding), or second parallel fold production at full-speed;
- transport tapes from the final cylinders with 2-speed facility to give 40% overall slow-down to all signature types;
- twin or merged deliveries according to press type;
- fully-automatic product-to-product change which could be completed in less than 5-minutes for all options; ultimately, it was intended to extend this to include web- and ribbon-width changes in both the infeed and the folder;
- automated running adjustments controlled from a dedicated console adjacent to the deliveries; these included a patented copy-sensing system built-into the chopper tables to enable fine-tuning of the table control brushes, and with the potential for future development into a closed-loop system;
- production speeds of up to 2500ft/min;
- collect & direct operation (according to press type);
- suitable for former or ribbon infeed;
- infeeds with similar automation levels to folder;
- ribbon infeed of cantilever construction for ease of web-up.
Some 30,000 design man-hours later, the HS Folder became a reality. It was a masterpiece of engineering weighing nearly 37 tonnes as a stand-alone machine without infeed, and with technology well-ahead of anything offered by the Competition at the time. The prototype was for 1260mm printing circ., and testing was with a 2-unit G14 press with all facilities, including fully-operational dryer and chills, in a dedicated bay in Westwood Works - the last running machine before the closure. The folder was successfully demonstrated and sold to CradleyPrint Ltd of Halesowen, West Midlands, UK., to go with a 4-unit G16 press rated at 2000ft/min. PMC was part of Rockwell Graphic Systems by this time. Two further 1260mm folders were built and sold with G16 presses - to Dansk Heatset (Odense, Denmark) and Mirandela (Lisbon, Portugal). A non-collect 22.750" version with cantilever ribbon infeed was also designed and manufactured for The Banta Corporation, Menasha, Wi., USA, for use with a G25W press. The Banta press was installed in 1994, and continues to produce on a regular basis at 2400/2500ft/min. Unfortunately, RGS manufacturing costs escalated to a point at which the machine was no longer viable.......
The Final Years - 1987-96
1987 saw the merger (?) of Baker Perkins Holdings Ltd with APV Ltd., and the loss of the Baker Perkins brand name. PMC became APV Baker PMC, with the APV logo applied to all the PMC products - the product names of "G16" etc were retained. APV was unknown in the Printing Industry, so the appearance of the name and the absence of "Baker Perkins" on the exhibits for IPEX 1988 were greeted with many raised eyebrows.
The honeymoon was shortlived for PMC - a down-turn in ordertaking shortly after the "merger", and the resulting reduction in projected turnover, led to PMC being offered for sale as inappropriate to the APV mainstream products of solid- and liquid-food processing equipment.
Three companies indicated their interest as potential buyers - M.A.N. (Germany) and Komori (Japan) - both direct competitors - and Rockwell Graphic Systems (USA). Representatives of each visited Peterborough for discussions and negotiations, including an in-depth tour of all the plant and facilities (extensively photographed by the Komori delegation!).
M.A.N. and Komori later withdrew from the contest, and the sale of APV Baker PMC to RGS was completed in 1989, to some apprehension by the Workforce over Rockwell’s previous record of acquisitions of Commercial press manufacturers. The Purchase Agreement included vacation of the Westfield Road site by APV within a set timescale, the reinstatement of the "Baker Perkins" name for PMC products, and the new company to be known as Rockwell PMC Ltd.
PMC reported directly to RGS Headquarters in Westmont (Chicago, USA) - there were numerous visits to and from the USA, for wide-ranging discussions with RGS Management as they endeavoured to establish the viability and future of the PMC products, overlap with the RGS ranges and possible rationalisation strategy, engineering and manufacturing costs and procedures, accounting procedures, etc, etc. A new Managing Director relocated from Westmont to operate jointly with I.D. Mackay, as M.W. Leggatt prepared to stand down.
The HS folder project, with some 50% of design work complete, was authorised to continue, subject to regular reviews by Westmont Engineering.
The only product immediately in-doubt was the G14 - RGS even employed an independant consultant to document its shortcomings and prove it inferior to the Harris M1000 equivalent. The specification for a successor had already been agreed - 2500fpm, double-circ blanket cylinders with single-circ plates as before, continuous inking and dampening, intended primarily for N. America, and available for 2-distinct web widths - 38" (the G25), and 54" (the G25W). Cost would be critical, and parts commonality with other PMC machines was to be considered where appropriate. Presses would be offered with either the HS combination folder, or a dedicated pinless twin-former folder to be designed and built by NCI. Engineering work had already commenced in Peterborough, and was to be accelerated.
Harris, in the meantime, had launched their "Sunday Press" featuring gapless plate and blanket sleeves, for faster make-ready, paper-saving (with pinless folders), and higher speeds (up to 3000fpm).
This badly wrong-footed the G25 project, particularly as Harris had secured what appeared to be water-tight patent coverage of the sleeve technology. Peterborough Engineering were instructed to develop a system of cylinder-mounted magnets for securing steel printing plates, in order to minimise the non-print gap. Fortunately, this was run in-parallel with the design of a traditional plate lock-up with minimum gap, because it was unsuccessful and had to be abandoned.
Rockwell PMC in Schaumburg had by this time suffered some casualties from the RGS purchase - several members of the BPPMC Old Guard had been dismissed or had resigned, and a new RGS General Manager was installed. Subsequent closure and relocation to Westmont were just a matter of time....
RGS were also closely examining the costs of their manufacturing plants, and in 1991 announced the closure of the Westfield Road factory, with the loss of most manufacture-related jobs, plus reductions in other Management and Support functions, all to be completed during 1992. Manufacture of the G25, and any remaining G14’s would be transferred to Cedar Rapids, Iowa, USA, and the G16 and C2 and HS folders to Preston, UK. Testing of the prototype HS folder, already in-progress in Westwood Works would continue until satisfactorily completed (it remained on-test for several weeks after the closure).
Only Engineering, Sales, and associated support personnel would remain at Westfield Road, and they would report to Preston instead of Westmont (reporting to Nantes was also considered, but deemed less practical). It was a very traumatic time for those remaining, to see so many colleagues leave and to watch the Works infrastructure slowly being dismantled and removed. They were finally relocated in 1993, to part of a nearby (Bretton) office complex owned and partially-occupied by an insurance company.
Work on the G25 continued - troubleshooting the early machines, detailing additional sizes, and dealing with manufacturing and cost issues raised by Cedar Rapids. A mediator was even sent from Westmont to rule on numerous disputes that were arising with Cedar Rapids. Some G16 orders had still to be fulfilled, HS development issues consolidated, and control systems drawings updated for CE compliance. Preston Engineering organised major cost reduction exercises on the G16 unit and HS folder, with plans to rationalise the unit components with those of the Newspaper units where possible, and even to sacrifice the main cylinder SKF spherical roller bearings for Timken taper roller bearings........
Suddenly, reporting reverted to Westmont again, and the Preston-inspired cost reductions promptly ceased for efforts to concentrate upon G25 support work. Further redundancies were soon announced and, amidst a very sombre atmosphere, a team from Westmont arrived to organise the transfer of all drawings and data relating to the G14, G25, and G25W, which were to become the responsibility of Westmont Engineering.
Following the G14 and G25 transfers, and the "head-count reductions", reporting returned to Preston. A design project was undertaken for a new web-threading system for Newspaper presses, employing 2m lengths of chain passed between a series of inverter-controlled ac drive stations through the press.
The lease for the Bretton office facility expired in September 1995, by which time only some 35-personnel remained of the original 100+ who had relocated from Westfield Road. Alternative accommodation was leased in part of the former Mitchell Engineering building in Oundle Road, Peterborough. Commercial orders for Peterborough-based products had ceased by 1996, and most of the Engineering personnel were involved in Newspaper press orders for Preston, particularly the upper folder sections for the Miami Herald presses. The prototype of the chain web-threading system was set-up and tested, and demonstrated to Customers, in one of the empty areas of Westwood Works. Some sustaining work for Nantes was also undertaken.
The inevitable closure of the Oundle Road offices was announced in May 1996, with most employees redundant. Much of the furniture and equipment was sold to a dealer, and all relevant records, drawings, etc., moved to Preston, or back to Westfield Road. The last employees left Oundle road on June 28, 1996, and the offices were returned to the Leaseholders in July, 1996. Two employees from Oundle Road returned to the Westfield Road site, and a further four moved to Preston.
People
Management Structure
N. Mountain, as Chairman of Baker Perkins Ltd., was the driving force behind the Printing Machinery Division from its inception, and until he retired in the mid-1980’s. His dedication remained firm despite strong opposition from several members of the Baker Perkins Board.
L.E. Stapleford initially managed PMD from James Halley & Sons Ltd in West Bromwich, before permanently relocating to Peterborough in 1965, to become Technical manager.
Prior to the establishment of the Printing Machinery D.O. in Peterborough, electrical engineering for the presses was managed by F. Wilkes at James Halley & Sons Ltd.
M. Vardanis was Sales Manager during the formative years, but relinquished the position at short-notice in the early-1970’s, when he was succeeded by J.G. Wickman.
J.W. Percy joined PMD from Fuller Electric Ltd. (suppliers of press controls for several early presses), with specific responsibility for establishing a Fleet Street foothold to sell into the Provincial subsidiaries. He subsequently held the position of Divisional Manager for a short period, prior to the appointment of M.W. Leggatt c.1967.
R. Hindle was Chief Engineer, from the establishment of the D.O. up to his retirement in the late-1960’s. G.E. Bounds succeeded R. Hindle, with various mechanical responsibilities. He later concentrated upon special assignments as PMD expanded and Chief Engineers were appointed to specific areas - K. Thompson (Contracts), A. Corder (Mechanical Design), and M.G. Sykes (Electrical).
I.D. Mackay was appointed Sales Manager for Halley Products in 1973, when PMD took responsibility for James Halley and Sons Ltd. He was subsequently appointed PMD Deputy Divisional Manager reporting to M.W. Leggatt. J.G. Wickman retired due to ill-health, only to be tragically killed in a car accident a few months later.
R.J. Sneddon was appointed Field Service Manager as PMD became established, with F.P. Thompson as his deputy and Electrical Service Manager. Both continued in these positions until their retirement, to be succeeded respectively by D.J. Swingler and D.P. Lyman.
D.A. Wright was promoted to Technical Manager when L.E. Stapleford relinquished the position c.1976. D.A. Wright presided over the G16 design before leaving to join Martin Automatic Inc. of Rockford, Il., USA.
E.L. Smith succeeded D.A. Wright, and remained Technical Manager until retiring early after the 1989 acquisition of APV Baker PMC by Rockwell Graphic Systems.
D.P. Lyman subsequently relinquished his Field role to J. Copeland, to concentrate upon his expanding responsibilities as Control Systems Manager.
Following the establishment of Baker Perkins PMC Ltd as a separate Company, R.J. Gore was appointed Production Manager, later to become Production Director until the Works closure in 1992. A.H. Eldred was appointed Manufacturing Engineering Manager, and S. Lancaster Component Manufacturing Manager. D.M. Stamp joined as Marketing Manager, to play a key role in developing product strategy.
I. Selinger was appointed Customer Service manager in 1988 (APV), with overall responsibility for Field Engineering and Spares.
Following the development of the highly-successful "G" product range during the early-to-mid-1980’s, new Chief Engineers were appointed - C.R.A. Smith (Contracts), W.A.J. Cook (Electrical), R. Zrobek (Printing Units), I. Douglas (Folders), and H. Jezierski (Control Systems). K. Thompson relinquished Contracts to manage Press Design.
M.G. Hawkins joined as Technical Director in 1989, just prior to the sale to Rockwell.
BPPMC
The increasing requirement for a North American Company to handle sales, installation, and service in the early-1970’s was addressed by C.D. Scherer, who relocated from the Peterborough Sales Office to set-up the Company. C.D. Scherer was assisted by D.J. Swingler, who initially ran a spares and service operation from a rented house in Lombard, Il., USA (near Chicago O’Hare International Airport). The arrangement was temporary only, given the obvious limitations and the need to establish an office base with suitable storage capacity. Such a facility was acquired in nearby Elmhurst, Il., and Baker Perkins Printing Machinery Corporation was born, with C.D. Scherer as Vice President, to be joined by K. DeVito, Sales (ex-Regensteiner), R.G. Karch, Service/Engineering (ex-Goss), and Nancy Roemer (Company Secretary and P.A. to C.D.S.). D.A. Wright temporarily relocated from Peterborough to provide technical support during the early stages of the Elmhurst facility.
D.J. Swingler assisted R.G. Karch with service issues until R. Dawson and T.S. Gren relocated to Chicago from PMD Field Service.
The Elmhurst Office also served as a suitable N. American Sales and Service base for Baker Perkins Jaxons (laundry machinery) for several years - managed by R. Barton with assistance from his son, Adrian. R.G. Karch became involved with some of the Jaxons service issues.
Expansion in the early-1980’s to meet the growing N. American Printing Sales and Service requirements soon outgrew Elmhurst, and BPPMC relocated to a larger facility at Barrington, Il., to the North-West of Chicago and close to the home of C.D. Scherer. A Canadian Sales and Service Office was also established, in Mississauga, Ontario, managed by D. Patterson.
The Chicago Office relocated again in 1986, to Schaumburg, Il, which was closer than Barrington to O’Hare Airport and to many local Customers. The entrance to the Schaumburg facility was marked by an impressive steel sculpture representing printing cylinders with a section of web, which remains today.
BPPMC also acted as N. American Sales Agent and spares stockist for Timsons Ltd. equipment.
Much of the success of Baker Perkins Ltd. printing machinery from the late-1970’s onwards was due to the outstanding efforts and foresight of C.D. Scherer and the BPPMC Team.
Names
(This list is incomplete - my sincere apologies to for any errors in spelling, initials, etc., and to those omitted - ID.)Miss D. Adams (Production Control)
J.H. Adcock (Machine Shop Supervision)
L. (Lee) Aiment (BPPMC Customer Service)
D.C. Ainsworth (D.O. Electrical)
K.A. Aldous (Accounts)
N. Aldred (Plant Engineering)
Miss U.M. Allen (F.E.D.)
K.A. Allies (Sub-Contracts)
N.E. Allin (Post-Graduate Trainee)
N. Amendola (D.O. - Standards)
K. Amos (D.O./Sales)
H.J. Andrews (Estimating)
A. Aragosa (Material Centre)
P.C. Archer (Plant Engineering)
H.R.Q. Arnold (Electrical Production Engineering)
J. Ashling (Fitting Shop)
J.H. Atkin (D.O.)
Miss S. Atkinson (D.O.)
N.W. Atter (D.O. Electrical)
K.W. Ayres (P.E.D.)
T. Baines (F.E.D. Electrical)
P. Baker (D.O. Contractor)
R. Baker (D.O.)
R.A.P. Balcomb (D.O.)
Mrs S. Balcomb (D.O.)
P.J. Baldock (D.O.)
A.D. Ball (Fitting Inspection/Purchasing)
P. Banks (Production Control)
A.E. Banson (Bedewell D.O.)
B. Barber (Fitting Shop)
J.W. Barber (Machine Shop Supervision)
F.(Frank) Barille (BPPMC Electrical Service/Supervision)
D.G. Barker (Accounts)
R. Barks (Fitting Shop)
Mrs L.M. Barrick (Stores)
R. Bassil (T.C.S./D.O.)
I.M. Bateman (P.E.D.)
W.C. Bateman (D.O.)
B.P. Baxter (P.E.D. Management)
J. Baxter (Fitting Shop)
S. Bayliss (Fitting Shop Inspection)
T. Beadman (D.O.)
K. Beaumont (Machine Shop Supervision)
D. Beavan (D.O.)
R.J. Beck (Machine Shop/D.O.)
M. Beckwith (D.O. Electrical)
T. Bedford (Working Instructions)
G. Bell (D.O. Electrical)
D. Bennett (Fitting Shop)
I.J.M. Bennett (Sub-Contracts)
R.M. Bennett (D.O.)
M.H. Bentham (Fitting Shop/Supervision)
Ms. C.A. Beveridge (Sales)
R.N. Bhagat (D.O.)
F. Bickers (D.O.)
Mrs E.M. Bird (Accounts)
J.P.C. Bilsen (D.O.)
W.G. Blades (Plant Engineering)
G. Blaiklock-Morgan (D.O.)
R.G. Bland (Commercial)
E.T. Bloodworth (Machine Shop - Cylinders)
Miss J. Bodger (D.O.)
T. Bodger (D.O.)
M.J. Bond (D.O.)
J. Borrill (Research)
Miss L.M. Borrillo (D.O. Electrical)
L. Bothamley (Sub-Contracts)
G.E. Bounds (D.O./Management)
S.P. Bounds (D.O. Electrical)
Mrs R. Boyall (nee Wright) (D.O.)
S. Boyd (Fitting Shop)
W. Boynes (D.O. Contractor)
P. Breeze (Commercial)
H.W. Brenton (Production Control)
A. Brenton (Fitting Shop)
K.E. Brittain (Material Centre Supervision)
C.(Chuck) Britton (BPPMC Customer Service)
C. Broad (D.O. - Sales Layouts)
I.D. Brooks (Production Control)
Miss E.A. Broughton (Production Control)
G. Browell (F.E.D.)
A. Brown (Spares)
S.C. Brown (P.E.D.)
R. Browning (Fitting Shop)
Miss D.A. Bryan (Secretary)
A. Buchanan (Commercial)
C.(Curtis) Buchanan (BPPMC Customer Service Electronics & Controls)
Miss S. Buck (D.O.)
Miss T. Buckley (Personnel)
M. Buescher (Foundry)
S. Bullimore (P.E.D.)
A. Burbidge (Research)
R. Burrell (P.E.D.)
P.G. Burrows (Fitting Shop)
M.F. Burtenshaw (D.O.)
Miss A.A. Butt (Personnel)
D. Cannon (Fitting Shop)
M.A. Carswell (D.O. - Sales Layouts)
C.M. Carter (T.C.S./D.O.)
P.R. Cary (Sub-Contracts)
B.G. Cashmore (F.E.D.)
Mrs A. Castellano (nee Barnes) (Sales)
I.M. Catchpole (I.T.)
D.F. Cattermoul (D.O.)
J.(Jim) Caulfield (BPPMC Spares)
K. Cerni (D.O.)
G.(George) Cezar (BPPMC Customer Service Management)
D. Chamberlain (D.O./Working Instructions)
D.K. Chambers (Machine Shop Supervision)
D.S. Chapman (Accounts)
M.(Mike) Cilia (BPPMC Engineering)
F.(Frank) Cilia (BPPMC Customer Service)
A.R. Clark (Purchasing)
G.N. Clarke (D.O.)
B. Claridge (Fitting Shop/F.E.D.)
R.W. Coates (Research)
D.G. Cochrane (T.C.S./D.O.)
J.C. Cockrell (D.O.)
P.A. Cole (Office Services Management)
N.B. Collier (Stores Supervision)
N.R.T. Collins (Sales)
Mrs S. Cook (Office Services Supervision)
W.A.J. Cook (D.O. Electrical/Management)
A.J. Cooper (Material Centre)
J. Cooper (Heat Treatment Supervision)
L.R. Cooper (D.O. Electrical/BPPMC Electrical Service)
M.V. Cooper (Foundry Supervision)
R.A. Cooper (D.O.)
J. Copeland (D.O./F.E.D. Electrical)
S.A. Corcoran (I.T.)
J. Cord (Commercial)
A. Corder (D.O. Management)
G. Cousins (Fitting Shop/F.E.D.)
A. Cox (Machine Shop)
J.T. Cox (Chauffeur)
Mrs J.R. Cracknell (Personnel)
G. Croft (Fitting Shop Supervision)
M.A. Cumberland (D.O.)
N. Curwen (D.O.)
E. Czudek (Fitting Shop)
V. D’Agana (Fitting Shop)
Mrs L. Dainter (D.O. Electronics)
K.R. Dalton (Sales)
G. Daly (P.E.D.)
R. Davis (D.O. Electrical)
R. Dawson (F.E.D./BPPMC Customer Service)
I. Day (Fitting Shop)
W. De’Ath (Fitting Shop)
Mrs S. Delegate (Office Services)
F.S. Depta (D.O.)
R. Derbyshire (I.T.)
K.(Ken) De Vito (BPPMC Sales/Management)
T.G. Dillon (D.O.)
K. Dixon (F.E.D. Electrical)
R. Dobson (Fitting Shop)
Miss V.A. Doda (F.E.D.)
D. Donald (P.E.D.)
H.(Harry) Douglas (BPPMC Canada Customer Service)
I. Douglas (D.O./Management)
S. Doukas (F.E.D./Sales)
M.A. Douse (D.O. Electrical)
A.K. Driver (Machine Shop Inspection)
R.F. Duerden (P.E.D.)
T. Dunnell (Sub-Contract Inspection)
G.A. Durning (D.O.)
R.P. Ebert (D.O.)
R. Edgar (Spares)
J.A. Edwards (D.O.)
K.J. Edwards (Machine Shop Supervision)
A.H. Eldred (Production Management)
G. Elliot (Fitting Shop)
E. Ellmore (Purchasing)
M.C. Emblow (D.O.)
D.R. England (D.O.)
A.J.T. Evans (Plant Engineering Management)
S. Everitt (Fitting Shop)
V.(Virgil) Farley (BPPMC Customer Service)
E.L. Farrar (D.O.)
J.M. Farrow (Personnel)
Mrs M. Farrow (Foundry)
A. Fay (D.O. Electrical)
R.W. Fenwick (Purchasing)
L.(Lorretta) Ficarelli (BPPMC Accounts)
L.(Larry) Fieldman (BPPMC Engineering)
J. Finch (Fitting Shop)
G. Fish (D.O.)
Mrs C. Fletcher (Secretary)
Miss W.R. Finn (Accounts)
K.L. Fisher (I.T.)
T.D. Fisher (P.E.D.)
Dr.R.M. Flewitt (Personnel, Doctor)
P.B. Foister (Working Instructions)
R.D. Foreman (D.O.)
D.L. Foster (Accounts)
S.J. Fowler (Fitting Shop)
S.J. Fox (Sales)
A.V. Francia (Commercial/BPPMC)
Mrs L.M. Francis (Accounts)
R.J. Francis (Machine Shop Supervision)
G. Frisby (P.E.D.)
P.M. Frisby (P.E.D.)
W.H. Fryers (D.O.)
R.C. Gall (Accounts/Management)
Miss L.(Lisa) Gappa (BPPMC Office Admin.)
M. Gascoine (Fitting Shop)
P.H. George (Electrical Manufacturing Bretton)
Mrs C.L. Giannattasio (Office Services)
B.J. Gibson (Fitting Shop Inspection)
F.W. Gilkes (D.O.)
C.J. Glazebrook (F.E.D.)
R.K. Glithero (Fitting Shop Electrical/Supervision)
J.M. Goodwin (D.O.)
R.J. Gore (Production Management)
S. Grainger (Fitting Shop Inspection/Supervision)
A. Grammatica (Fitting Shop)
A.M. Grant (D.O. Electrical)
M. Green (Production Control)
N.J. Green (T.C.S./D.O.)
P.W. Green (P.E.D.)
D. Greenhalgh (F.E.D.)
K.A. Greenwood (Estimating)
P.A. Greenwood (D.O. Electrical/Customer Service)
J.A. Greenwood (D.O.)
T.S. Gren (D.O./BPPMC Customer Service)
R. Griffin (Fitting Shop)
J.E. Gritt (Security)
J. Grunow (D.O.)
M. Guttierez (Fitting Shop)
Mrs D.E. Gynn (Personnel, Medical Sister)
J.R. Hadfield (Purchasing)
J. Hall (D.O. Electronics)
R.K. Hall (D.O.)
P.R. Hall (D.O.)
C.F. Halley (Purchasing)
R.(Bob) Hallstrom (BPPMC Sales)
Mrs J.S. Hamm (D.O.)
S.P. Hammond (Spares)
W. Hammond (Production Control)
D.J. Hancock (Accounts)
Miss C.J. Harding (Spares)
M.P. Hardy (Purchasing)
C.D. Harold (Purchasing)
M. Harris (Fitting Shop/D.O.)
M.L. Hart (D.O.)
F.(Floyd) Harvey (BPPMC Sales)
R.E.A. Harvey (D.O. Electrical)
M.G. Hawkins (Management)
S. Haye (D.O.)
S.J.A. Hazell (D.O. Electrical)
R.J. Heath (Electrical Manufacturing Bretton, Supervision)
B.A. Hebborn (Accounts Management)
D. Helstrip (Electrical Manufacturing Bretton)
B. Hennis (D.O.)
J. Hennis (P.E.D.)
Mrs S.M. Herbert (D.O.)
D.W. Hill (D.O.)
L.A. Hill (P.E.D.)
L.J. Hill (Fitting Shop Supervision)
P.F. Hill (D.O.)
N. Hilton (D.O. Electrical/F.E.D.)
P.R. Hinch (Plant Engineering)
R. Hindle (D.O. Management)
A.W. Hitch (Personnel, Safety)
C. Holland (Fitting Shop)
T.A. Hollings (D.O.)
Miss P. Hornigold (Secretary)
M.A. Hornsby (D.O. Electrical/F.E.D.)
P.A. Hornsby (Accounts/Estimating)
E.J. Horsford (I.T.)
J. Howe (Fitting Shop Supervision)
J.M. Howe (P.E.D.)
Mrs P. Hudson (Secretary)
S.P. Hudson (P.E.D.)
Miss H. Hunter (Sales)
Miss C. Hurry (D.O.)
P. Hurst (Fitting Shop)
G. Hutchings (Fitting Shop)
M. Hutton (D.O. Electrical)
Mrs K.M. Hyman (Accounts)
G.D. Ingall (D.O.)
D.R. Ingle (P.E.D.)
M.E. Irwin (D.O. Electrical)
P.A. Jacklin (D.O.)
B. Jackson (Spares/Estimating)
R.W. Jackson (D.O.)
A. Jakes (Fitting Shop)
Z. Jamal (I.T.)
D. James (P.E.D.)
M.J. Jennings (Accounts)
H. Jezierski (D.O. Electrical/Management)
Miss C. Johnson (Personnel)
C.G. Johnson (Chauffeur)
R. Johnson (D.O.)
A.H. Jones (D.O.)
R.L. Jones (Working Instructions)
E. Jordan (F.E.D.)
S.S. Jutla (D.O.)
H.D. Kafeman (D.O. Electronics)
R.G.(Dick) Karch (BPPMC Engineering/Management)
M.(Mike) Kavanagh (BPPMC Customer Service)
M. Kaye (T.C.S./D.O.)
G.S. Kedgeley (Production Control)
J.H. Kemp (Production Control)
Miss K.J. Kendall (Electrical Manufacturing Bretton)
J.S. Kendle (Sub-Contract Management)
P. Kennedy (D.O.)
E.C. Kelter (D.O.)
C.A. Kightley (Plate Shop Supervision)
A.S. Kilgour (D.O.)
S.P. Kimber (F.E.D.)
Mrs G.P. Kingston (nee Reed) (D.O.)
Mrs B.I. Kirk (D.O.)
R. Kisbee (Fitting Shop)
A.D. Kittle (D.O. Electronics)
Mrs C. Knox (Accounts)
R.(Bob) La Barre (BPPMC Engineering)
Miss C. Lacy (Accounts)
R. Ladley (F.E.D.)
S. Lancaster (Manufacturing Management)
A.P.(Art) Langosch (BPPMC Engineering)
M.J. Lansell (Fitting Shop)
C.A. Laws (Production Control)
S. Lee (D.O. Management)
D.N. Lees (P.E.D.)
M.W. Leggatt (Management)
Miss N. Leggatt (BPPMC Office Admin.)
H.K. Leggett (F.E.D.)
R. Leishman (Accounts)
Miss C.E. Lenton (Sub-Contracts)
Miss D.E. Lester (Personnel)
Mrs M.B. Lightfoot (Purchasing)
T. Lightfoot (F.E.D.)
K. Lister (F.E.D.)
W. Livingstone (D.O.)
D. Lloyd (Fitting Shop)
R.(Randy) Lobe (BPPMC Customer Service)
R.J. Lockie (F.E.D.)
A. London (D.O. Contractor)
N. Long (D.O.)
J.V. Lovell (D.O. - Sales Layouts)
A.G. Loy (T.C.S./D.O./F.E.D.)
M.P.G. Lubbock (F.E.D.)
J. Lucas (Fitting Shop Supervision, Bedewell)
Mrs S.A. Lucas (I.T.)
M.P. Luff (P.E.D.)
R.G. Lumbers (Machine Shop Supervision)
C. Lunn (D.O.)
P.D. Lycett (D.O. Electrical)
D.P. Lyman (F.E.D./D.O. Electrical Management)
I.D. MacKay (Sales/Management)
G.W. MacNee (D.O. Electrical)
Miss A.D. McComb (nee Flower) (D.O. Electrical)
I.W. McCombe (Personnel Management)
K. McCombe (Electrical Manufacturing Bretton)
J.G. McCrone (D.O.)
Miss E. McCulloch (D.O.)
A. McCutcheon (D.O.)
J.M. McKenzie (Sub-Contract)
Miss S. McKie (D.O. Electrical)
S.P. McLean (D.O. Electrical)
H. McQuitty (Commercial)
M.J. Madder (D.O. Electrical)
R. Maddy (Fitting Shop)
D. Maguire (F.E.D.)
A. Maile (Fitting Shop)
M. Mangieri (F.E.D.)
Mrs J. Manley (Foundry)
E. Mansfield (D.O.)
A.D. Marriott (F.E.D.)
A.J. Marshall (P.E.D.)
J. Marshall (D.O. Electrical)
I.A.J. Martin (D.O.)
Mrs J. Martin (D.O.)
R.A. Maryniak (D.O.)
P.A. Matherson (D.O. Electrical)
W. Matthews (D.O. Electrical)
G. Maxwell (F.E.D. - Printer)
T.J. Maynard (D.O.)
L. Mazzocchi (Fitting Shop)
C. Miarkowski (D.O.)
D.J. Millsop (D.O.)
D.I. Mitchell (Sub-Contract)
Mrs J. Moat (D.O.)
D.M. Molyneux (Accounts)
R.F.(Dick) Moran (BPPMC Sales)
B. Mounce (Fitting Shop)
N. Mountain (Managing Director)
B.T. Morris (Electrical Manufacturing Bretton)
C.R. Morris (Sales)
M. Morris (Fitting Shop)
G.S.M. Morrison (Sub-Contract)
M.J. Moss (Plant Engineering)
J.R. Mowbray (Accounts)
K.J. Muir (D.O.)
F. Mullany (D.O.)
P.R. Murden (Sub-Contract)
A.O. Murray (F.E.D.)
N. Murtagh (Fitting Shop)
K.W. Myhill (D.O.)
E.C. Naughton (P.E.D.)
Mrs D. Newson (Accounts)
M.A. Nicholls (P.E.D.)
M.A. Nicholls (Foundry)
A.J. Nicholson (D.O.)
Miss P. Norrington (Personnel)
J. Northern (Fitting Shop)
Miss S.M. Nott (Secretary)
K. O’Meara (Fitting Shop)
M.J. O’Meara (Plant Engineering Supervision)
D.(Dan) Ostermeyer (BPPMC Electrical Service)
D. Overend (Fitting Shop)
J.A. Palmer (P.E.D.)
J.P. Palmer (Accounts)
N.M. Palmer (D.O. Electrical)
G.A.(Geoff) Park (BPPMC Customer Service Management)
G.W. Parker (Jig & Tool D.O.)
M.E. Parker (Foundry Management)
D.M. Parrott (Shipping)
A. Pateman (D.O.)
D.(Dave) Patterson (BPPMC Canada Management)
Mrs A.J. Pauley (Office Services)
M.J. Peacock (I.T.)
B.W.C. Pearson (Production Control)
M.D. Pearson (D.O.)
F.E. Pepper (Commercial)
J.W. Percy (Sales/Management)
G. Perkins (F.E.D. - Printer)
R.C. Petchey (D.O.)
K.R. Phillips (Office Services)
Mrs B. Phipps (D.O.)
G. Pickford (Fitting Shop)
Miss T.G. Pignatiello (Commercial/Production Control)
L. Pilarski (Electrical Production Engineering)
M.D. Pilter (D.O./F.E.D.)
J.C. Pinchen (D.O.)
D.F. Pinches (D.O.)
C.J. Pinion (Machine Shop Inspection)
M.G. Plumb (D.O.)
K. Pollard (F.E.D.)
J.O. Porter (Machine Shop Inspection)
B.L. Prentice (D.O.)
S. Pressley (I.T.)
B.F. Prigmore (Sub-Contract)
Mrs J.R. Prosser (Production Control)
J.M. Purdy (D.O. Electronics)
D.P. Rains (D.O./Standards)
I.J. Ralph (Industrial Design)
J.L. Randall (D.O.)
B.E. Rands (Machine Shop Supervision)
K.S. Ransom (Personnel)
P.A. Ratcliffe (D.O. Electrical)
D.P. Raven (D.O. Electrical)
Mrs M. Ravenhill (D.O.)
R.G. Rawlings (Shipping)
Mrs A. Rawson (F.E.D.)
R.C. Ray (D.O.)
D.C. Rayner (P.E.D./D.O.)
Miss L. Read (D.O.)
J.J.(Jim) Reardon (BPPMC Electrical Service)
Mrs B.F. Reilly (Office Services)
G. Rice (Fitting Shop)
B. Richards (D.O.)
N.(Nancy) Roemer (BPPMC Secretariat)
M.(Mark) Rogers (BPPMC Spares)
C. Rojek (D.O. Electrical)
P. Roper (F.E.D.)
R. Roughton (Fitting Shop)
F. Rowe (F.E.D. - Printer)
J.A. Rowe (P.E.D.)
M. Roxby (D.O. Electrical)
Mrs L.J. Royal (Sub-Contract)
A. Runacres (Estimating)
W. Russell (D.O.)
D. Rutherford (Bedewell Assembly Shop)
I. Sanderson (P.E.D.)
A. Santorro (F.E.D.)
P.J.W. Saunders (Research Management)
C.D. Scherer (Commercial/BPPMC Management)
A.J. Scholes (Research)
R.F. Scholes (Production Control)
Miss S. Scott (D.O. Electrical)
W.J. Seaton (Plate Shop)
T.A. Seekins (Machine shop Supervision)
I. Selinger (Customer Service Management)
S. Seymour (Bedewell Assembly Shop)
W. Shuttleworth (D.O. Electrical)
G. Sidaway (D.O. Electrical)
D.J. Simms (D.O.)
Mrs L. Skeels (nee Boon) (Spares)
Miss A. Skinner (Commercial)
C.H. Skinner (Consultant, ex-Vickers Ltd.)
C. Smart (Machine Shop Inspection)
T.B. Smart (Electrical Inspection)
Miss L.P. Smee (Accounts)
C.R.A. Smith (D.O./Management)
D. Smith (D.O.)
E.L. Smith (D.O./Management)
G. Smith (D.O.)
G. Smith (Plant Engineering)
J. Smith Fitting Shop)
L. Smith (F.E.D.)
M. Smith (D.O. Contractor)
P.R. Smith (D.O.)
R.A. Smith (Fitting Shop Supervision)
R.W. Smith (F.E.D.)
T.A. Smith (T.C.S./P.E.D.)
W. Smith (Fitting Shop Inspection)
R.A. Smy (Electrical Manufacture Bretton)
R.J. Sneddon (F.E.D. Management)
J.G.W. Snell (D.O.)
D.(Dave) Solar (BPPMC Customer Service/Sales)
W.(Bill) Songer (BPPMC Sales)
J.(Joe) Sontag (BPPMC Customer Service)
J. Southcott (D.O.Electrical)
G. Southern (Fitting Shop)
G. Southern (Machine Shop Inspection)
A. Speechley (F.E.D.)
Miss J. Spriggs (D.O.)
J. Stafford (D.O.)
D.M. Stamp (Marketing/Management)
W. Stallwood (D.O. Electrical)
K.A. Stapleford (D.O./F.E.D.)
L.E. Stapleford (Management)
Miss K.A. Staples (D.O.)
Mrs S.J. Steadman (Personnel)
T.R. Stedman (D.O. Electronics)
G.G. Steeles (D.O.)
C.N. Steen (D.O. Electrical)
Miss C. Stevens (D.O. Electronics)
Miss J. Stevens (P.E.D.)
M. Stevenson (Sales)
R.S. Stimson (Fitting Shop Supervision)
B.C. Stirman (Electrical Manufacture Bretton)
J. Strannigan (Stores)
T.F. Stratton (P.E.D./Management)
M. Strickland (F.E.D.)
R. Stones (F.E.D.)
M. Storti (Production Control)
T.F. Stratton (P.E.D.)
R.J. Streeton (D.O.)
G.E. Summers (D.O.)
I. Suttie (Machine Shop Supervision)
"BJ’ Swafford (BPPMC Customer Service)
M.J. Sweeney (Production Control)
D.J. Swingler (F.E.D./Management)
M.G. Sykes (D.O. Electrical Management)
E. Taylor (Production Control)
B.T. Thomas (Machine Shop Supervision)
F.P. Thompson (F.E.D. Electrical Management)
K. Thompson (D.O. Management)
P. Thompson (D.O.)
R.W. Thulbourn (D.O.)
A. Thurston (Fitting Shop)
D.W. Tilley (Sub-contract)
P.S. Tilley (P.E.D.)
J.E. Todd (I.T.)
J.R. Todd (Sales)
J. Toogood (Fitting Shop)
C.D. Topper (Purchasing)
N. Torrance (P.E.D.)
A. Trelford (D.O.)
R. Truman (F.E.D.)
Mrs S.M. Tubb (P.E.D.)
R. Turpin (Fitting Shop)
Miss K.D. Turrell (Purchasing)
E. Tyndall (D.O.)
W.J. Upex (D.O./F.E.D.)
M. Vardanis (Sales/Management)
T. Vaughan (D.O.)
R. Vernum (Commercial)
L. Viglioni (Fitting Shop)
S.J. Vooght (Personnel)
Miss D.C. Waithman (Material Centre Supervision)
K. Wake (D.O.)
C. Walker (Fitting Shop)
M.B. Walker (D.O.)
Mrs J.P. Wallace (D.O. Electrical)
A.N. Walton (I.T.)
R. Walton (D.O.)
B. Ward (D.O.)
D.S. Ward (Electrical Manufacturing Bretton Supervision)
D.W.F. Ward (Plant Engineering Supervision)
K. Ward (D.O.)
M.J. Ward (Fitting Shop/Inspection/Supervision)
W.R. Warrington (D.O. Electrical/Working Instructions)
R.J. Warwick (Plant Engineering Management)
F.W. Watkins (Fitting Shop/Supervision)
B. Watson (D.O.) - ex-Bedewell
B. Watson (D.O.) - ex-Vickers Ltd.
S. Watson (D.O. Electrical)
T. Webster (F.E.D.)
J.R. Weeks (Commercial)
I. Wells (D.O.)
J.E. Wells (D.O. Electrical)
J.R. Wells (D.O.)
Mrs D. Wells (D.O.)
A.R.S. Weston (F.E.D.)
A.J. White (D.O. Electronics)
G. White (Fitting Shop)
A. Whitehead (D.O.)
C.A. Whitehead (D.O.)
J.G. Wickman (Sales Management)
J.A. Wicks (Commercial/Management)
I. Wiles (Fitting Shop)
F. Wilkes (Electrical Management, James Halley & Sons Ltd.)
A. Williams (D.O. Electrical)
M.R. Williams (P.E.D.)
O. Williams (F.E.D.)
D.T. Wilson (F.E.D.)
D.T. Wilson (I.T.)
N.F. Wilson (P.E.D.)
P. Wood (D.O.)
D. Woods (F.E.D.)
Mrs W.J. Woods (Sub-Contract)
D. Worthington (D.O.)
M.T. Wray (Industrial Design)
D.A. Wright (D.O./Management)
Mrs L. Wright (Accounts)
J.R. Yates (Electrical Manufacturing Bretton)
Mrs B.J. Yerrell (Customer Service)
Mrs P.J. Zdravkovic (D.O. Temporary)
R. Zrobek (D.O./Management)
Sales Agents
J. Diedrickson (Germany)M. Mandel (Germany)
F. Facchini - Timsons Ltd (Italy)
Start-up/Process Consultants (Canadian, worked Globally)
C. (Claude) MercierR. (Roger) Mercier
NCI Terre Haute, Indiana, USA.
D. (Don) Jones (VP)
P. (Paul) White (Assembly & Test)
J. (John) Guess (Assembly & Test)
J.\(John) Littleton (Littleton Industrial Consultants, Inc.)
B. (Bob) MacWilliams (MacGraphics, Inc.)
Events
The Drawing Office of the late-1960’s/early 1970’s often numbered nearly 100 people, with a high proportion of young engineers and draughtsmen. Each office housed 4-rows of drawing boards, smoking was common-place and unrestricted and in the absence of air-conditioning, regular disputes arose over open windows and draughts. Smoking was also the cause of a desk fire one morning, which threatened to become serious before the timely arrival of the Works Fire Brigade. Early food and drink vending machines, installed to replace the famous BP tea trolleys (and "Alice the Tea"), were hopelessly unreliable and a continual source of frustration, amusement, and percussion maintenance ("Roboserve", affectionately dubbed "Rob’n Serve"); in one incident, the glass front of the food machine was shattered and the contents pillaged by persons unknown.
The camaraderie that developed amongst the D.O. personnel soon led to drinking soirées for every occasion - birthdays, weddings, and Christmas, from which grew the notorious Stag Parties - held for several years at The Exeter Arms, Helpston, near Peterborough (and always welcomed by the Landlord and his wife, despite the inevitable degeneration into uncouth ribaldry as each function progressed) - a coach arranged for door-to-door transport - only the foolhardy chose to drive on such occasions - and a superb Exeter Arms buffet served at around 9.00pm. whilst sobriety still prevailed. Some of the later parties featured themes - fancy dress, and/or special decoration of the premises (as a gentlemens’ toilet on one occasion), and even a treasure hunt around Helpston village, much to the amusement of the locals who were obliged to participate. The Christmas Stag Party was always accompanied by a satirical magazine produced for the purpose.
One individual who did choose to drive to one such occasion deposited his car in a ditch close to The Exeter Arms on the homeward journey, and the following morning discovered that the polished walnut gearstick knob had been stolen. Another tried to drive home with pieces of chicken skin (from the buffet) attached to his car windscreen - operating the wipers did not assist the situation, and he was later stopped after turning into the wrong driveway, by a policeman with Alsatian dog which promptly ate the chicken skins, so destroying the evidence.
Certain awards were made at the Christmas events - Prick of the Year, which was presented to the same person for two consecutive years, and a grotesque statue produced by a D.O. member at evening sculpture classes (possibly during power failures), presented to MWL on one occasion, and eventually damaged beyond repair in-transit, much to the relief of all.
A variant of the Stag Do, surprisingly organised only once, was a "Breakfast Trip" - a Sunday morning coach journey to a participating inn which provided Full English Breakfast, plus ale for an exercise break during the homeward journey. Some of the proceedings were recorded on cine film, later edited and entitled "Magical Mystery Tour". The final custodian of the film is unknown.
The PMD "Stag Do’s" were the envy of other BP Divisions, and often copied but never equalled. A "club tie" with drunken stag motif was commissioned, sold-out immediately upon receipt, and worn with pride by all. During later years, as people aged or moved-on, the incidence of Stag Do’s declined, and were replaced at Christmas by "Soopado’s", no longer men-only by decree of wives and partners. These parties were also renowned and, in one case, included the presentation to M.W. Leggatt of a live chicken.
Stag parties to mark the weddings of PMD individuals still continued, with two such notable events held at Houghton in Huntingdonshire, at the local pub owned by Ken Stapleford (formerly of the D.O. and F.E.D.). Fancy dress was the order of the evening in each case, and resulted in many strangely-dressed individuals taking the village air at various times, to the surprise of the residents.
Events organised during the early-1970’s included two charity walks - one for Multiple Sclerosis, in which the participants were dressed in appropriate 19th Century outfits and walked in groups carrying wood and cardboard replicas of a locomotive and 2-carriages - the other for Cancer, with everyone dressed as Vikings and carrying a Viking ship.
 |
 |
 |
.jpg) |
 |
The first exhibition at which PMD was represented was IPEX 1968 (?), held at Earls Court, London (pre-NEC). The PMD stand was to include a Gemini satellite mounted on a slowly-rotating turntable, as the central feature. Shortly before the event, however, it was discovered that the planned exhibit exceeded the maximum floor loading for the area in-question. The only alternative, in the time available, was to add weather protection and site the satellite and turntable immediately outside the main entrance. It was a highly-successful move, attracting interest from all visitors as they approached the entrance, many of whom then visited the PMD stand within. A Saturday coach-trip to Earls Court was arranged for all interested PMD employees, including evening seats at a West End Show before the return journey.
A model of a Gemini satellite on a fairground carousel was presented to MWL at a subsequent PMD Party.
Employee visits to DRUPA 1972, held in Dusseldorf, Germany, were very limited compared with IPEX; but 12-members of the D.O. were so keen to see the Exhibition (the Printing Industry’s largest, held every 4-years), that they hired a 12-seat mini-bus, tents, and pitches at a camp-site close to Dusseldorf, to spend a weekend at the Exhibition (the four older group members opted to stay in nearby pension in preference to camping). A great time was had by all, visiting the Exhibition and sampling the local night-life. PMD later kindly paid the various hire charges.
PMD won The Queen’s Award for Export Achievement in 1981 when all employees received a tie bearing the Award motif, and again in 1986 when all employees received a cut-glass decanter engraved with the motif.
Annual Product Development Meetings, attended by the full Management Team, were held off-site in 1983 and 1984 - hosted by BPPMC in 1983 at Silverado Country Club, Nappa Valley, Ca., USA., and hosted by PMD in 1984 at Meon Valley Golf & Country Club, Hampshire, UK.
PMD received the Royal Society of Arts Presidential Award for Design Management in 1986 - the presentation was made to M.W. Leggatt at RSA House in London, and the Ceremony was also attended by various members of the Design Management Team, who enjoyed the luxury of First Class rail travel on the journeys to and from London.
Ian Douglas November 2007.
The last days of the Printing Division
We are grateful to Alan Thurston for these images of the last few weeks of activity in the Printing M/c Fitting Shop prior to its closure at the end of 1992.
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
The Last Machine produced at Westwood Works
 |
This photograph was taken at the testing and Customer demonstration of the last machine completed in Westwood Works - the HS folder for Cradleyprint UK. The folder can just be seen in the background, with the inclined delivery conveyor to the right. Location was the narrower bay adjacent to the North side of the two main assembly bays (Fitting Shop). |
 |
This is the last trailer-load of Printing machine spares at Westfield Road prior to despatch to Goss, Preston. |
Soopadoos
Ian Douglas describes in "Events" above, something of the atmosphere in the Printing Drawing Office in the late 1960s/early 1970s when the nearly 100 members of the Department - mostly young engineers and draughtsmen - worked hard and then let off steam by playing hard. The PMD "Stag Do’s" were the envy of other BP Divisions, often copied but never equalled. In later years, the incidence of Stag Do’s declined, and were replaced at Christmas by "Soopadoos", no longer men-only by decree of wives and partners.
 |
The January 1976 Soopadoo, held in the Alma Road Clubhouse attracted 176 members of the PMD and their guests. Appropriately for the eve of Burns' Night, a piper was on hand to pipe in the new divisional banner - bearing the by now famous stag's head and six unfurled "battle ribbons" recognising the most notable presses installed to date. Mike Leggatt had been unable to attend the previous annual dinner and, to show their concern, the drawing office personnel had made positive efforts to keep it warm for him. To his surprise, on opening the box, he was confronted with a very large and very live cockerel, which took off down the length of the dance floor! |
 |
The following year, 186 people attended the event at which, at presentation time, a piper and drummer heralded in the "stag's head" decorated presentation cake. Mike Leggatt was called upon to cut the cake only for the handle of the ceremonial sword to become detached at the first attempt to remove it from the scabbard. Mike was then asked to say a few words about the division's successful order taking, following which the sales award for 1977 was presented, taking the form of a Halley-Aller blue painted toilet seat (with an extra message under the lid). |
 |
1974 Soopadoo Dinner Menu |
 |
1978 Soopadoo Dinner Menu |
Printing people
 |
 |
 |
 |
 |
 |
 |
| Claus Scherer | Ken de Vito | |||||
 |
 |
Postscript
The following was posted recently in the Guestbook of www.westwoodworks.net by Paul Roper and might be considered as an apt postscript to this history:
"Never had the privilege of doing my apprenticeship at Baker Perkins but I certainly became a better engineer by joining the company as a field engineer in Printing and being privileged to work along side some superb engineers, particularly when I went into the factory working with the folder section on the new generation folder HS, or originally called 2C2. Just to let some of those people involved be aware that the first folder sent to Cradley is now finished due to the company closing; the second came here to Denmark, where I now work again, and is still hitting speeds of 12 metres per second and the G16 units with it just out perform anything alongside it. If Bakers were still here today then goodbye MAN Roland; the third went to Mirandela in Portugal which we recently renovated last year while I was still at Goss and achieved top speeds on all its products whilst there; the fourth went to Banta in USA but I know little or none of its history, The fifth and final was put together on a G25 in Toledo USA with Mirandela’s software to make it work and we achieved 90,000 copies per hour in Double Parallel. That press and folder are now in Melbourne Australia.
For those who worked at Baker Perkins hold your heads high and be proud. The factory in Peterborough produced the finest printing machines in the world"
All content © the Website Authors unless stated otherwise.