
THE HISTORY OF BAKER PERKINS LTD., WESTWOOD WORKS, PETERBOROUGH.
(See also History of Baker Perkins Holdings).
For the history of the company before Baker Perkins Ltd was formed see:
The Origins of the
Founders
History of Perkins, Bacon &
Petch
History of A.M. Perkins & Son
Ltd
History of Joseph Baker
& Sons Ltd
History of Werner & Pfleiderer
(London) Ltd
History of Werner,
Pfleiderer & Perkins Ltd
History of Perkins Engineers
Ltd
History of Joseph Baker
Sons & Perkins Ltd
NOTE: For more information on the way in which the Baker Perkins Group developed over the years, its origins, its growth and how it presented itself to the outside world see The Group In Summary.
For a complete picture of what life was like at Westwood Works, please visit www.westwoodworks.net.
- BAKER PERKINS LTD IS CREATED – THE TRIALS AND TRIUMPHS OF THE TWENTIES
- THE WALL STREET CRASH AND THE TURBULENT THIRTIES
- THE GREAT TREK – FROM WILLESDEN TO PETERBOROUGH
- THE WORLD WAR TWO YEARS
- THE POST-WAR YEARS – BUILDING FOR THE FUTURE
- THE FIFTIES – "EXPORT OR DIE"
- 50 years of growth
- BOARD OF MANAGEMENT SERVICES (BOMS)
- MEMORIES OF BoMS - JOHN PEAKE AND PETER DYSON
- THE FIFTIES – "GROWING OUR OWN WOOD"
- THE FIFTIES – "PLANNING FOR GROWTH"
- THE FIFTIES – "CHANGING OF THE GUARD"
- THE END OF AN ERA
- FLOTATION ON THE STOCK EXCHANGE
- THE SIXTIES - GROWTH BY ACQUISITION
- THE CREATION OF THE HOLDINGS COMPANY
- THE SIXTIES – "DIVISIONALISATION AND FOCUS"
- THE SEVENTIES – "HARD TIMES AND THE MARKETING ERA"
- THE EIGHTIES
- BAKER PERKINS TO APV BAKER
BAKER PERKINS LTD IS CREATED – THE TRIALS AND TRIUMPHS OF THE TWENTIES
Following the merger between Perkins Engineers Ltd. and Joseph Baker & Sons Ltd in 1920 to form Joseph Baker, Sons & Perkins Ltd., the company finally became Baker Perkins Ltd in 1923.
From 1923 to 1962, Baker Perkins Ltd had dual responsibilities - as the HQ of the group controlling the policy of all member companies and as a manufacturing and trading company. The fortunes of the company, through the difficult business environment of the Twenties and Thirties, World War Two and the trials of the post-war years can be followed in Group Developments elsewhere in this Website. A more detailed picture of the activities on the Westwood Works site at Peterborough may be seen by visiting www.westwoodworks.net.
With the two boards of directors now acting as one body, the task of keeping the peace and steering the company through what proved to be two decades of extreme turbulence in the business environment fell to Allan R. Baker. Often called upon to lower the board room temperature, especially when his elderly uncles tried to put a brake on expenditure - and although not by nature a placid man - he succeeded in keeping the company on a steady growth pattern. In this he was aided by his brother, Joseph Baker, who turned out to be a very effective "ambassador of goodwill" at Westwood Works.
The final paragraphs of History of Joseph Baker, Sons and Perkins quotes F.C. Ihlee's vision of the task of the new Board of Management: He described the main task of the Board as “to inspire and direct initiative and development, the ‘brain centre’ of the entire business, responsible for the efficient working of both Willesden and Peterborough. Its members must have sufficient leisure to undertake this paramount duty to the company. They must stand aloof from routine work; they must meet often and regularly; they must agree on the sub-division of work according to the qualifications of each member, so that their special talents and accumulated experience would have full rein. Overlapping of duties must be avoided, and flexibility must exist between members so that ‘deputising’ among themselves would be a simple matter. Thus both Willesden and Peterborough could carry on, in the absence of any particular member of the board, without any loss of efficiency.”
It is interesting to review this against the changes in management structure necessitated by the rapid post-war growth of the company and the challenging business and market conditions of the 60's, 70's and 80's described in the History of Baker Perkins Holdings and in the story of Baker Perkins Ltd continued below.
Following the nationwide slump in 1921 and the disastrous fire in 1922, it came as some relief that, by the end of 1923, things were looking brighter and orders were substantially up on the previous year. The "Great Fire of 1922" was proving to be something of a blessing in disguise as many shops with old fashioned wooden roofs were replaced by good modern buildings.
NOTE: Photographs of virtually every part of the rebuilt factory can be seen in Westwood Works in 1923.
Fortunately, the company had sufficient resources to continue to develop both the Peterborough and Willesden factories and to replace and increase the number of machine tools. At Willesden, a further five acres of land with buildings was acquired in 1923 and two years later, new offices (including a new Drawing Office, see Before Westwood) and new erecting shops were built at a total cost of £34,000. Additions costing £9,000 were also made to the newly rebuilt factory at Peterborough and a further £8,000 was spent on enlarging the offices. Further investment was also made in The British Arkady Co. Ltd. (see History of British Arkady).
The setting up of a Company Pension Scheme was first discussed in 1923 although the 1924 Annual Report mentions that some difficulty was expressed in initiating the Scheme. These difficulties were overcome, however, and, in later years, the Scheme was considered by many employees to be one of the best of its type available. It proved to be a considerable incentive, the very large number of long serving employees testifying to this. (See also The Westwood Works Culture).
One other significant investment in 1923, the acquisition of Aublet Harry Ltd., launched Baker Perkins into the laundry industry. This small factory was sited on the opposite side of Westfield Road to Westwood Works and the story of its origins and the subsequent involvement of Baker Perkins in the development of laundry machinery is described in The History of Baker Perkins in the Laundry Business. (See also History of Aublet Harry, History of William Jack & Sons Glasgow, and History of Baker Perkins Jaxons Ltd).
In the aftermath of the merger between Joseph Baker & Sons Ltd. and Perkins Engineers Ltd. in 1920, lavish expenditure on exhibitions continued and the company had extensive exhibits at the 1924/25 British Empire Exhibition at Wembley: The newly developed combined swing tray prover and bread oven for 'tin' bread was the highlight of the bakery equipment show. The plant being demonstrated was complete from the flour-blending machine to the wrapping machinery, it being the first time that the public had been able to see loaves being wrapped. It was a clear demonstration that Baker Perkins had fulfilled its promise to ensure that the "old drudgery and dirt of the bake house would give way to the cleanliness of mass production".
New improved equipment for cutting and embossing biscuits and an improved gas-fired travelling biscuit oven were worked in turn by Huntley & Palmers, Peek Frean and W. & R. Jacob. These innovations led to Baker Perkins having an almost complete monopoly of the gas-fired chain-oven market in the decade following the Exhibition. In the Long Gallery of the Palace of Industry, Baker Perkins demonstrated fully working Bread, Biscuit and Chocolate & Confectionery factories. These operated, as closely as possible, under factory conditions with the co-operation of key food manufacturing companies such as Messrs. H.W. Nevill Ltd, Messrs. Meredith & Drew Ltd and Messrs. Carsons, Ltd.
More Baker Perkins equipment was used in the Australian Pavilion as part of the Australian Government Bakery exhibit that was used to display the merits of Australian flour, butter and dried fruit. Products from all of these exhibits found a ready sale among the thousands of visitors. The Exhibition Brochure also indicates that although it was not possible to make an adequate exhibit of the company's specialities for the Chemical Industries, some mixers and relevant photographs were shown on the Institution of Chemical Engineers' stand.
One of the earliest employee outings from Westwood Works was organised by the Works Committee to see the company's products on show at Wembley alongside the best engineering products from around the world. Copies of internal correspondence between the management and the Works Committee as the plans for this visit unfolded may be seen in Outings.
These exhibitions spawned a significant increase in business for the relatively newly formed Baker Perkins with turnover and profits reaching record levels. Such was the demand for the firm's products that both overtime and night shifts were in operation. In 1925, the directors were able to eliminate the item of goodwill from the balance sheet by transferring £40,000 from the general reserve fund, but there were clouds on the horizon. The UK's continuing industrial difficulties were seen as having a negative effect on business confidence, but worse was to come in May 1926 with the General Strike, called by the Trade Union Congress (TUC) in support of striking miners. One result of this nationwide strike was that both orders and invoicing at Baker Perkins dropped by about 10%. The men in the Works joined the General Strike but, at the end of the year, the directors recorded that - "the relations of mutual confidence and trust which prevailed before this disaster have been resumed". The new Erecting Shop at Willesden was completed and further additions to manufacturing facilities were made at Peterborough.
During the 1920's Baker Perkins made great efforts to increase business in the Empire and Dominions. Also, although J. Allen Baker's efforts to gain contracts from the Russians during WW1 had fallen through after the Revolution, another effort was made at this time to gain sales in Russia. Laurence King managed to sell a complete bakery plant worth £100,000 but was suspected of being a spy and only escaped, after a forty-eight hours in jail, by making a dash over several hundred yards of no-mans-land, pursued by bullets from the frontier guards. Such was the daily life of an export salesman at the time. Charles J. Baker (son of W. King Baker) was operating successfully in the Far East, gaining orders for biscuit plant worth over £200,000 from Morinaga who were also planning developments in chocolate manufacture. E.H. Gilpin was sent out to discuss this. His puzzlement at the attitude of the Japanese directors in summed up by Augustus Muir – "It looked as if Gilpin's stay would have to be greatly prolonged (with lavish entertainment continuing) if any definite business was to be concluded. Then, on the day before he must leave for England, he was suddenly asked to draw up an agreement. Matzuzaki, Morinaga's managing director, glanced casually at the rather imposing document and asked "Where do I sign?" Gilpin pointed out that he had not yet read the contract. While the figures in it were the same as those already given in their talks, Gilpin explained, they had never discussed the conditions set forth in the contract. Gilpin was prepared to discuss these one by one, but Matzuzaki shook his head and signed the contract for nearly £100,000 worth of plant. "You are an English gentleman, " he said quietly, "and you would not ask me to sign anything unfair". On what he described as a unique experience, Gilpin's comment was: "BP are never likely to have a more striking tribute to their integrity".
Mr. William King Baker, one of the original partners of Joseph Baker & Sons and second son of Joseph Baker, passed away in 1927. In his later years, his task had been to hold the balance between two of his brothers, keeping a tight grip on the company's finances. That year, invoiced sales and orders were over 10% higher than in the previous year and slightly above 1925 figures and profits reached record levels. More investment was made in Werner & Pfleiderer of Stuttgart. Another major step was taken in 1927 with the manufacture at Willesden of a continuous cutting-machine invented by T.L. Green of the USA. This development is regarded as having "opened the door to the modern type of biscuit plant and the subsequent successes of the Baker Perkins biscuit department".
The Credo Agreement, described in History of Joseph Baker Sons & Perkins, continued to operate successfully under the guiding hand of Allan R. Baker, aided by Geoffrey Toulmin as the Credo secretary. The Cannstatt business experience financial difficulties in 1927 and, as recompense for coming to their support, Baker Perkins were allotted shares. Funds were raised by an issue of Preference shares and, with the help of Fides Union Fiduciaire of Zurich, £200,000 worth of preference shares in Werner & Pfleiderer were acquired, a further £60,000 of Baker Perkins ordinary stock being exchanged for an equivalent shareholding in the German company. Fides held these investments in trust against the chance of any financial complications arising in the event of another war in Europe (see also Baker Perkins and Werner & Pfleiderer - The European Limited Partnership).
1928 saw orders increased by about 10% and profits remained practically unchanged from the previous year. More buildings were added at Willesden and 6,600 square feet to the Erecting Shops at Westwood Works. With more investment in machine tools, the directors were able to announce - "At no time has the productive capacity of the Company attained so high a level".
There had been an interest in wrapping machinery since as long ago as 1904. Joseph Baker & Sons Ltd had introduced an American machine for cartoning biscuits and, prior to WW1, had spent a significant sum on designing and producing a machine to wrap biscuits in half-pound packets but this did not prove a success. The company had an arrangement with John Mackintosh & Sons Ltd to market a twist-wrapping machine; their trading agreement with Savy Jeanjean brought them an agency for the Swiss-made Sapal wrapping machines and they were agents for the Sevigne bread-wrapping machines that had been a great success at the 1924 Wembley Exhibition. However, Baker Perkins were acutely aware of the importance of wrapping machines as an integral part of most of the plants that they were supplying and so, in 1928, took a minority holding in Forgrove Machinery Co., Leeds, makers of packaging and wrapping machinery. (See also History of Forgrove Machinery Company Ltd and History of Baker Perkins in the Packaging Business).
THE WALL STREET CRASH AND THE TURBULENT THIRTIES
Then came the Wall Street Crash. The worst period of the Depression followed the crash of the Wall Street financial markets in 1929. In Britain, unemployment peaked just below three million in 1932. A year before, in August, the Labour government had resigned and been replaced by a Conservative-dominated National Government. Although the British economy stabilised under the National Government and unemployment began a steady decline after 1935, it was only with re-armament in the period immediately before the outbreak of World War Two that the worst of the Depression could be said to be over.
In a further development of the Credo Agreement, when, in 1929, Werner & Pfleiderer increased their capital, Baker Perkins took up their quota at a cost of £15,000. Unfortunately, this was followed shortly after by a heavy fall in profits and Cannstatt made a trading loss in the following year. The political situation created by the rise to power of Hitler embarrassed British firms with German connections and when Cannstatt began, once again, to make profits, exchange control prevented Baker Perkins from gaining any cash benefit from their holding. Some small proportion of dividends was received under the Anglo-German Transfer Agreement but the situation deteriorated further until the outbreak of WW2. (NOTE: A further financial interest was taken in Savy Jeanjean with Allan R. Baker being elected to the Conseil d'Administration in 1931 but when Hitler invaded northern France in 1940, the position of the two European partners was little different as far as Baker Perkins was concerned and the Credo Agreement ceased to operate).
Despite the turbulent business conditions which had been experienced following the merger, Net profit had grown from £46,975 in 1923 to £95,425 in 1930. Further investment was made in Werner & Pfleiderer. A holding was also purchased in the Peerless Electrical Manufacturing Co., makers of small bakery machinery. The continuing depression in the USA also adversely affected the company's results in 1931 with turnover falling below the 1930 level. An investment was made in A. Savy Jeanjean et Cie with whom the company had enjoyed reciprocal manufacturing and trading arrangements for 12 years. The operations of David Thomson Ltd. that had been acquired in 1922 were moved from Edinburgh to Westwood Works and the personnel and assets were absorbed into the company, David Thomson Ltd being liquidated in 1932.
However, no part of the world could be immune from the consequences of the sudden slump and although Baker Perkins' sound financial policy and investments in overseas business did much to help it weather the storm, orders inevitably began to fall off and it soon became clear that drastic action would be necessary. Peterborough was working at only 55 percent of capacity, Willesden at 76 percent and profits were down by almost a third. Because of the depressed business situation, a graded reduction of salaries (including Directors' fees) was made at the end of June 1932 but the final results for 1932 enabled the reductions for the period July to December 1932 to be made up.
THE GREAT TREK – FROM WILLESDEN TO PETERBOROUGH
In F.C. Ihlee's opinion the only way forward was to transfer all the Willesden operations to Peterborough – better to run one factory on two shifts than two on short time. Analysis during 1932 had suggested that, by working two shifts in the machine shop and one shift in assembly and other departments, the whole of the Company's business could be met by Westwood Works. Despite the strength of his arguments – lower overheads; using machines on two shifts, thus halving the depreciation; the hourly wages at Peterborough being lower than at Willesden and plenty of room available for expansion – this was not a view accepted by the whole management and much argument prevailed.
In the end, Allan Ivor Baker, not yet twenty-five and fresh from studying at Harvard having obtained an engineering degree at Cambridge, was given the task of making a detailed study of the economics of such a move. (For a view of the Willesden factory see Before Westwood). A.I. Baker's objective report cut through the sentiments expressed by some Baker directors who, understandably, were unhappy with the idea of leaving Willesden. It was resolved that Willesden would be dismantled, some plant moved to Westwood Works and the employees invited to begin a new life in Peterborough.
C.H. Ballinger and Gordon Lewis were made responsible for planning the complicated move. The machinery and tools required at Westwood were moved by road and the rest auctioned off. A new multi-storey office block was built at Peterborough into which it was planned the Willesden staff should move in April 1933 (See also Outside Views).
Not many months before the move from Willesden to Peterborough, the general manager of the Sun Engraving Company, Mr. Greenhill, mentioned a problem that he was facing to Herbert Kirman, a Baker Perkins director. Augustus Muir writes:
"In the engineering world as elsewhere, great things spring from small, and a chance word can set in motion a train of major events. The general manager of the Sun Engraving company of Watford mentioned to his friend Herbert Kirman that he required some new rotary colour printing machines. Not that Baker Perkins manufactured anything of the kind - but this talk set the ball rolling; and in the end, Mr. Greenhill came from Watford to be shown around the Willesden works by Mr. Kirman. They paused at a chocolate refining machine on the shop floor, and Mr. Greenhill was at once struck by its similarity to a rotary press. "If you can build these, you can build exactly what I want," he said and Baker Perkins received the order for the first rotogravure colour printing machine they had ever made.
It was a new adventure. Josh Booth welcomed the chance of tackling what had, of necessity, to be an engineering job in the highest precision class, and by the time war broke out Baker Perkins had delivered two dozen of these machines, the first of them being shipped to Paris, and the last to Bombay. This incursion into a new field was unhappily terminated by contracts for war materials; but in due time, it was to lead to what has become the greatest development of Baker Perkins in the middle 'sixties."
As the time for the move from Willesden to Peterborough approached, many week-end trips were organised to enable the Willesden employees to find accommodation. Satisfactory arrangements were made for the necessary housing at no cost to the Company (See also Housing). An accommodation bureau was set up and this worked very effectively. Between March and September 1933, most of the staff and workmen who had agreed to make the transfer were re-housed in a new development in Willesden Avenue (see Housing and Getting to Work). This was, however, only the beginning of the amalgamation of the two work forces. (See also Willesden to Peterborough). Arguments about the merits of Willesden versus Peterborough systems and methods raged even before the move actually took place.
The Willesden contingent was received at Peterborough with mixed feelings – considerable antagonism in some quarters and much kindness in others. A.I. Baker has estimated that it took two years before any measure of real co-operation existed between the two sets of employees – indeed, two different methods of working continued side by side in the Technical and Commercial Departments during this time. However, faster progress towards welding the two factions together in the Works was made by the redoubtable Josh Booth. who was, in Augustus Muir's words –"determined that the workmanship of every type of machine would be first-rate and that delivery dates would never be jeopardised. Instinctively, although he had urged the fusion of the factories, he did not like the thought of Willesden men on his shop floor; and they, in turn, did not like his air of infallibility after the more democratic ways at Willesden. But they began to appreciate each other's good points: and with his unfailing vigour, Booth, aided by Gordon Lewis, undertook the construction of what was, to him, the unknown machinery for biscuit and chocolate making".
Benefits of the amalgamation on one site were not limited to economics. The differing approaches to baking technology applied to bread manufacture at Peterborough and to biscuit manufacture at Willesden were resolved in the creation of a revolutionary new system – the "Cyclotherm oven" – which gained great popularity around the world. A detailed account of this development can be found in Augustus Muir's book – "The Story of Baker Perkins" – Pages 91 to 92.
The move from Willesden to Peterborough could be seen as a classic case of culture clash. This would not be the only time that employees would have to cope with a significant challenge to the established culture. Developments in technology – the computer revolution, (see Computer Department): the dramatic change in the Drawing Office brought about by the introduction of CAD/CAM (See The Drawing Office Revolution): the consequent changes in working practices on the shop floor (See Unions at Westwood Works) – and the 1987 merger with APV, all made great demands on the capacity of both employees and management to cope with change. That all of these challenges were met with good humour and a significant lack of confrontation is a tribute to the strength of the family culture created and developed by generations of Baker Perkins managers.
With the move to Peterborough came the beginnings of the Westwood Works Musical Society. In 1930, a then very small society at Westwood Works had put on a production at the Rollerdrome in Peterborough. The following year they put on three more shows. With the influx of people from Willesden to Peterborough in 1933 came members of the Willesden Musical Society and the two societies soon got together and, in 1934, put on their first production. The society went from strength to strength and so began something that, over the years, became an eagerly awaited event with the society producing a show every year up to and after 1992 when manufacturing ceased at Westwood Works. It was not unusual for the performances to attract a total weekly audience of as many as 10,000. For the full history of the Society see Westwood Works Musical Society.
A culture of involvement in the local community permeated every part of Westwood Works, the management giving employees every encouragement to spend time and effort, both inside and outside company hours, in getting involved in many facets of local activities. Such activities were common as far back as 1920 and many examples of such work will be found throughout the website www.westwoodworks.net and, in particular, in Baker Perkins in the Community.
In 1934, the business environment continued to show some improvement with better results from most of the overseas companies and a rapid increase in orders. This required a full night shift in the machine shop and large numbers of new men and staff to cope. Turnover may have been higher than for years but the unfamiliarity of the new men with the work meant that profits – which had shown some improvement at £70,682 - did not rise commensurate with the increase in activity. Major efforts were made to improve collaboration between technical, production and commercial staffs in all Group companies. The Willesden factory had by now been emptied but not yet sold. In the same year, the deaths were announced of R.A. Pelmore and George S. Baker – son of Joseph Baker and one-time Chief Engineer at Willesden.
(Note: The "English" branch of the Pfleiderer family changed their name to Pelmore at the beginning of WW1)
The works was fully occupied throughout 1935 and a night shift had to be employed in the machine shop – in fact, a night shift had been a feature of Westwood Works activity ever since the move from Willesden and this continued virtually up until the time that the factory closed in 1992 (See also The Night Shift).
Output increased to a record level (excluding the single exception of 1929) and Home orders were up whilst some improvement was seen in export markets. Net profit increased to £88,644 but competition was intense. The following year saw the management introduce some significant changes in working conditions. The working week was shortened form 47 to 45 hours and the 5-day week also adopted in the offices. Holiday pay was also introduced (See also The Westwood Works Culture). Orders were slightly higher than in 1935, with turnover at a similar level and Net Profit rose to £104,395. This was the year that A.I. Baker joined the board of Baker Perkins Ltd. Orders were up again in 1937 but turnover was rather lower. Profits were affected by a rise in raw material costs and the introduction, in the previous year, of Holiday Pay.
Westwood Works had its own Fire Brigade. Originally formed in 1937 as the "Westwood Works Fire Brigade", it was equipped with uniforms and a Trailer Pump in 1938. The Chief Officer, 2nd Officer and twelve Firemen entered their first fire drill competitions in July 1938. The Brigade was augmented by several auxiliary firemen in September 1938, after the Munich Crisis, and again at the outbreak of war in September 1939, when the original strength was nearly trebled and a fire station was built on site that year. During the war, over 180 Fire Watchers were trained by the Brigade and stationed in all parts of the Works and Offices during air raid alerts. See also The Baker Perkins Fire Brigade and Westwood Works in World War 2.
There had also been, for many years, a Westwood Works Division of the St. John Ambulance Brigade with as many as 60 members at various periods between the wars and after 1940. The division regularly took part in inter-departmental, inter-group company and national competitions (See First Aid and St. John Ambulance).
In 1938, Invoiced turnover reached the highest level in the Company's history. However, the celebrations were cut short by the death, in October of that year, of F.C. Ihlee. He had been vice-chairman and chairman of the Board of Management of Baker Perkins Ltd. since 1920 and had served the company for nearly half a century since he first joined Werner, Pfleiderer & Perkins Ltd at Regent Square. A man who, in the early days, spared neither himself or his colleagues, he had mellowed over the years and, on his death, his fellow directors paid tribute to his devoted work for the company, stressing – "the humanity of a man who had been so loyal and sympathetic a friend to all, not least to the employees of the company".
Soon after Werner Pfleiderer and Perkins Ltd moved to Peterborough, F.C. Ihlee had rented Paston Hall, then on the eastern outskirts of Peterborough. Mr. Ihlee was considered by his staff at Paston Hall to be a very kind and caring employer. He developed a very fine and large collection of models of 18th and early 19th century warships. He was aided in the construction of these by F.A. Beard and John Reed. By 1935, the collection had grown to be one of the largest collections in the country and was housed in a wing of the Hall fitted out as a museum. He bequeathed the collection to the British Museum, where it is understood it is still housed.
Another significant event in 1938 was the building of a new Clubhouse in Alma Road for the Baker Perkins Sports Club. This was opened by F.C. Ihlee on 12th February, only eight months before he died. The Sports Club played a very important role in the life of the company and its employees. The full story can be found in Sports and Pastimes.
The democratic atmosphere which had permeated the Willesden factory (a Works Committee was set up at Willesden during WW1) continued at Peterborough, where the Quaker philosophy of the Bakers – and of many of their employees – had become part of the Baker Perkins tradition. Not surprisingly, a Staff Committee was set up at Westwood Works in 1938, consisting of elected representatives from all departments – 8 representing male employees in designated groups and 5 representing female employees. Its main Aim was "To provide a body which represents all salaried employees within Westwood Works and is suitable for collaboration with the Management in the best interests of the business and its staff". See also The Westwood Works Culture.
THE WORLD WAR TWO YEARS
(See also Westwood Works in World War 2)
A full account of Baker Perkins Ltd's contribution to the war effort can be found in the copy of A.I. Baker's "Address to the Works , Staff and Outdoor Committees and to the Apprentices and Office Juniors at Westwood Works", illustrated in - Westwood Works in World War 2. Such were the efforts of all the employees that, at the end of the War, A.I. Baker was able to report that - "We have been told by the Ministry of Supply that no Company has done better than we have and certainly no one has made a greater variety of weapons".
The death of Mr Walter Pelmore – one of the first directors of Baker Perkins Ltd - was recorded in 1939. Net profit for the year had slipped to £97,490 and - "Orders on the books were very satisfactory but the character of the work with which we have been entrusted and increased taxation may be expected further to diminish net earnings in the current year". The first employees left to serve in HM Forces and these men received a gratuity and allowances for the duration. Nearly 450 volunteers enrolled for ARP work. (See also Westwood Works in World War 2).
Baker Perkins' contribution to the war effort between 1939 and 1945 makes fascinating reading. As early as 1937, Baker Perkins were involved in the production of cordite mixers and before the end of 1938, were producing machines for making detonators and turning out parts for anti-aircraft guns.
The company was dealt a severe blow in October 1938 with the death of F.C. Ihlee, vice-chairman of Baker Perkins Ltd since its formation in 1920 and chairman of the Board of Management. It was left to Josh Booth to play a key role in turning the factory over to war production. In this task he was able to draw on his experiences during WW1. Working closely with A.I. Baker he launched the company on a programme of armament production, the details of which will be found in Augustus Muir's "History of Baker Perkins" – Pages 113 to 122. Further details of life at Westwood Works during the war years – the preparations for war, what was manufactured, the men and women who worked long hours, the air-raid wardens and fire watchers, the men who went to war and those who did not return – can be found by visiting Westwood Works in World War 2.
The War brought intense pressures on all parts of the business. The foundry was called upon to produce castings for mobile bakeries, cordite incorporators and many other items, light and heavy, in addition to steel castings for gun carriages. Although many of these castings were used at Westwood, a considerable quantity went to other contractors in different parts of Great Britain. The drawing office was also working under pressure. Designs for many thousand pounds' worth of jigs for use at Westwood were produced but, to make matters worse, many Baker Perkins draughtsmen were lent to ordnance factories and the Armaments Design Department.
Perhaps the men that suffered most during the war were those in the Outdoor Department. Although the staff was sadly depleted, more repair work was required on bakery plant and other machinery than ever before and this situation was not helped by an inevitable shortage of spare parts. The men were sent at short notice anywhere in the country to restore machinery in blitzed buildings, working day and night to get equipment back into production so that people could have bread. Often living in acute discomfort, the Outdoor men continued to live up to their reputation for cheerful resolution (See also The Outdoor Men).
At the beginning of WW2 there had been concern that American investments like the Saginaw factory, might have to be realised at a sacrifice in accordance with the UK Government's plan to pay for munitions from America. This, fortunately, did not occur as, under the Financial Powers (USA Securities) Regulations, 1941, such investments were taken over and deposited by H.M. Government as security for a loan made to it by the Reconstruction Finance Corporation.
Another tragedy occurred when, in March 1941, Josh Booth died. "He did not spare himself – or anyone else" a colleague wrote. "He fired us all with enthusiasm and put into our war effort the drive which was so necessary. He tackled every job with enthusiasm and a vast fund of experience". Orders were still being received from customers for execution when hostilities ceased. The number of employees in the Armed Services rose to 231 and more staff were loaned to Government Departments.
The next year, the firm suffered another grievous loss with the death of Allan R. Baker on 12th October 1942. He had served the company for nearly half a century, for almost half of that time he had been as its chairman.
 |
 |
 |
 |
 |
Allan R. Baker's successor as chairman was his brother, Joseph S. Baker but he was also in poor health and a short time later, he resigned in favour of his nephew, Allan Ivor, son of Allan R. Baker. A.I. Baker had been vice-chairman and director of production and took over the company at a time when the call for war material was reaching its height. In recognition of the company's war efforts as well as his own personal service to the cause, he received the C.B.E. in 1944.
The volume of orders placed for execution when hostilities had ceased continued to increase. By now, nearly 250 Westwood men were on Active Service.
The death of Mr. D.Y.B. (David) Tanqueray was announced in 1943. He had been the driving force behind Baker Perkins' presence in the laundry industry since the acquisition of Aublet Harry in 1924 and had been in charge of the Materials Control Unit, set up at Westwood at the beginning of the war to ensure the supply of materials to the Works. So successful had he been in this task that the Ministry of Supply requested his services, appointing him as Deputy Director of Weapon Production. He soon had that department running smoothly and, towards the end of 1943, was allowed to return to Peterborough. Unfortunately, his strenuous efforts had undermined his health and he died shortly after. Over 300 Westwood men and women were now in the Forces and each received a quarterly "News Letter" which the company had been sending to all those serving since the start of the war. The remainder of the outstanding shares in the Forgrove Machinery Company were purchased
The Company Annual Report for 1944 stated - "The great success of our own forces and those of our allies during 1944 have made it possible for us to start preparations for the important task that lies before us of re-equipping the industries which we serve". The proportion of civil production going through the factory was beginning to increase, although over 400 men and women had left to serve in HM forces. By 7th May of the following year, A.I. Baker was writing – "Now that the end of the war is in sight, the beginnings of the change-back to our products has started. This process will gain momentum from now onwards, and I hope that guns and other war equipment will soon have disappeared from the factoriess".
In 1945 an opportunity occurred to purchase more of the Peerless Electrical Manufacturing Co. company's shares. A holding in the company had first been acquired in 1931 and it now became a 'subsidiary company'.
By the end of 1945 the return to production of machines and ovens was almost complete but there was still one whole bay of Westwood Works devoted to production of the Bofors guns ordered under the Government's defence policy. Labour shortages – aggravated by the "call-up" of younger men – uncertainty on costs and shortages of materials continued to cause problems. Although Westwood Works welcomed back 100 men from active service, cancellation of the deferment of younger men and youths led to losing 60 skilled workers. Sadly, the death toll among those who had left to serve their country rose to seventeen and three more were feared lost.
The need for extra capacity to cope with the back-log of orders – the key problem being that of ensuring that the work supplied by sub-contractors would be up to the Baker Perkins standard – was met by the directors deciding to open a factory that would be complementary to Westwood Works in Hebburn-on-Tyne, close to Newcastle. In early 1946, Bedewell Works, a site having the advantages of a self-contained location and a further 11 acres available for expansion, was acquired on rent. For the full story see History of Bedewell. True to the democratic style of the company, a Works Committee was set up at Bedewell soon after production started in 1946.
THE POST-WAR YEARS – BUILDING FOR THE FUTURE
The massive efforts put into war work by the company and its employees did not go unrewarded. Profits had grown by 50% over the period of the war – from a net profit of £97,490 in 1939 to £146,687 in 1945.
During the early part of 1946, war work at Westwood was finally disposed of and the new Bedewell Works began production. In the early days at Bedewell the Tyneside sheet metal workers and boiler makers were unfamiliar with the techniques needed in handling our light metal products. Many of those concerned had previously worked in the shipyards and they had not had the long training required for the precision work of Baker Perkins. At first, it was inevitable that the labour force kept changing and that exacerbated the problem. All this gave rise to the superior comment which was reputed to have come from someone at Westwood Works: “Here we work to the nearest thousandth of an inch in the machine shop and the nearest eighth of an inch in the plate shop – at Bedewell they just work to the nearest ship”.
The foundry at Westwood was unable to keep pace with the demand for castings, particularly of the lighter type and the Alliance Foundry, Luton (See History of Alliance Foundry) and St. Peter's Foundry, Newcastle were purchased. 130 men were welcomed back to Westwood but 95 more young operatives were called to the colours.
Gordon Steels remembers what conditions were like in the Drawing Office immediately after the War:
"In the early post WW2 war years, the Drawing Office sections and the Sales Office sections were separated with all the trading sections of the D.O. coming under the responsibility of one manager who was also a director of the company. Similarly, all the sales sections were the responsibly of one manager and director. In the first years after the war, R&D activities were at a low level or virtually non existent as all technical resources were needed to handle the immense volume of orders as our customers' factories, both at home and abroad, started to rebuild.
A shortage of draughtsmen was anticipated with the introduction of a training scheme for which twelve craft apprentices were recruited and sent away to Leicester in groups or four, to be trained as junior draughtsmen. Later, an interviewing committee was formed to select suitable craft apprentices at the age of between 19 and 20 years old, for a broader craft training plus periods of time in the new D.O. school before entering the main D.O.
Early post war shortages of raw materials, as industry changed production from munitions to peace-time requirements, created a few problems and involved extra D.O. work, such as the shortage of steel sheet. This was replaced wherever possible with aluminium sheet, of which large surplus stocks were available from the running down aircraft industry. Electric motors were in short supply, particularly the larger sizes. Chocolate refiners, for instance, required 40hp motors and all types of makes and of all proportions were used, some probably reconditioned from the scrap heaps. Different mounting platforms and vee belt drives had to be produced for almost every Refiner built.
Electricity became in short supply, particularly during the bitter winter of 1947. Power was rationed and all available to the company was used for the machine tools. In the offices we worked without heating or lighting, in overcoats and gloves at the drawing boards, until the light was too bad to see. Saturdays were worked to get the extra daylight working hours".
The death of J.S. Baker - successor to his brother, Allan J. Baker, as chairman of the company but who had resigned soon after in favour of A.I. Baker because of ill health - was announced in 1947. Demobilisation continued with 56 men and six women returning to Westwood from active service but 14, mainly apprentices, were called up for National Service. One major and, as it turned out, for the local economy significant, event was the introduction of the Employees' Profit Sharing Scheme. After the trials and tribulations of WW2, during which all parts of the Company pulled together to make the great achievements described in Westwood Works in WW2 , the return to peace brought a quite exceptionally heavy demand from our traditional customers who, to a large extent throughout the war, had had to make do with their pre-war equipment. This demand created an unusual degree of confidence in activity levels and profitability in the years immediately ahead and, on the initiative of Barton Baker, Chairman of the Board of Management, the Directors decided to start a Profit Sharing Scheme. The objects of the scheme were:
"To try to make all who work at Baker Perkins feel part of the same enterprise: to create a greater interest in their work by giving employees the opportunity to participate in the profits of the Company in the years of real prosperity and to continue and extend the spirit of co-partnership which has existed in the past".
The scheme was introduced in 1947 and was based on a formula related to the Company's profits. All full time permanent employees of Baker Perkins Ltd over the age of 21 participated after completion of two years' service. (See also The Profit Sharing Scheme).
Despite the optimism expressed in 1947, the directors reported in the 1948 Annual Report that - "The period of post-war difficulty has proved longer and more serious than all had hoped". The demand for plant and equipment was such that considerable effort was expended in organising sub-contracting capacity in various parts of the country. The directors also announced the human cost to Westwood Works of the war – "384 employees joined HM Forces before VJ Day, of these 277 returned to the company, 91 did not do so and 16 must be recorded as killed or missing". There are 20 names of Westwood employees recorded on the Baker Perkins Ltd Roll of Honour.
The British government had drawn deeply on much of its substance to fund its war efforts and there was an urgent need to bring its balance of payments under control again. All UK businesses were entreated to resume their export trade at the earliest possible opportunity. To help in this, the Ministry of Supply gave priority in its allocation of raw materials to those firms manufacturing substantially for overseas markets. This was little problem for the Bakers, who had been in the exporting business for three-quarters of a century and one of the first markets to be re-addressed was Europe, with its urgent need to recreate its shattered industries. The Government, however, needed dollars and a major effort was directed at both North and South America, Harold Crowther being sent to South America to take charge of Baker Perkins sales there.
By 1948, Baker Perkins' exports had increased by an amount which would have seemed impossible only two years before, and it was estimated that by 1949 the amount of export trade was close to four times higher than it had been in 1938. E.H. Gilpin, acknowledged to have been Baker Perkins' greatest overseas salesman, was honoured with a knighthood in 1949. Sadly, he died in August 1950, having served nearly sixty years with the Company.
Two important employee benefits were introduced in 1949. The first was the Mutual Aid Fund, launched for the benefit of hourly paid employees who were absent due to sickness. The fund was administered by Trustees, consisting of a member of the Board of Management; the group internal auditor; two Works representatives and the works welfare officer. Benefits were paid for the first 13 weeks of any twelve months of sickness. Benefits were free of tax. The second was the pension schemes – identical schemes for Works and Staff employees. Contributions were graded according to salary with the company paying a contribution approximately equal to that of the total employees' payments. The company also provided free life assurance for all employees who joined the pension schemes, equal to approximately one year's basic salary or wage. (See also The Westwood Works Culture). A Benevolent Fund also existed for the benefit of Works employees to which the employee subscribed a small sum (2 pence per week in the 1940's) with the company contributing a sum equal to half the employees' contributions. This Fund was administered by a committee of 12 works employees. For a summary of the relations between the management and the Unions at Westwood works see Unions at Westwood Works.
These were by no means the only employee benefits available on site at Westwood Works. An employee could have a meal, a haircut, teeth fixed, a medical examination, be dosed with cod liver oil capsules, have sun-ray treatment and buy a pair of safety boots (See On-site Services for Employees, Manor House Hospital and Feeding the Three Thousand).
The problems of rising costs, a shortage of skilled labour and demands for enhanced hygiene, were all impinging on Baker Perkins customers and the application of automation was seen as the solution. Despite the fact that no plants had been built in the United Kingdom on the scale of those in America, it was necessary to take a fresh look at the traditional product line and ensure its development to meet the new demands. Key to the development of new designs had long been an efficient test bakery where tests using new designs and materials could be carried out. A new, purpose-built experimental facility was built at Westwood in 1950. It contained a miniature bakery, burner-testing apparatus, together with a wide range of other equipment. The facility was run by G.D. Wilson, who had developed the first experimental department at Willesden (See The History of Joseph Baker & Sons Ltd.). Prototype machines and machines destined for trials at customers' factories were first erected in the experimental department but this work was not conducted behind locked doors. Customers were encouraged to visit the facility and see pilot plant in operation. This sometimes paid dividends in that a customer might realise how a feature that he had been watching on one machine could be adapted to solve a particular problem that he was experiencing in his own business. Such a suggestion led to a rubber-extruding machine being developed to manufacture breakfast cereals. Such close personal contact with customers became a key part of the company's marketing strategy.
THE FIFTIES – "EXPORT OR DIE"
The Fifties were a time of great change for the company. The country needed foreign exchange and the company needed a source of trained personnel. It was necessary to make fundamental decisions about the future direction of the company and to recognise that, by the middle of the decade, the composition of the board had changed significantly.
The question of how the Company should be managed to meet the new challenges was inevitably in the forefront of the director's minds. Baker Perkins was still being run by a Board of Management, the concept that had been suggested by F.C. Ihlee back in 1919 when Joseph Baker & Sons and Perkins Engineers had first come together. (See History of Joseph Baker, Sons & Perkins). In 1950, Barton Baker drew up a Paper entitled "A Board of Management instead of a Managing Director", to be presented to The British Institute of Management. (In the event, due to Barton Baker's ill-health, the Paper was presented by A.I. Baker)
The Paper set out the arguments for and against a Board of Management and provoked a lively discussion among the audience. A copy of the document has been lodged in the Baker Perkins Archive at Peterborough Central Library but it is worth recording here a few points from the Question and Answer session that followed the presentation.
By way of introduction, A.I. Baker had briefly explained some points of general interest in the management and operation of Baker Perkins:
- The company manufactured a great variety of capital goods on many of which the customers expected special managerial attention. There, in consequence, in Baker Perkins, proportionately many more senior and semi-senior posts than were usually found in other similar-sized undertakings.
- Although the Board of Management might be compared with a Managing Director, it did in fact carry wider powers. With the exception of major policy, large capital expenditure and subsidiaries, the whole of the management and direction of the Company was vested in it.
- Emphasis was placed on the importance of the informal daily consultation between the members of the Board of management, which it was felt had much to do with the fostering of that team spirit that was so important to the success of such a top-level organisation.
In reply to questioning, it was said that it was considered an essential
part of the Board of Management that they should each bear equal responsibility
and receive equal pay.
One questioner agreed that the secret of the success of the Baker Perkins
Board of Management appeared to be not so much in its organisational value
but in its teamwork - he quoted the statement in the Paper regarding emergency
decisions being taken by one member in full knowledge that he would always
be supported by the rest. In reply, Mr Baker suggested that it should
be clearly understood that each member of the Board of Management had
individual responsibility for a particular sphere of the business and
in consequence most of the day-to-day running of the business was done
by them individually and not by the Board of Management as a whole.
Mr Baker agreed that to a certain extent the formation of the Board of
Management was an accident of history, having been set up after an amalgamation
and had possibly been designed to avoid a decision as to which firm should
have supreme authority. He went on to explain that if a member was away
for any length of time, another member, usually the Chairman, assumed
responsibility for his particular function or functions. All members were
perfectly capable of making decisions on functions other than their own.
The Chairman referred in his closing speech to - "The basic facts which the discussion had emphasised - the necessity for team spirit and for dealing with all matters strictly on their merits. The scheme outlined in the paper was a fascinating one and it would appear that the difficulties of divided authority which one would expect in such an arrangement came to nothing before such goodwill, understanding and single-mindedness of purpose as evidently existed in the Board of Management of Baker Perkins. Indeed, he felt that the fact that one member of the Board had been able to deal so adequately with a paper prepared by another member was, in itself, sufficient indication of this".
(NOTE: In 1965, a comprehensive review of the organisation and its management was undertaken. Following this review it was decided to move to a line management structure and the board of management structure that had been in place since 1920 was discontinued in 1966 in favour of line management. See The Sixties - Divisionalisation and Focus - below).
The business continued to grow strongly and, by 1950, net profit had more than doubled since the end of the war to £316,666. Exports were the highest ever achieved and represented about one third of Turnover. The post-war world was a very different place with import restrictions and currency problems varying from country to country. It was clear that a radically new approach was required, with specialists trained, technically and commercially, specifically to sell Baker Perkins products in overseas markets. A new company, Baker Perkins (Exports) Ltd., started operations at Westwood Works on 1st September with Harold Crowther as Managing director and H.S. Hargreaves as his deputy. (See also The Export Company).
50 years of growth
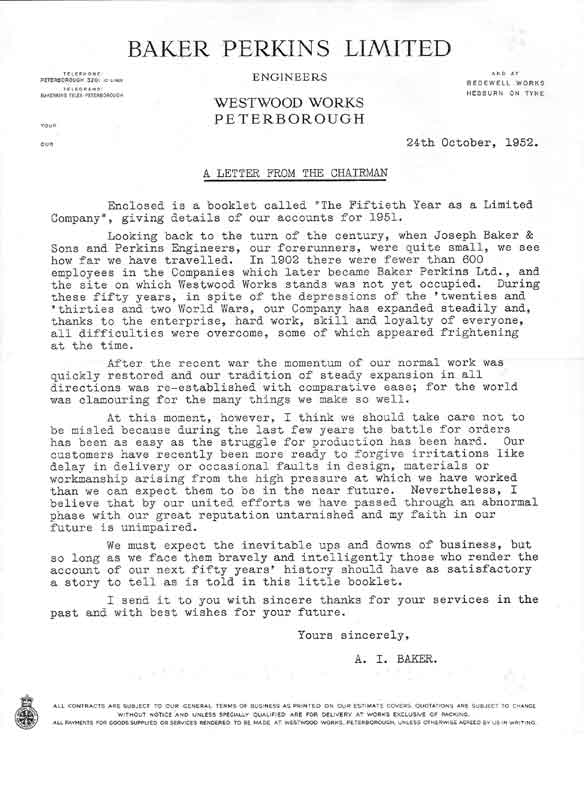
1952 marked the fiftieth year of the Company as a limited company (Joseph Baker & Sons becoming a limited liability company in 1902 - see History of Joseph Baker & Sons Ltd) and a commemorative booklet was issued showing how the company had grown and giving details of the accounts for 1951.
 |
 |
| A Letter from the Chairman |
The Chairman's penultimate paragraph is worthy of note.
1953 was a year of major change with four of the old guard leaving the board to be replaced by a transfusion of new blood as new people were elected to take their places. G. Ralph Baker (grandson of the founder) retired after forty-three years service with the company; John E. Pointon retired after just short of sixty years service – through his inventions, largely responsible for bringing the company to its leading position in the bread machinery business and G.E. Toulmin – "the gentle and erudite company secretary" – passed away after having been with the company for thirty-two years, the last two decades of his life as a member of the board. G.A. Lemon, a member of Eisenhower's staff during the war and who had contributed to the post-war organisation of Baker Perkins, resigned in the same year. The end of WW2 saw Baker Perkins Ltd. with a limited number of machines whose application fell outside the core 'food' business. The Saginaw operation had a somewhat wider range of equipment which was being sold quite successfully through their 'Chemical' Division and, as a consequence, a Chemical Division was set up in Peterborough in 1954 under J.M. (John) Peake.
Another major development in the early 1950s was the setting up by Claude Dumbleton of the "Design Committee". As Augustus Muir puts it -
"..... a system that did not curb the genius of any individual, but rather helped to guide the diverse talents of designers so that there was inter-dependence within each group. The occasional flash of personal brilliance was always acknowledged, but the emphasis was now on co-operation. An idea might come, not from an engineer, but from a commercial representative who had realised the need for a machine to fulfil a special requirement. Technicians would explore the suggestion, scrutinise the design to make sure that it would not infringe an existing patent - and, indeed, decide whether it was something new and therefore patentable. Not until a preliminary design had been approved by the Design Committee was permission given to make a prototype machine. In the end, it often happened that none of those who had taken part could tell who had found the answer to this or that mechanical enigma. Team work was coming into its own".
(See also The Experimental Department - The Designs Committee).
BOARD OF MANAGEMENT SERVICES (BOMS)
There is a brief mention in Departments at Westwood Works to the Board of Management Services being set up as the first experience for new graduate recruits to the company who were considered to have senior management potential. These recruits were not necessarily joining Baker Perkins as their first job. A few years before the BOMS was formed both Ivor and Barton Baker had personal assistants. Peter Lewis Smith had been PA to Ivor Baker before Ralph Batson and Stephen Hargreaves was PA to Barton Baker before John Peake arrived in 1951. Peter Dyson recalls -
"I joined Baker Perkins in July 1950. After a brief induction course and working on budgets with Cliff Richardson, I became a member of the Board of Management Services, sharing an office at the top of the lift shaft next to the ladies cloakroom with John Peake, and Ralph Batson. Cliff Richardson and I, aided by Roland Knighton, were responsible for the introduction and continuation of monthly budgets at factory foreman and office manager level at Peterborough and Bedewell. All the BOMS members were secretaries of various committees and wrote reports for the Members of the Board of Management". Paul Edmonds was in charge of the BOMS initially.
Sometime in late 1952 or early 1953 Ivor and Barton came to the conclusion that it would be better if they ceased to have individuals reporting to them and Ralph Batson and John Peake then joined Peter Dyson and Cliff Richardson in BOMS.
 |
BOMS progress list June 1954 poem |
Peter Dyson left Peterborough in August 1955 to help Cyril Ballinger
set up the factory in Sao Paulo, Brazil, (see History
of Baker Perkins in Latin America) and returned to be Chief Accountant
of Forgrove Machinery Co. in August 1956.
Stuart Marriott joined the company in 1949 and worked in BOMS as an organisation
and methods assistant until 1958 when he was appointed organisation and
methods officer. He recalls:
"On my return form National Service and as part of my traineeship with Baker Perkins I did a stint in the BOMS during 1956 and 1957. Paul Edmunds was in charge of the BOMS at the time. Keith Marsden was there doing market research to be joined later by David Bullough. Cliff Richardson, Harry Childerly and Roland Knighton were concerned with Budgets and Statistics. I recall that one of my regular duties at that time was maintaining Barton Baker's "Black Book" which contained numerous graphs and charts on financial and other aspects of the company's operations.I also spent a lot of time with the Drawing Office Specification Methods Committee chaired by George Wilson".
Cliff Richardson continued as budgetary and statistical control officer until 1958 and then assistant to Paul Edmunds who became group controller in 1961. It is thought that a part of BOMS - the market research activity - ceased to operate in 1961.
MEMORIES OF BoMS - JOHN PEAKE AND PETER DYSON
Prompted by perusing a copy of BPHS's latest publication - "Baker Perkins Through the Years - People and Places", John Peake and Peter Dyson have shared their memories of the time when they were both members of the “Board of Management Services” with Ralph Batson and Cliff Richardson.
Peter and Cliff dealt with the accounting work, Ralph, who had been working for Ivor Baker, dealt with personnel and other matters while John, who had been working for Barton Baker, was involved with matters more of an engineering/design nature.
While Peter Dyson was in Brazil, John was sent to the States to study their experience with “divisions” – food and chemical. This was as opposed to the Peterborough organisation with separate Sales and Drawing office departments. When he returned he recommended that a Chemical Division should be formed. He had hoped to take on the drawing office section of it himself, but instead was surprised to be put in charge of it all!
Peter Dyson recalls August 1950, when he shared a room at the Hostel on Bridge Street with Murdoch McKinley McCullock and Murdoch McKenzie Charteris – two very distinguished names for two very pleasant companions. He believes that he followed a similar introductory course to the one devised for Stephen Hargreaves that involved working in all the sections of the Accounts and Cost Office. What struck them both was that all the instructions and forms produced a very comprehensive and detailed accounting and costing information system that were all prepared manually and all had the name F.C.Ihlee or FCI on them.
When Cliff Richardson and Peter Dyson had an office on the 6th floor behind the ladies’ cloakroom next to the lift motor room their typing was carried out by Ursula Allen. She copied all their budgets and forecasts, was always bright, cheerful and helpful, and persuaded Cliff to join the chorus of one of the Musical Society productions.
During the 1960s and 1970s, a period of very high inflation, Peter was a Pension Fund Trustee. The value of pensions in payment shrank from providing a respectable retirement to an amount that did not support a decent standard of living. The Management knew it was a problem, but it was thought that letters from Herbert Kirman detailing the problem that faced him and his fellow pensioners that stimulated the Pension Fund Trustees to come up with a solution.
Harold Crowther persuaded Peter to take his wife, Hilary, and their eight month old daughter to join Cyril Ballinger who was working in Brazil. They had packed up and were within a week of sailing when Ivor Baker rang to say that a job had come up in Leeds. Peter was given the job (by Harry Wenban) and it was agreed that the job would be kept open for a year. Ivor Baker confirmed all the details. At the end of a very enjoyable 12 months in Sao Paulo, Colin Joyce embarked to Brazil to take up Peter’s position.
When the Board of Management Services was set up Cliff Richardson and Peter Dyson came down from their sixth floor office to share an office with John Peake and Ralph Batson.
Peter Dyson concludes with - "Other names spring to mind and with them very happy memories – Tony Brown, John Hardy, Eddie Kalfayan, Norman Mountain, Bill Sampson, Leslie Simpson Ray Wilkins …"
"Jim Deboo and Graham Aubrey both did jobs that brought them into contact with almost everyone in the Group. They must be well remembered by all".
THE FIFTIES – "GROWING OUR OWN WOOD"
The post-war years brought shortages of many kinds and in the late forties and early fifties, the task had been to build up the labour force, taking back men returning from active service and recruiting others. The average age of skilled craftsman at this time was fifty-five and new recruits were hard to find. The question was where were the new generation of skilled workmen to come from. Willesden had a long history of boys being indentured for seven years and learning their trade alongside older men and soon after joining the company in 1931, A.I. Baker had been given the task of studying the whole problem of apprentice training. By 1944, this had become a key topic.
The story of the development of training at Baker Perkins to a point where it became the industry standard is told and illustrated in Training at Westwood Works and Training. A key feature of this was the opening, in 1954, of a purpose-built Apprentice School through which passed thousands of craft, student and graduate apprentices to fill the skilled positions created by the company's rapid growth.
The directors were proud to announce that - "The arrangements for apprenticeship and training built upon a foundation laid in 1944 will bear comparison with those in any other manufacturing enterprise in the country".
Continuing the long history of consultation between management and employees which had begun with the setting up of a Works Committee at Willesden in June 1918, it was considered in 1954 that a new body – "The Forum" – should be constituted with the objective of providing a means of communication between all of the representative bodies:
- The Staff Committee – established in 1938.
- The Works Committee – established in 1918.
- The Sub – Committees of the Works and Staff Committees
- Works and Staff Pension Sub – Committee.
- Works and Staff Housing Sub-Committee.
- Works and Staff Retirement Advisory Committee.
- Foremen's Advisory Committee – established in 1950.
- Apprenticeship Advisory Committee.
- Shop Consultative and Advisory Committee. – established in 1954.
- Safety Committee.
- Canteen Advisory Committee.
- Westwood Works Community Fund.
- Mutual Aid Fund.
More information on consultation at Westwood Works can be found in The Westwood Works Culture.
THE FIFTIES – "PLANNING FOR GROWTH"
After the post-war order back-log had been cleared and work at Westwood returned to "normal" – albeit in a very changed world, A.I. Baker had stated some years before – "Experience has proved that a business cannot stand still; it either goes forwards or backwards. When we cease to expand, we begin to go downhill". It was time for big decisions to be made and In November 1954 a committee was formed – the Future Development Committee – with the remit to make a definite choice between retrenchment and expansion. Six months of discussion and argument followed.
Consideration was given to all of the industries served by the company and to many outside its accepted range. When the report of the committee was placed before the directors, it was forthright and decisive, with no hesitation or half measures. The policy was to be that of expansion to be carried out by:
- The acquisition of new businesses.
- Obtaining new manufacturing licences.
- Enlarging certain departments.
- An increase in research.
The existing situation was seen as Baker Perkins being:
- The most important suppliers of bread making plant in the UK.
- Just as strong in the biscuit industry.
- Strong in chocolate and confectionery machinery.
- Fairly strong in wrapping – Forgrove.
- Weak in laundry machinery.
- Only a limited range of equipment for the growing chemical industry.
As a result of the Future Development Committee’s deliberations, a chemical division was set up at Peterborough in 1954 under J.M. (John) Peake. The story of its development can be found in History of Baker Perkins in the Chemical Business and in History of Baker Perkins Chemical Machinery Ltd.
Reflecting the "Family" culture fostered at Westwood Works, "Open Days" - when the families of employees could see something of "what Dad does at work" - were warmly welcomed. These events were held in on a number of occasions over the years, the first taking place in 1955 (See Open Days).
1956 was the first year that a figure for Turnover was announced in the Annual Report. Profits were up substantially over the previous year, with net profit at £415,305 on a Turnover of £14.3m, despite continuing uncertainty about the world economy and the effects of credit restrictions. Exports had by now reached one-third of the company's turnover and, in 1956, before any of the potential acquisitions described above had been made, the directors agreed that - with a view to improving efficiency - Baker Perkins (Exports) Ltd, which had begun operations in Westwood Works in 1950, should move to Swallow Street, Piccadilly, London. 15 years later, in 1971, the Export business was back at Westwood Works. (On January 1st 1969, a new company Baker Perkins International Ltd. had come into being and Baker Perkins (Exports) stopped trading after 18 years' life and over £47m worth of sales. This move was part of the re-organisation of the group's overseas activities into six geographical regions. In 1971, the responsibility for international sales was given to the operating divisions and Baker Perkins International Ltd moved back to Westwood Works, Peterborough.) (See also The Export Company). As part of the on-going development of the group's overseas activities, a packaging machinery sales outlet - Forgrove GmbH was set up in Cologne. (See also History of Forgrove GmbH).
THE FIFTIES – "CHANGING OF THE GUARD"
Another severe loss to the board occurred in 1956 with the sudden death of Barton Baker, another grandson of the founder, a member of the Board of Management since 1936 and its chairman since 1945. He had reconstructed the Outdoor Department and had been heavily involved in the setting up of the profit sharing and pensions schemes. In the same year, Paul Baker had left Bedewell Works (See also History of Bedewell). Only two members of the Baker family were now left on the board – A. Ivor Baker, the chairman, and J.F.M. Braithwaite, vice-chairman.
The association between the Braithwaites and the Bakers had begun many years before when Joseph Allan Baker had met Joseph Bevan Braithwaite in around 1880 at the Quaker Meeting House in Holloway. It was there that they were involved in the Adult School Movement and together started a night-school - a humble precursor of the modern Workers' Educational Association. George Baker married a sister of Joseph Braithwaite and Martha Janette – one of Joseph Allen Baker's daughters – married a Braithwaite son, who was later to become Sir John Braithwaite, chairman for ten years of the London Stock Exchange. Sir John's son, Joseph Franklin Madders Braithwaite, (b. 1917, d. 2005), known by his second name, Franklin, joined Baker Perkins Ltd in 1946, was elected to the board in 1950 and appointed vice-chairman in 1956. He served on the Board of Management from 1952.
The other members of the board who were to help steer the company through a turbulent and testing growth period were:
- Harold Crowther – managing director of Baker Perkins (Exports) Ltd - a member of the board since 1953.
- Stephen Hargreaves – manager of the Outdoor Department – elected to the board in 1954.
- Ray H. Wilkins O.B.E. – who followed G.E. Toulmin as company secretary – after three years on the Baker Perkins Ltd. board, he was invited to join the Board of Management, combining this job with that of company secretary until John S. Hardy took over this post in 1958.
- C.N. Brown – had worked on the sales side of the Bakery business, also serving during WW2 as Deputy Divisions Food Officer and Area Bread Officer for the Northern Division. He was elected to the board in 1947, serving as a member of the Board of Management of Baker Perkins Ltd before his untimely death in 1966.
- H.J. Wenban – A board member since 1943 when The Forgrove Machinery Co., of which he was chairman, merged with Baker Perkins.
- Norman Mountain – home sales manager for biscuit, chocolate and confectionery machinery - joined the board in 1955 after entering the company in 1946.
- John Peake – head of the Chemical Machinery Department joined the board in 1956.
The three remaining board members were old Willesden men:
- Herbert Kirman – joined the Baker firm in 1913, becoming a director in 1920, remaining on the board until 1958. He had been a member of the Board of management and for a period was its chairman.
- Claude A. Dumbleton – joined Willesden in 1919 and specialised in the development of baking ovens, acting as technical adviser until 1963. He became a member of the board in 1939.
- George D. Wilson – spent thirteen of his forty-three years with the company as a director with day-to-day involvement in the Experimental Department. He retired in 1963.
For many years it had been the policy of the board to elect directors from full-time employees who had risen to senior managerial positions and had shown exceptional promise. During the 1950's, a feeling had grown that it might be advantageous to co-opt to the board at least one part-time member from outside. The hope was that this would bring a fresh viewpoint to the board's deliberations. In 1957, J.S. Carolin, who had been managing director of Rio Flour Mills in Brazil, an important customer of Baker Perkins, was appointed to the board in August 1957 as a non-executive director.
THE END OF AN ERA
Johnny Pointon, the genius behind the development of the company’s bakery machinery business (see The Pointons), had retired in 1953 and the passing of the old regime on the technical side of the food machinery business was finally signalled at the end of 1956 with the retirement from active duty of Claude Dumbleton, technical director. This was followed a year later by G.D.(George) Wilson, drawing office manager, moving to the Experimental Department. Both were ex-Willesden people, who had held these positions since 1945. Neither had deputies and therefore major questions about management succession were being asked. W.T. (Bill) Holloway had been No 3 in the D/O hierarchy under Claude Dumbleton and George Wilson but he was experiencing health problems by 1956 and retired at the end of that year.
Claude Dumbleton had much to do with the development of biscuit cutting machines at Willesden and was the driving force behind the development of travelling ovens and as Muir puts it – “No history of bread baking in England would be complete without some account of his achievements in that specialist field”. (See also History of Baker Perkins in the Biscuit Business and History of Baker Perkins in the Bakery Business)
He bought a retirement house in St Mawes, Cornwall. It was here that he spent a considerable time in the writing of his fascinating record of the development of mechanical ovens -" The Oven Game ". He retired from the Board of Directors in 1963.
Throughout 1956 there had been a number of meetings involving Claude Dumbleton, Barton Baker (Chairman of the Board of Management), J.M. Peake, D.A. Ogilvie and S.C. Hargreaves. Following the death of Barton Baker, these discussions were joined in September 1956 by Franklin Braithwaite who was to take over responsibility for all DO matters on Claude Dumbleton's retirement. From Jan 1957 the D/O Managers (GDW, KF and SCH and from 1958 DAO) reported to JFMB and he chaired informal Drawing Office Managers meetings.
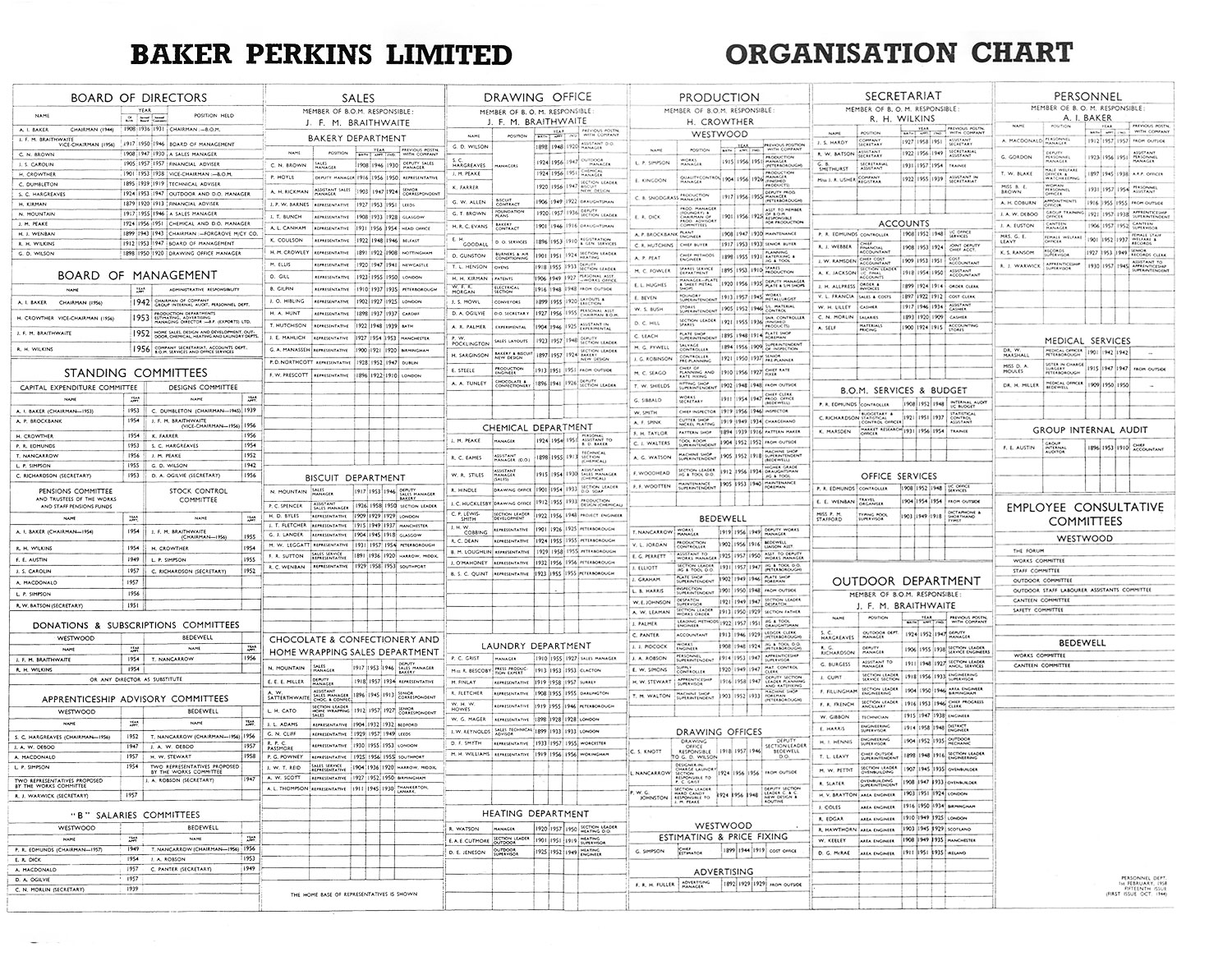 |
An Organisation Chart from 1st February 1958, showing the changes described. It covers Management Committees, Sales Departments and the Drawing Offices as well as the key Service Departments both at Peterborough and Bedewell. |
John Peake had been attached to the D/O, reporting to CD, in 1953, was put in charge of the chemical division in 1954 and became the member of the Board Of Management responsible for the technical departments in 1960.
Stephen Hargreaves and Ken Farrer had joined the company in 1947, John Peake in1951 and David Ogilvie in 1955. Stephen Hargreaves moved over from managing the Outdoor Department in 1956 to become drawing office manager – Bakery, with Ken Farrer being made Manager, Bakery Machinery New Design. David Ogilvie was appointed drawing office manager – Biscuit in 1958.
Stephen Hargreaves recalls:
“I had under my wing Bakery Contract and Bulk Handling (Reg Evans), Conveyors (John Mowl), Layouts (Peter Pocklington), Ovens- both bakery and biscuit- (Peter Henson, who had taken over from Jim Warrington on his death a year or so before), Burners (David Gunston), Heating (Bob Watson), Electrical (Wilf Morgan), and Standards and production links (Ed Steele). As far as I can recollect GDW continued to be DO Manager responsible for Experimental ( Austin Palmer). Biscuit Machinery (George Allen), Chocolate and Confectionery (Allen Tunley), possibly Patents (Kirman) and AESD trade union relations (AESD -The Association of Engineering & Shipbuilding Draughtsmen – later DATA, the Draughtsman & Allied Technicians Association. See also – How It Was – Unions at Westwood Works). In addition Claude Dumbleton had prior to his retirement passed to me his responsibilities for the Estimating Department and as Chairman of the Apprenticeship Advisory Committee.
In 1958 I passed over to David Ogilvie responsibility for Electrical (Wilf Morgan) and Ed Steele. This will have been when DAO took over as DO Manager of Biscuit Machinery and GDW moved to the Experimental Dept. I assumed responsibility for AESD relations when GDW moved to the Experimental”.
From the end of 1959, Ken Farrer too began to suffer from health problems and was transferred in March 1961 onto ‘Special Assignments’, his previous responsibilities being divided between David Ogilvie and George Wilson (who had been re-appointed as drawing office manager but still retained his responsibilities for the Experimental Department until his retirement in 1963).
Gordon Steels was appointed Chief Engineer – C+C in 1960 reporting to E.E. Miller, sales manager C+C. Gordon remarks –
“Unknown to me at the time, this was the start of divisionalisation, with a combined responsibility for both commercial and technical departments”
Alan Tunley, previously Gordon Steels’ section leader, was moved onto special projects, working closely with G.D. Wilson. By 1962, Gordon Steels was reporting to P.D. Francon-Smith who, for a short time was drawing office manager responsible for Chemical, Mixers and C+C, which had moved into the Orlit building on the west front car park.
John Peake became vice chairman of the Board Of Management in 1963, retaining his position as member of the BOM responsible for the Technical Department.
In a relatively short time, the whole management of the Drawing Office had undergone a complete change with new men taking over from those who had led technical development since the early part of the century. This could be described as the first drawing office revolution. The second was to come in the mid-1960s with the arrival of the Industrial Designers, followed by the introduction of CAD/CAM. (See The Drawing Office).
Further changes came in 1964 when, as part of a move to enhance the status of senior technical personnel, the title of ‘chief engineer’ was given to those previously known as ‘section leaders’. The new ’second layer’ of technical management consisted of:
- G.W. Allen – chief engineer, biscuit.
- D.K. Baker – chief engineer, bakery
- R.C. Brunswick – chief engineer, cake and biscuit mixing.
- H.R.C. Evans – chief engineer, bakery contracts.
- T.L. Henson – chief engineer, oven & cake department.
- J.C. Hucklesby – chief engineer, chemical.
- R.H. Jackson – chief engineer, bakery contracts section.
- C.P. Lewis-Smith – chief engineer, experimental department.
- R.G. Maycock – chief engineer, biscuit machinery section.
- M.M. McCulloch – chief engineer, materials handling.
- J.C. McCaskie – chief engineer, bakery new design section.
- W.F.R. Morgan – chief engineer, engineering services.
- J.S. Mowl – chief engineer, product handling.
- P.W. Pocklington – chief engineer, plant layouts.
- J.A. Smith – chief engineer, oven section.
- G. Steels – chief engineer, chocolate & confectionery.
At the same time, Stephen Hargreaves relinquished his position as drawing office manager and became - Director responsible for company financial, statistical and budgetary control and the new central computer organization. David Ogilvie took over most of the food machinery technical responsibilities with R.E Purdham as drawing office manager of the materials handling section, engineering services, the electrical sections at Peterborough and Bedewell, together with the Bedewell drawing office.
FLOTATION ON THE STOCK EXCHANGE
With the changes in the Drawing Office fully documented, we now have to go back to 1957, the year when permission for quotation of the Baker Perkins ordinary stock on the London Stock Exchange was granted and the Company's performance came under wider scrutiny. Profits were slightly higher in that year than in 1956 and good results were recorded throughout the group with the exception of the Brazilian company. As the American small baker was considered to be fast disappearing, it was decided the Century Machinery Company, Cincinnati – originally purchased in 1929 – should be liquidated and the proceeds employed in strengthening the position of the American company.
In the late 1950s the confectionery part of the Chocolate & Confectionery section of the drawing office was split away from the chocolate side and moved to Bedewell, where it joined with members of the candy forming machine section from Forgrove of Leeds. After about three years, due to personnel leaving, the confectionery side was moved back to Peterborough and the C & C section was reformed.
The recession in many parts of the world continued to slow the demand for capital equipment, particularly in the United States and some problems remained in Brazil. Despite this, the plans laid by the Future Development Committee in 1954 began to bear fruit. The first acquisition of the Directors' policy of broadening the basis of the business was in the chemical industry with the purchase in May 1958, of Steele & Cowlishaw (see History of Steele & Cowlishaw) followed by Packman Machinery Ltd, Twyford (engineering design projects) and Yates Plant Ltd, (Welding equipment). In North America, BP Canada's manufacturing facilities were enlarged and the Petersen Oven Co., Chicago (makers of baking ovens) merged with BP Inc. As part of the group's on-going commitment to training, new Apprentice Schools were built at Bedewell and at Forgrove, Leeds.
Packman Machinery Ltd. had been acquired as a result of Barton Baker’s wish to pursue the idea that there should be a new design and development centre entirely separate from the drawing office. This was not out of disrespect to any members of the staff in the design office or the experimental department but was because even they could be subject to the business pressures and competing priorities at Peterborough. There was also the thought that some of the most inventive people tend not to like working in conformity with others. An investigation to find a small company that would fill the bill soon threw up the idea that it might be better to look for the right kind of person rather than a company. Percy Packman, an inventive person operating with only a small staff in Twyford, Near Henley-on-Thames, turned out to be that man (See also History of Baker Perkins Developments Ltd (Packman Engineering Ltd.)).
With the growth of the group came a need for senior executives to make frequent visits to the newly acquired subsidiaries, both here and on the Continent. In 1960, Baker Perkins joined the ranks of the big corporations with the acquisition of its own aircraft – G-ARBR, a twin-engined Piper Aztec – "resplendent in the company livery with the logo on its tail". In the face of an increasingly hostile business climate, the aircraft was sold in 1963.
THE SIXTIES - GROWTH BY ACQUISITION
The next acquisition was of William Douglas & Sons Ltd, Putney (see History of Douglas Rownson), in 1959 and, in the same year, the Group entered upon a new venture with the Government of Israel and Israel Mining Industries in the development of the use of the heavy liquid, Tetrabromoethane, for the dressing of mineral ores, for which a pilot plant was installed at Letchworth. Rownson (Conveyors) Ltd (see History of Douglas Rownson). was added in 1960 Other acquisitions in that year included The Granbull Tool Co. Ltd, Kingston-on-Thames and Alfred Porter & Co. Ltd., Teddington,
By 1960, the Group's Turnover had grown from £14.3m to £18m and net profit from £415,305 to £629,813. Considerable expenditure was being incurred in developing rubber processing machinery, mineral dressing equipment and foundry machinery. The troubles experienced in the Brazilian subsidiary over a number of years were addressed by coming to an arrangement with Molins Machine Co. Ltd, London, whereby Molins would hold 50% of the increased capital of a re-named company – Baker Perkins Molins do Brasil S.A. which ceased to be a subsidiary of Baker Perkins. (See also History of Baker Perkins in Brazil)
1960 was also the 50th Anniversary of the Baker Perkins Sports Club that, by then, had 2000 members. Each Sports Club section put on a match, show or display. The Club can trace its origins back to the setting up of a 'quoits' section at Werner, Pfleiderer & Perkins in 1910. See also Sports and Pastimes.
A Rights Issue was made in February 1961 and fully subscribed. This financed further expansion with the acquisition of Rose Brothers (Gainsborough) Ltd and its subsidiaries Job Day & Sons Ltd (packaging and wrapping machines) and The Northern Manufacturing Co. Ltd (gears and gearboxes), William Jack & Sons Ltd, Glasgow, (see History of Baker Perkins in the Laundry Industry) was also acquired in 1961 and in the same year, Baker Perkins gained a foothold in the rapidly growing printing industry with the acquisition of James Halley & Sons, West Bromwich. H.J. Wenban retired from the Parent Company Board and W.S.B. Sampson joined the Board as Finance Director. The Group had now over 10,000 employees, including over 1,000 apprentices under training.
The vision of the Future Development Committee articulated in their 1954 Report had been carried through in full with the acquisition of close to a dozen companies. The justification for each being, presumably, the generation of some ‘synergy’ – a stronger presence in particular markets, the acquisition of new technology or the broadening of an existing product line. It is also the case that, bearing in mind the management culture that existed at Baker Perkins, all of the take-overs would have been ‘friendly’, with a fair price paid and both managements expecting to work together amicably to develop the joint business. However, as the company moved towards the 70’s, the "asset stripping" approach to company acquisitions pioneered by Slater Walker - where the "predator" bought a company without any interest in its business because its assets were undervalued - or at least their potential sale value was not realised – became something of a business fashion and even Baker Perkins was not immune to take–over rumours in 1972/73 (See also History of Baker Perkins Holdings).
It is possible that, in a number of cases, the planned acquisition synergies were not realised to the extent hoped for at the outset even if the companies themselves performed well. Sometimes this was due to differences in cultures or philosophies. In other cases, changes in the business environment, competitor activity or in the structure of the market place played their part.
Baker Perkins and its constituent companies had long recognised the need to keep its stock of tools and equipment up to date and a growing problem created by the UK's business environment at the time was recognised in the 1961 Annual Report:
"Your Board's policy is to maintain its plant and machinery in first-class order and to adopt new ideas as far as practicable. We constantly strive to replace our equipment regularly and to increase efficiency, but the high cost of money in this country during the past few years has made it difficult to justify the cost of financing this. It may be essential for the Bank of England to use its power to vary the bank rate freely for external reasons, but it should not underestimate the effect of discouraging capital investment at home, which tends to be postponed until interest rates are lower. This can place us at a disadvantage with our overseas competitors, who enjoy more modest and stable rates of interest.
It is universally recognised that as machinery and plant wear out, the replacement cost is greatly in excess of the original cost, which is the amount upon which depreciation is calculated under generally accepted accounting principles. Unfortunately the accounting profession has been unable to agree a uniform method of reflecting in annual accounts provision for this additional cost of replacing assets".
1962 was the Diamond Jubilee year of the Baker company. A generally depressed capital goods market existed in the UK and some other countries and the level of profits reflected this. Baker Perkins Chemical Machinery Limited was formed to include Granbull, Steele & Cowlishaw and the existing chemical and rubber machinery departments at Peterborough. The tetrabromoethane for mineral dressing venture at Letchworth was terminated on 28 th April. Packman Machinery Ltd, Twyford was renamed Baker Perkins Developments Ltd.
THE CREATION OF THE HOLDINGS COMPANY
The company now had the building bricks in place to launch itself on a programme of major expansion but one more significant development took place. It had been recognised that, with the continued expansion, an increasing amount of time of senior executives was being taken up with the activities of the subsidiaries outside Peterborough, and by 1960, Management had begun to feel the strain of the larger and more diversified organisation that Baker Perkins had become. In 1962, a committee of the board of directors was appointed with J.F.M. Braithwaite as chairman to evaluate the management structure (See also - THE FIFTIES – "EXPORT OR DIE" - above). The committee's findings stated:
"All directors were of the opinion that the situation called for some change. It appeared to most that neither the board of directors nor the board of management of the company as it was constituted prior to 1962 was properly carrying out the functions of a group policy-making body. In spite of some reorganisation of responsibilities, the board of management had not managed to free itself from the day-to-day affairs of certain companies to attend to the direction of the group as a whole. Moreover it was doubtful whether the type of board of management structure set up many years ago to control the functions of one company was the acceptable medium in the present circumstances for regulating the policies of several companies, each of which had its own board nominally responsible".
It was decided that these two responsibilities were so important that they should be split between two separate managements. On 1st January 1963 the parent company changed its name to Baker Perkins Holdings Ltd and ceased to be involved in any trading or manufacturing activities. A new subsidiary company was formed, taking over the name Baker Perkins Ltd., to operate the Westwood and Bedewell factories and to take over the selling activities of the previous parent company. J.F.M. Braithwaite was elected chairman and, to manage day-to-day operations, a new Board of Management was formed with Norman Mountain, (chairman), C.N. Brown, L.P. Simpson and J.M. Peake as members.
It is understood that, before the Holding Company was formed, the Board of Management would meet each month as did the Board of Directors. In the same week, meetings of the Design and Production Committees were held. Some members of the B of M attended all four meetings and the phrase “broody week” was coined because of all the sitting. It was also sometimes referred to as “Bloody Week”!
The next part of this story will concentrate on the growth of Baker Perkins Ltd - that now became the group's biggest subsidiary.
(For further information on the development of Baker Perkins Holdings/plc see History of Baker Perkins Holdings).
Baker Perkins Ltd created a board of management in 1963 consisting of Norman Mountain (chairman), Clifford Brown, John Peake and Leslie Simpson, with Ralph Batson as secretary. Norman Mountain considered that the decision by the Holding Company board in the late fifties/early sixties to enter the printing machinery market was so important that he initially assumed the position of manager of the Printing Machinery Division in addition to his other duties.
The year after its breakaway from the new Holdings Company did not begin well for the new Baker Perkins Ltd and it experienced its most difficult and disappointing year since the War. The value of orders on hand at the start of the year was low and the rate of order taking did not improve until the last quarter of the year. This resulted in the first recorded loss for Baker Perkins Ltd. Every effort was made to reduce overheads, without cutting key human resources but it proved necessary to reduce the capacity of the Bedewell factory and 300 employees were made redundant.
The recession, however, proved to be short-lived and the company entered 1964 with unexecuted orders at a higher level than at the same time in the previous year. The company made a moderate profit as opposed to the loss of the year before. The design and production of Offset Litho printing presses was moved from Halley, West Bromwich to Westwood Works. (See also History of James Halley). With the decision to make the "Halley-Aller" presses at Westwood came the need for significant expenditure on re-organisation within the factory. Heavier cranes and special machine tools were installed and a new floor constructed in the Printing Fitting Shop. The foundations for this were several feet deep and its surface was checked with optical alignment telescopes to ensure that all surfaces were level to within one-eighth of an inch overall. This floor could carry printing presses weighing several hundred tons (See Life at Westwood Works). The Westwood Works site was to be developed further with plans for a new HQ Building for Baker Perkins Holdings being announced.
The Printing Machinery Division of Baker Perkins Ltd. came into being in early 1965, formed to concentrate the business in web offset litho printing presses and equipment in one establishment. The new division was responsible for design, manufacture and erection of web offset equipment and sales, both at home and overseas.
1965 proved more difficult with the UK Government's Prices and Incomes Policy impacting on customers' investment plans and considerable extra costs of development work and new staff, particularly associated with setting up the new printing machinery division. Baker Perkins Ltd continued to pioneer developments in the personnel and industrial training fields, for which the company had justly earned renown over a long period of time. With the full co-operation of the Amalgamated Engineering Union at national and local level, a four-year period of training for certain categories of craft apprentice replaced the traditional five-year period. The standard of knowledge and skill acquired by the apprentice was not only maintained but improved, as confirmed by tests which had to be passed at intervals during the training. The development represented a major breakthrough in the speedier provision of young men with the necessary skills for the complicated technological and engineering problems of the time. A revolutionary teaching process was adopted, evolved in co-operation with the Department of Psychology of Sheffield University. Utilising specially prepared booklets, apprentices were able to acquire knowledge relating to their craft at their own pace.
The UK credit squeeze continued to have a negative effect on business in the following year but order taking was described as 'good'. By this time, the new printing division had taken orders for £4 million of equipment in just over three years and the prospects for the business looked encouraging. The bakery machinery division were saddened by the sudden death at the early age of 57 of C.N. Brown who had been long associated with the Bakery business and had served as a director of the parent company for almost 20 years.
THE SIXTIES – "DIVISIONALISATION AND FOCUS"
The main areas of concentration for the Baker Perkins group since the early sixties had been the bakery, biscuit, chocolate and confectionery, chemical, printing and packaging industries, some equipment for all but the packaging industry being designed and built at Peterborough. The world had become a smaller place after WW2 with customers becoming more and more international in their operations. It became necessary therefore for those companies supplying their equipment needs to focus their own efforts on the particular needs, processes, products and services being demanded by this new breed of customer. The Baker Perkins group's response was to create an organisation that concentrated relevant resources on targeted industries. In the 60's, In common with other parts of the group, Baker Perkins Ltd. began to create product divisions – combining marketing, sales, design and development resources under one management.
In 1965, a comprehensive review of the organisation and its management was undertaken by Colin Snodgrass (Works), David Baker (Drawing Office) and Jim Cupit (Service) – all managers in their own departments – working with John Peake. Following this review it was decided to move to a line management structure and the board of management structure that had been in place since 1920 was discontinued in 1966 in favour of line management. Product divisions had been formed over the previous few years under divisional managers and the final move was the appointment of a managing director – N. (Norman) Mountain – and a deputy managing director – L.P. Simpson. Note: at this time Baker Perkins Ltd was the largest subsidiary of Baker Perkins Holdings Ltd., employing around 3,400 people at Westwood Works and Bedewell.
The Baker Perkins Apprenticeship Training Scheme was the centre of a debate in the House of Commons in February 1966. Sir Harmar Nicholls, MP for Peterborough, in an adjournment debate, said that the company had been in the forefront of industrial training for years, and had built up an apprenticeship training scheme second to none.
He particularly stressed the value of programmed instruction, developed by Baker Perkins in conjunction with Sheffield University. In the context of the country’s shortage of skilled manpower, Sir Harmar asked for an unambiguous directive to be given to Training Boards to consider ways and means of reducing the apprenticeship period in engineering from five years to three, if it could be shown that the necessary skill could be acquired in less time. “With full union backing, Baker Perkins has been able to reduce the period of apprenticeship from five years to four in certain crafts”, added Sir Harmar, “This is a major breakthrough in training methods and industrial co-operation”.
The biscuit machinery division of Baker Perkins Ltd. was created in 1966 and combined the former biscuit sales and drawing office departments. H.D. (Bill) Byles was transferred from Baker Perkins Developments, Twyford and appointed as the new division's manager. Baker Perkins had a long history of carrying out large projects on behalf of its customers, one of the most significant being carried out in 1966/67 as part of United Biscuits 5-year modernisation plan. Baker Perkins was responsible for all of the planning involved in closing a number of existing factories, dismantling and moving the equipment to other factories and installing new equipment – all without affecting overall levels of production. The plan was to increase total overall capacity, allow for further expansion and gradually reduce the number of factories from nine to five. The project was carried out on time. Planning was carried out using the, at the time, relatively new Critical Path Analysis Programme.
Although there had been women employed on the shop floor in both World wars (see Westwood Works in WW1 and Westwood Works in WW2), there were only two women engaged on production work at Westwood Works in 1967 - Mary Cook, who started work at Westwood on war work in 1941 and Sybil Glaysher, who began with the company in 1949. Both ladies worked in one corner of the fitting shop north – making wire bands for chocolate enrobers (see Baker Perkins in the C+C business).
Encouraging progress was made in 1967 and 1968 with the standardisation and rationalisation of the company's product lines, leading to a further improvement in profitability. The first five-year development plan for web offset printing presses was completed and an agreement was signed with Tokyo Kikai Seisakusho, Japan for manufacture and sale in Japan of printing presses. Whilst the greater part of the output of the bakery machinery business was directed towards the UK market, the other divisions of Baker Perkins Ltd were exporting over 40% of their products. 1968 was also the first year since it was set up in 1963, that the profits of the United Kingdom companies had been considered large enough in relation to the capital employed to justify a distribution from the employees profit sharing scheme. Each eligible employee received the equivalent of one week's remuneration, which was settled, after the deduction of income tax, by the issue of ordinary shares in the parent company.At the time that the company was re-organised into divisions, it had been decided to close down the chocolate & confectionery business, or at least allow it to run down until sales ceased. All R&D work was cancelled and the personnel transferred to the newly formed Biscuit Division. The combined technical resources were then concentrated on accelerating the development of biscuit machinery, which at the time was meeting with heavy competition and loss of sales. Orders for C&C machinery did fall to a low level but never actually dried up completely.
In late 1969, Baker Perkins Holdings, on the recommendation of the group's marketing committee, appointed the group's first marketing director - D.T.L. Rettie - a move aimed at raising the importance of efficient marketing at all levels in the business to achieving the group's ambitious growth targets.
THE SEVENTIES – "HARD TIMES AND THE MARKETING ERA"
The 150th Anniversary of the patenting of the Baker flour sifter was celebrated in 1970. It was a year in which the very adverse influences, severe downturn in investment by the company's customers and rapidly rising costs and inflation, began to be felt. Westwood Works achieved higher sales but rising costs meant that profits fell slightly. A decline in order taking accelerated towards the end of the year. The Group reduced its total workforce by just over 10% during the year by redundancy or early retirement. To further the sales and servicing of web fed offset printing presses in the USA from the United Kingdom, a subsidiary, Baker Perkins Printing Machinery Corporation, was formed in Chicago.
From January 1 1970, a new Chemical and Foundry Division was formed at Peterborough with: R.C. Dean – divisional manager, J.C. Hucklesby – technical manager, A.W.D. Ferns – manager W+P equipment sales, J.H. North - sales manager and G.C. Chestney – office manager.
In January 1970, the concept of concentration of specific market sectors was taken a stage further with the creation of the group's biscuit marketing headquarters, familiarly known as BISMARK. Although Baker Perkins Ltd was the dominant centre for the design and manufacture of biscuit equipment, BISMARK was a Group activity with the manager, marketing manager and sales manager having dual roles in BISMARK and the biscuit division. The BISMARK operation – drawing, sales/marketing and administration – was housed in a number of temporary "Elliot" buildings sited on the main car park behind the Apprentice School. Although a necessary displacement because of the building of the new multi-storey office block, the gathering together in close proximity of the new operation created an important team atmosphere at a crucial time in its development. A key first step in the work of BISMARK was the structured analysis of what was being offered by the competition – down to detailed specification, performance and price – compared with that from Baker Perkins. A number of 'Process Controllers' were appointed, each specialising in a particular part of the product line to collect, analyse and collate relevant information. Many lessons were learned from this and, when put together with the insight into customers' real needs, in part furnished by the Holding Company's Market Research Unit, enabled new design specifications to be drawn up and new sales approaches formulated. This new BISMARK partnership was instrumental, within less than five years, in transforming, the fortunes of the company's biscuit machinery business and increased the sales of complete biscuit plants from a low level of four plants per year to twenty plus.
Further information on the role of BISMARK will be found in the History of Baker Perkins Holdings, together with how CHEMARK and BAKEMARK – the marketing arms of the Chemical and Bakery businesses – came into being. D.T.L. Rettie resigned as group marketing director in September 1970 and C.R.A. Senior was appointed group marketing manager the following year.
Change did not end with the strengthening of the marketing function, the operation of the Drawing Office in Baker Perkins Ltd. also underwent a series of major revolutions in the 1960's and 70's. These affected not only the layout of the department but also the whole way in which the design function was managed and how designers and draughtsmen carried out their day-to-day responsibilities. The first of these changes involved the introduction of Industrial Designers into the business in the mid 1960's and it can perhaps be described as a "quiet revolution". What possible benefit could a few young ex-art students bring to a highly technical engineering organisation? For an answer to this see The Drawing Office.
However, despite this having a significant effect on the way in which new design was managed, it was, on its own, insufficient to transform the company's fortunes. Competition in the market place remained keen and an improved speed of response was vital. Another revolution was needed in the Drawing Office. Investigation showed that a designer spent only 10% of working day drawing whereas a draughtsman spent all day at his board, much of this work being repetitive and routine. Overall, only one third or less of the available time was spent actually drawing. The main impetus for change was, therefore, the need to improve the productivity of the D/O and substantially reduce the cycle time through the engineering departments. A key potential benefit was perceived to be the freeing up of precious technical manpower for more creative engineering duties.
It was the investment in Computer Aided Design and Computer Aided Manufacture (CAD/CAM) in 1977 that brought a major leap in productivity and efficiency. After some lengthy investigations, and despite it having been until then confined to specialist applications, the appropriateness of Computer Aided Draughting to a general engineering operation like Westwood was agreed. The first 4-terminal CAD/CAM system was introduced in the spring of 1977. The story of how both of these new disciplines were introduced into the business can be found by visiting The Drawing Office.
Mike Smith (later managing director of Baker Perkins Ltd) recalls–
"The introduction of CAD/CAM, which started in the biscuit division, was one of the most significant developments on the technical side of Baker Perkins Ltd. The standard reaction to any drawing office modification was 2000 hours and in despair Geoff Ridgway mentioned some new kit on trial at Perkins Engines. After much initial resistance from the senior management, we obtained a Government grant and in the process opened up the company to outside inspection and let the fresh air in. The rest as they say is history".
Following the installation of the CAD/CAM equipment, Westwood Works became a Department of Industry showcase, attracting 5,000 visitors in five years, drawn by the intensive implementation of CAD/CAM in an engineering environment. One attraction was that all of this high technology was being mobilized for the most basic of products – process machinery. Some idea of the type of work going through the system may be gained from:
- Average component batch size – 3.
- Number of different drawings used per year – 40,000.
- Number of new drawings produced per year – 10,000.
- Number of batches per year – 100,000.
Baker Perkins Ltd had a long experience in the use of computers – an English Electric KDF6 in 1962 was followed by four other machines.In the late 70’s an IBM370/145 with 1 meg of core was in operation together with three Data General S320 computers on the CAD system and a Texas 990/10 mini-computer running the accounting system.
A very difficult business environment persisted throughout the 70's – inflation, industrial unrest and over capacity in the industries served all contributing to increasing levels of apprehension about future prospects. The parent company's Annual Report stated - "Conditions in 1971 turned out to be the most difficult with which we have had to cope since the depression years of the 1930s. The number of employees was reduced through redundancy by a further 1,050 or 12%". Baker Perkins Ltd inevitably contributed their share of this number and the level of factory activity at Westwood Works fell.
Despite the adverse economic conditions, substantial capital expenditure was planned to meet the demand for greater output and to ensure further productivity increases, improve product quality and conditions for employees. In 1972, Baker Perkins Ltd. produced a £2.5m integrated plan for factory and office reorganisation and re-equipment involving new machine tool purchases, the demolition of old buildings and the erection of a new multi-storey office block to permit marketing and sales to be more closely integrated with the technical functions of the business. Expenditure on design and development also rose significantly.
The relationship between Westwood Works and the Bedewell factory was, of necessity, a close one and was highly dependent on an efficient transport service between the two factories. As freight traffic on the railways gave way to road transport, the Company began to use outside road transport contractors for this work but in 1972 three lorries were purchased with which the Company continued to provide this essential trunk service whilst at the same time maintaining a more direct control of the service between Peterborough and Bedewell. It was a night time service that operated every night of the working week, Monday to Friday inclusive. The lorries would leave Peterborough and Bedewell at appropriate times in order for them to meet at the "half way" point. The drivers would exchange any other information that was necessary in relation to their loads. And then swap lorries and return to their home factories (See also Transport Services).
1973 proved to be another difficult year with the CBI's 1972 voluntary price restraint, followed by Government price restrictions in both the United Kingdom and the USA, reducing profits, it being impossible to raise prices sufficiently to cover severe increases in costs of wages, raw materials and bought-out components. In addition, there was a strike at the Bedewell factory in November – directed against the limitations of Stage 3 of the Government's prices and incomes policy rather than the company - all of which had an adverse effect on profits for the year.
The company's involvement in sugar confectionery equipment, which had virtually ceased five years earlier, was re-juvenated in 1973 with the acquisition of Confectionery Developments Ltd. of Hemel Hempstead. A new technical team was created, without diluting the biscuit technical team, Engineers were transferred from other departments as well some outside recruitment. The redesign of key machines was undertaken and biscuit creaming machines and wafer making equipment was added to the C&C responsibilities. Later still Extruders and Cereal plant became part of the C&C which then was named the CCS Division, a sub division of the Biscuit C&C Division.
1974 saw the formation of a new Baker Perkins Chemical Machinery Ltd. under C.R.A. (Bob) Senior as chairman and managing director, still based in Peterborough but now a subsidiary of Baker Perkins Inc., Saginaw. Baker Perkins Inc., which employed 900 people at the time, had sales almost equally divided between food and chemical machinery, with a strong position in the chemical market, and it was logical to give Saginaw prime responsibility for world-wide marketing, engineering and development. The UK operation took over the European marketing organisation of Baker Perkins Inc. and was responsible for sales to the chemical and process industries throughout Europe and adjacent countries. The UK company was given access to Baker Perkins Inc's $1m research and demonstration centre (see also History of Saginaw), but also re-equipped an existing building in Peterborough whilst continuing to use the existing facilities at Stoke-on-Trent.
The recession continued in 1975 but it was decided that the high level of capital expenditure at Peterborough (the new office block, etc ) should continue. World demand for printing machinery, already at a low ebb, continued at a very depressed level and in the following year, the James Halley, West Bromwich factory was closed and production transferred to Westwood Works. The printing machinery business did not, in fact, make a profit until the late 70' s. Against the background of the worsening UK business economy, concern was expressed about the continuing effect on employee morale of the voluntary incomes policy, high inflation, high taxation and pay restraint. To add to the company's difficulties, Baker Perkins Ltd's deputy managing director - L.P. Simpson - died in February 1977, after a short illness.
In spite of the UK's difficulties, exports, particularly of biscuit equipment, continued to increase - and at improved margins. An opportunity arose to purchase industrial building immediately adjacent to the Baker Perkins Ltd. Bedewell factory at Hebburn-on-Tyne. After extensive refurbishment, the new facility came into operation in March 1977. (See also History of Bedewell). Later that year, responsibility for chemical machinery manufacture in the UK, and the relevant personnel at Peterborough, were transferred to Baker Perkins Chemical Machinery Ltd. at Stoke-on-Trent. (See History of Baker Perkins Chemical Machinery Ltd).
1978 brought further fears of inflation in the UK and the Home market for bakery machinery remained depressed. The company was dealt another severe blow when one of its most important customers, the Spillers Group, pulled out of bread production in the UK. Not only did this represent the loss of a key customer but a large amount of used equipment entered the market, significantly reducing prospects for sales of new equipment for the foreseeable future. The Computer Aided Design equipment mentioned above began operating at Peterborough. After many years of effort, particularly in the North American market, and high levels of investment in design, plant and machinery at Westwood, the printing machinery operation was now earning a profit. By the end of the 70's, the Holdings Company directors were able to say - "Despite generally depressed business conditions the group put up an excellent performance with a return of over 20% on capital employed for the third consecutive year". Over 2/3rds of the goods sold by the group were produced in the UK but 71% of all group sales occurred outside the UK. The continued investment at Westwood Works was certainly paying dividends. A stronger foothold in the North American cookie market, and the opportunity to market that technology in Baker Perkins Ltd's own markets, came with the acquisition in December 1978 of Werner Lehara, Grand Rapids, USA.
THE EIGHTIES
As the company moved into the 80's, a strong sterling exchange rate and very high domestic inflation made even more difficult the fight against international competition. Sales of machinery to the UK bread industry fell significantly as that sector wrestled with its own internal difficulties. To offset this, smaller capacity equipment was developed and this, together with technology derived from the Group's newly acquired subsidiary, the French retail bakery equipment supplier – Pavailler SA, enabled newly-emerging sectors of the Home market to be addressed. At the same time, with the highly successful introduction of the new G16 range of high speed colour printing presses, sales of printing machinery began to improve substantially. 1980 brought one more setback with a national engineering strike, estimated to have cost the Group's UK companies close to £1m. Norman Mountain, chairman and managing director of Baker Perkins Ltd., retired in November 1980. He was succeeded by M.R.H. (Mike) Smith.
Business conditions in the early days of the 80's continued to be onerous, the trading situation in the UK had not improved and continued strengthening of the pound and high inflation made exporting against international competition a continual struggle. Further redundancies occurred at the Group' s UK factories (including Westwood Works) and the total UK workforce was reduced by some 12%. On a brighter note, the success of the printing machinery division in penetrating the demanding North American market was recognised in 1981 by the award of a Queen's Award for Export Achievement.
The first signs of a movement out of recession were glimpsed in 1983. The printing division had moved back into profitability in 1982 and sales of printing machinery remained strong, particularly following the launch of the smaller G14 press. Inevitably profit levels were still being affected by the heavy market and product development costs associated with these new presses. There were signs of an improvement of market demand for biscuit and snack food machinery and significant investment was being put into the development of cooker-extruders to meet the expected strong increase in world consumption of these products.
In the following year, the USA began its move out of recession with a consequent effect on the world economy as a whole. The demand for printing presses in those sections of the industry served by Baker Perkins Ltd in the USA continued strongly, aided considerably by the strength of the dollar against sterling. The North American market also showed a renewed appetite for biscuit and snack food machinery.
During the 70s and early 80s many large multi-national companies were accepting the fact they were in the business of making products, not engineering. Their policy of reducing in-house engineering departments benefited these companies by minimising overheads but it left them without the capacity to solve the problems inevitable in such industries or to carry out their own large development projects. Baker Perkins' reputation was as a highly regarded company whose main purpose was to sell its own range of food machinery but an organisation that was also eager to provide as comprehensive a service as possible to its customers. Of course, one of the over-riding needs associated with such major projects is that of confidentiality and Baker Perkins had built up a high level of trust with its customers from carrying out many new product tests and trials over very many years.
In 1983, Baker Perkins' project engineering capability took another step forward when the Biscuit division of Baker Perkins Ltd undertook a large project for a major American multi-national company that was seeking to broaden its product range. In this instance the technology was well known to Baker Perkins but a year later the same multi-national wanted to introduce the next generation of manufacturing lines and this time wanted machinery designed and manufactured to produce a product outside Baker Perkins' normal sphere of activity. The resources needed to carry through the project were greater than existed at Westwood Works and the level of security demanded took even Baker Perkins to new levels. From these beginnings the Special Projects division was created. This organisation had a profound effect on the way in which Baker Perkins sought new business and how it managed a complex and flexible work-force. (See also History of Special Projects)
The process of divisionalisation had continued throughout the 70's and 80's and, as the growth of the printing machinery activities accelerated, the need arose to ensure that the food machinery divisions made appropriate use of the existing manufacturing and central services capacity. A move to identify, concentrate and integrate an adequate level of these resources to the food divisions was begun in 1984. These deliberations led to a number of important decisions.
The first was that the foundry division's activities, despite the achievement of a leading position in the industry, were no longer key to the company's future success. The foundry machinery business was therefore sold in September 1984 to its manager A.W.D. (Arthur) Ferns. The business continued to trade as Omega Foundry Machinery Ltd. from premises on a trading estate to the west of Peterborough. (See also History of Baker Perkins in the Foundry Industry).
Mike Smith, managing director at the time recalls:
"Having a technical innovation in a very large mature but basically depressed industry caused us to explore the route of design for economic manufacture and Charles McCaskie (technical director) used all his formidable energies to that end. When that approach did not yield the hoped-for result we looked at the overhead structure and decided that the product, basically a light fabrication, could not support the full overhead of a factory the size and weight of Bedewell. (See also History of Bedewell).
However a small business with subcontract manufacture and Arthur's
unrivalled enthusiasm could we felt be successful. The outstanding debts
were a significant problem so Chris Taylor (finance director) devised
a formula to give Arthur a major incentive to collect the debts and so
provide himself with positive cash flow during the first twelve months.
Our stance was that we did not want simply to remove a management problem
that we could not solve, but wanted to make it a success in our local
environment. It was a credit to Arthur and to Chris's ingenuity that the
business survived."
The second key decision was that the completion of the divisionalisation process would be manifested in the creation of three new companies:
- Baker Perkins BCS Ltd – under J.P. (Paul) Parkinson.
This consisted of the biscuit machinery operations together with the rapidly expanding chocolate, confectionery and snack food businesses.
- Baker Perkins Bakery Ltd – under A.L. (Tony) Canham.
This included both the industrial and retail (Master Baker) bakery machinery businesses.
- Baker Perkins PMC Ltd – under M.W. (Mike) Leggatt.
In 1984 a decision was taken at Peterborough to try to re-enter the chocolate moulding market, a market sector in which it was last involved some thirty years earlier. Westal, a privately owned company which had a small manufacturing unit just outside Redditch and one of the leading manufacturers of chocolate moulding and filling equipment, was acquired by Baker Perkins in April 1985 for £3.5m. (See History of Westal). With the acquisition of the Baker Perkins Group by APV in 1987, the factory in Redditch was closed down and the business transferred to Peterborough.
In March 1985, on John Peake's promotion to chairman of the parent company board, M.R.H.(Mike) Smith, the then chairman and managing director of Baker Perkins Ltd., took over as group managing director of Baker Perkins Holdings plc. Baker Perkins Ltd was now trading as three separate industry companies. Sales of bakery machinery rose significantly and the losses of the previous year were much reduced. Orders for biscuit, snack, health foods and breakfast cereal equipment from Europe and the Far East (including China) more than offset a fall from the exceptional level of 1983/84 from North America. The division's rate of growth had been such that they had outgrown their North American sales and service centre and a new one was planned in Chicago. Sales and profit in the printing machinery business continued to rise to a point where the business represented close to 20% of the total group's sales and a much higher share of group profit. Baker Perkins PMC Ltd gained another Queen's Award for Export Achievement. Baker Perkins BCS's substantial growth in overseas markets earned them too, another Queen's Award for Export Achievement in 1986. The first had been received in 1977.
To allow for more space for printing machinery activities, bakery component manufacture was transferred to Bedewell and bakery machinery assembly was moved, in 1985, into a number of modern factory units in Bretton on the outskirts of Peterborough. In early 1986, the assembly unit in Bretton was joined by the bakery division's commercial and design staff. The "Master Baker Office" – marketing equipment to small craft bakers – was also sited at Bretton.
This was not the first time that the bakery business had operated away from Westwood Works. In early 1974, some 12 years before the move to Bretton, they had taken over one of the Peterborough Development Corporation factories at Woodston , to the south of the City, and moved in a team making bakery unit machines. This move too came as a result of the needs of the printing machinery business, this time because of a re-organisation of the Westwood Fitting Shop. Production continued at Woodston for approximately a year before moving back into the Westwood factory.
Following on from the establishment of the new BCS company, one of the main manufacturing objectives was the setting-up of dedicated production facilities for components for BCS needs. The familiar cell structure continued but with cells designed specifically for BCS. New machine tools were purchased to meet the specific requirements of the product range. These included the latest computer numerically controlled (CNC) machines. The old plate shop was divided into two sections – P3 bay housed the new machine shop and P2 bay the fabrication shop. Each shop covered 20,000 square feet and employed around 100 people. The emphasis was on low batch production and high speed setting of machine tools with automatic tool changing and automatic pallet loading utilised to the full. Ovens and coolers continued to be made at Bedewell (see History of Bedewell).
In order to improve and develop the range and effectiveness of the installation, commissioning and after-sales services offered to biscuit machinery customers a new Customer Services Department was created in January 1987, managed by Ray Lydiard. Plant installation and commissioning activities was transferred from the existing Field Engineering operation (See also The Outdoor Men). The Customer Services Department was also responsible for the supply and distribution of recommended and replacement spare parts.
Poor results in 1986 and 1987, meant that 85 redundancies were necessary followed by the announcement of another restructuring exercise. A new company was formed with effect from January 1st 1988, having three trading divisions:
- The Special Projects division of Baker Perkins BCS.
- The CCS division of Baker Perkins BCS.
- A new Baked Products Division responsible for the combined business of the former Bakery company and the BCS biscuit division.
This change necessitated the reduction of manning levels by a further 90 people. Rose Forgrove and Werner Lehara also became part of the BCS division at this time. Westal Ltd, Redditch was closed and became part of the CCS division.
BAKER PERKINS TO APV BAKER
(See also The Merger with APV)
1987 was the year of assimilation and rationalisation as APV, Baker Perkins and Pasilac were formed into a single entity. In the words of the new chairman - "APV is now the undisputed world leader in the supply of process plant to the food and beverage industries". "In mid-1987 the group had 57 factory sites occupying 5 million sq. ft.. By January 1988 this had been reduced to 39 factories occupying 3.4 million sq. ft".
At about this time the bakery machinery commercial, design and manufacturing operations moved back into Westwood Works from Bretton.
The Printing Machinery business was sold to Rockwell UK Ltd in March 1989, The sale included a substantial part of the Westwood Works manufacturing and office facilities as well as the ground-breaking Apprentice School which closed its doors in June 1991.
(NOTE: For the background to the closure of the Apprentice School see Training at Westwood Works - The End of an Era on the Westwood Works website)
From 28th May 1989, the Peterborough and Bedewell businesses traded as the FES Division of APV Baker Ltd. The Baked Products Division was expanded, early in 1989, by a new acquisition, Lanham Machinery Corp. Atlanta, Georgia and later in the same year by Tweedy of Burnley,
During 1990, worsening economic conditions were experienced in the UK. The first of 10 breakfast cereal plants, engineered by the Special Projects division, and part of a £50m order for Russia, was shipped. The need to make further operating savings meant that FES Division announced further redundancies in May 1990 and a further request for volunteers was made in November of the same year.
The Alma Road Sports Ground and Clubhouse were sold and all clubhouse facilities ceased on 22nd April 1991. The site was handed over to the purchasers on 1st May 1991. The stock, fittings and furnishings were sold by auction and the proceeds realised at the winding-up of the business were shared between the members of the Baker Perkins Sports Club. The Alma Road Sports Ground, which had been the venue of a number of first class cricket matches over the years, is now being developed for housing.(See also Sports and Pastimes).
Food machinery continued to be made at Westwood but it soon became clear that the business could no longer continue as an adjunct to the printing machinery operation and a £35m, 12,500 square metre factory, with 6,500 square metres of office space, was built on the north east side of Peterborough at Paston. Food machinery production ceased at Westwood in July 1991 as the plant and equipment moved to the new factory, with the new facility opening fully for business on 5th August.
Printing equipment continued to be made at Westwood until the end of 1992 when Rockwell took the decision to move this activity to Preston, Lancashire. The last printing press left Westwood in early 1993 and engineering production ceased on the site after a period of nearly 100 years.
The site remained empty and derelict until 2003 when all of the buildings were demolished, with the exception of the Holdings building and the Apprentice school, which were acquired by NTL. The site is now the location of a new prison – HMP Peterborough and where the offices once stood is a leisure park.
(See also www.westwoodworks.net)
NOTE: For more information on the way in which the Baker Perkins Group developed over the years, its origins, its growth and how it presented itself to the outside world see The Group In Summary.
All content © the Website Authors unless stated otherwise.