
BAKER PERKINS IN THE BISCUIT BUSINESS
 There follows a history of Baker Perkins’ activities in the Biscuit
business, covering the period from the time that Joseph Baker opened his
first factory in England in 1878 up until the move of the business to
a new factory in Paston, Peterborough in 1991.
There follows a history of Baker Perkins’ activities in the Biscuit
business, covering the period from the time that Joseph Baker opened his
first factory in England in 1878 up until the move of the business to
a new factory in Paston, Peterborough in 1991.
- Background to Biscuits and Biscuit Production
- Baker Perkins and Biscuit Machinery - The Early Days
- Baker Perkins and Biscuit Machinery - 1900 To
World War Two
- Biscuit Ovens and biscuit baking
- The War Years – WW1
- Between the Wars
- The Merger with Perkins Engineers
- 1924 – Great Empire Exhibition at Wembley
- The Move from Willesden to Peterborough
- The War Years – WW2
1945 TO 1975
- v The Post-War Recovery - The Good Years
- More Automation
- Dough Mixing Machine Development
- Where Now?
- Cutting Machine Development
- The Way Ahead
- Growth By Acquisition
- Getting Around The Group
- Cream Sandwiching Machine Development
- The End of an Era
- Life in The Drawing Office
- Blue Sky Thinking
- Overseas Sales
- The Holding Company
- Divisionalisation
- Customer Project Management
- Development of Chocolate Coating Machinery
- The Lean Years
- The Marketing Years
- The Marketing Dividend
- New Equipment Developments
- The A135 Direct Gas Fired Biscuit Oven
- The 61BA Biscuit Cutting Machine
- The Biscuit Rotary Cutter
- Second-Layer Biscuit Plant
- Biscuit Cutters and Moulding Rolls
- The North American Market
- Bismark closes and Chocolate & Confectionery re-opens
- Happy Days are here again?
1976 TO PASTON
- The Recovery Continues
- The Introduction of CAD/CAM
- The Division’s first Queen’s Award
- Further growth
- Acquisition of Werner Lehara
- Special Biscuit Plants
- Weathering the recession
- Oakes Machinery Corp. USA
- After the Storm
- The Special Projects Division is formed
- A new company is created
- Expansion in Italy
- Another Queen’s Award for the Division
- Additions to the Board of Directors
- Packaging Machinery
- 1987 – The Merger with APV
- Another re-organisation
- The move to Paston
BACKGROUND TO BISCUITS AND BISCUIT PRODUCTION
(With acknowledgments for the help received from Duncan Manley)The word "biscuit" derives from panis biscoctus – Latin for twice cooked bread (the French might argue that it originates from their – "bis cuire") – which refers to bread rusks that were made for mariners (ship’s biscuits) as long ago as the Middle Ages. The dough pieces were baked and then dried out in another, cooler, oven. This drying out gave the biscuit a much longer storage life – very necessary in providing basic sustenance on the long sea voyages of that era.
The use of the word in the English language goes back a long way. Dr Samuel Johnson in his dictionary, published in 1755, gives a primary definition as "a kind of hard, dry bread, made to be carried at sea", and a secondary one of "a composition of fine flour, almonds and sugar, made by the confectioners". William Shakespeare also refers to ship’s biscuits in "As You Like It", written in about 1600. "Wafers" are probably the oldest types of biscuits; ancient records show that they were widely used in religious ritual and were introduced into Britain by the Normans in around 1100.
The early ship’s biscuits were formed from just flour, salt and water. Very laborious to make, and just as hard to eat, they had to be soaked in a beverage or soup to make them palatable. There was a very real need to reduce the cost of producing such biscuits and, although there is no record of mechanisation before the beginning of the nineteenth century – primarily due to the lack of motive power (steam or electricity) - many inventive minds were soon working on the problem. It is true to say that the biscuit industry started in Britain - the leader in the Industrial Revolution which involved the design and construction of machines - and many biscuit types that were first developed and produced in Britain are still made and enjoyed around the world.
There is some dispute as to who set up the first biscuit factory using continuously running and integrated machinery. It may have been Jonathan Dodgson Carr in Carlisle who, in 1831, invented a biscuit cutting machine based on the principle of the printing press or Thomas Grant in the navy victualling yard at Gosport in 1829. More is known about George Palmer and his partner Thomas Huntley and their establishment of a biscuit factory at Reading in 1846. This was the first factory to use continuously running machinery for making fancy biscuits and was, effectively, the start of a completely new consumer industry.
The early development of machinery for factory-made biscuits closely followed the method one would use in a domestic kitchen – using similar, but much bigger, unit machines to mix, form and bake the product - and for this reason the industrially-produced biscuit compared favourably in quality. It was inevitably, however, a highly labour intensive activity. With the requirement for higher production and automation of the process came the need for direct transfer of the dough mass from the mixer into the forming machines with practically no rest between subsequent working. Resting the dough after mixing and between subsequent operations was an essential part of making a quality product and, with automation, the quality of the end product was bound to be affected. Equipment design, therefore, was based on this compromise, that it was successfully faced is proved by the ubiquitous availability of a huge range of biscuits today.
Around 1850, there were great developments in mixing machines and new types of biscuit cutters. These were pioneered not so much by machinery suppliers as by entrepreneurs setting up biscuit factories. People like George Palmer, who had practical knowledge of baking and were able to design machines. Most of the early mixers were vertical spindle machines and this format lasted well into the 20th century. The biscuit cutters tended to be reciprocating, copying the way biscuits were cut by hand.
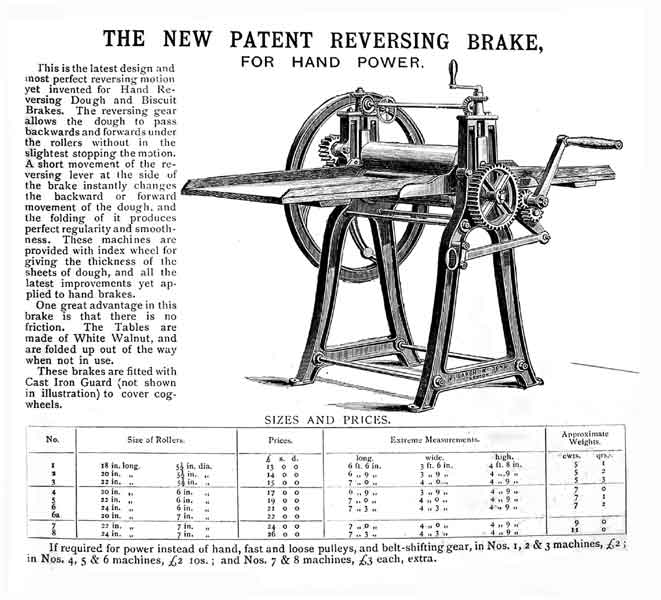
The first biscuits to be mass-produced were of an unsweetened type relating more to crackers in modern parlance and the first part of the process to be mechanised was the rolling out of the dough on a machine called a dough brake. This was a hand operated equivalent of the domestic rolling pin and pastry board. The Dough Brake survived, in essentially the same form, long into the twentieth century.
 |
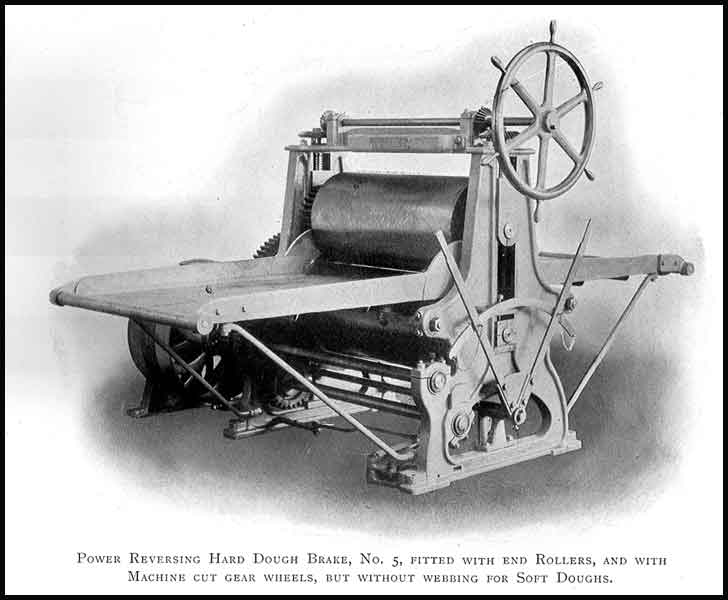 |
| Hand-operated Dough Brake | Mechanised Dough Brake |
The first dough mixer seems to have been a barrel with a shaft through it, driven by a steam engine. The shaft had a number of blades attached, the dough being discharged through a door underneath after mixing. There was no mechanical development of the dough and the crumbly mass was then pressed together to form a sheet – a technique still in use today to produce some types of Water Biscuits. It is said that, before this innovation, dough was mixed initially by hand, being finished off by the baker jumping into the dough trough and treading it with his bare feet!
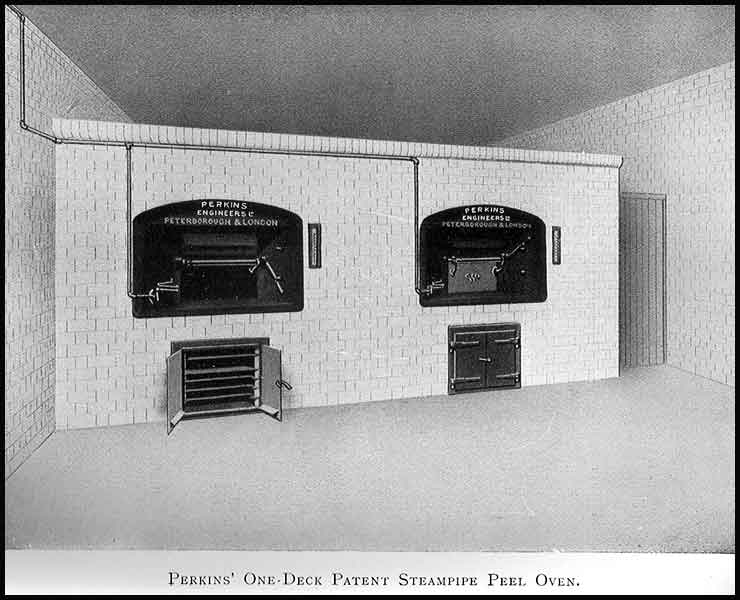
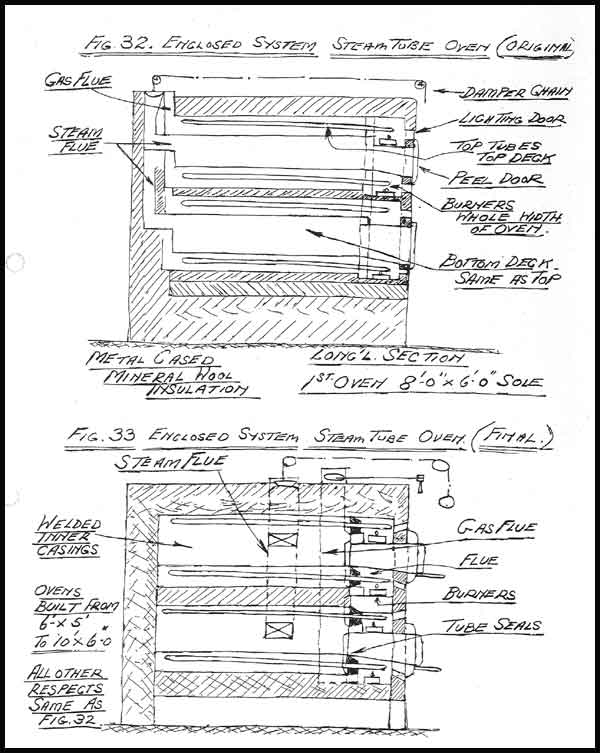
Baking was the next area ripe for mechanisation and it is thought that a travelling oven, using a moving wire mesh belt, was built in 1810 but was not a success. Travelling ovens were introduced into British biscuit factories in around 1850 but were not generally accepted until near to the end of the century. It is thought that biscuits were first baked in "peel" ovens – the type of oven used for baking bread where the product is placed on the base of the oven with a "peel" or long handled wooden shovel-shaped tool.
 |
 |
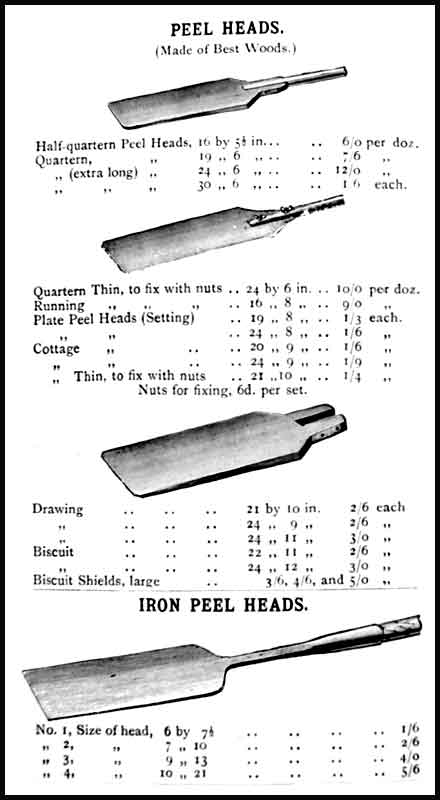 |
 |
 |
| Peel Ovens | Diagram of Peel Oven | Oven Peels | Reel Oven | Diagram of Reel Oven |
The first "mechanised" baking device used would have been the "reel" oven. Not as efficient as a travelling oven, this originated in the USA in 1859, not as a bread oven, but for baking soda crackers, being of brick construction with solid fuel firing in the base. Reel ovens were standard in the USA until about 1930, being constructed later of metal and utilising many forms of firing, both direct and indirect.
By 1870, the cracker market in the USA was well established but substantial amounts of British biscuits were being imported together with British biscuit-making machinery (T&T Vicars, a long-term competitor of Baker Perkins, had been established in Liverpool in 1849).
It is against this background of an already dynamic industry, with the development and manufacture of biscuit machinery well-established by the middle of the nineteenth century, that we can begin the story of the growth of what was to become, in later years, a very significant part of Baker Perkins’ activities.
BAKER PERKINS AND BISCUIT MACHINERY - THE EARLY DAYS
In the early days, the "Perkins" side of the business tended to concentrate on bread baking with the "Baker" side concentrating mainly (but not exclusively) on biscuit and confectionery equipment. The history of Baker Perkins in the biscuit industry, therefore, starts soon after Joseph Baker and his family crossed the Atlantic to settle in London. For the early history of the company and its founders see:
The Origins of the
Founders
History of A.M.
Perkins & Son Ltd.
History
of Joseph Baker & Sons Ltd
History
of Werner & Pfleiderer (London) Ltd.
History
of Werner, Pfleiderer & Perkins Ltd.
Joseph Allen Baker had opened his first factory in London in early in 1878 and, as Augustus Muir records –
"The busy brain of Joseph Baker, now in his middle fifties, had been evolving other machines. Only three years after they were established in London, the Bakers were showing equipment at the Exhibition of Flour Mill Machinery, held in 1881 at the Agricultural Hall in Islington. One notable Exhibit was their biscuit-making machinery – the branch of the food industry that was first to be mechanised ----------- the so-called "travelling" ovens had been in use for biscuit baking and were by then being manufactured in sizes of over forty feet in length, fitted with endless chains carrying plates, and with complete control of both the oven's heat and the rate of traverse”.
So-called "drop" biscuits were becoming popular in the mid-1880s and machinery manufacturers raced to devise a machine to make them more quickly. The Bakers developed a machine with changeable dies, allowing many sorts of biscuit to be produced and requiring little attention beyond removing the full baking pans, putting on empty ones, and refilling the dough box – for those days a neat piece of automation. It was capable of keeping a travelling oven fully occupied in baking; when making macaroons it could keep two ovens busy. At that time, the Bakers were producing a "hard and soft dough biscuit gauging and cutting machine’. This was described as the most compact and complete of its kind. A machine for cutting and stamping American crackers was also being offered
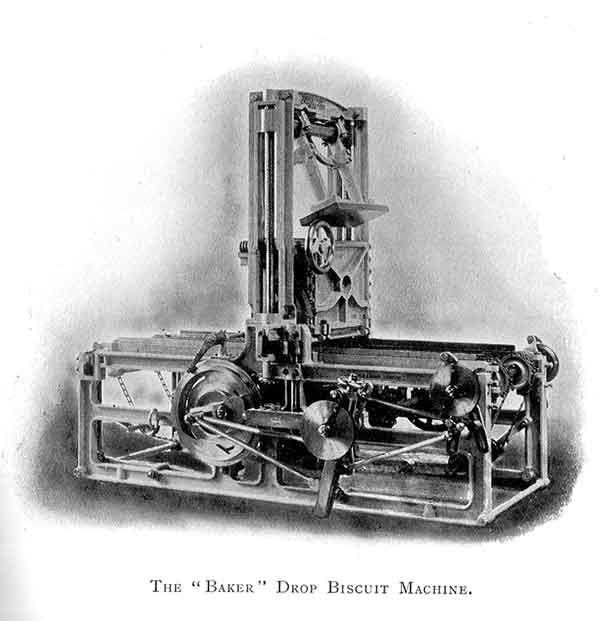 |
Drop Biscuit Machine |
Wafer biscuits became even more popular with the invention of the ice cream maker in the mid 19th century and the development of mechanical refrigeration in the later 19th and early 20th centuries. Previously made on special wafer irons, not only by bakers but also by wafer makers and in the home, the growing demand created yet another opportunity to engage the imagination of the Bakers
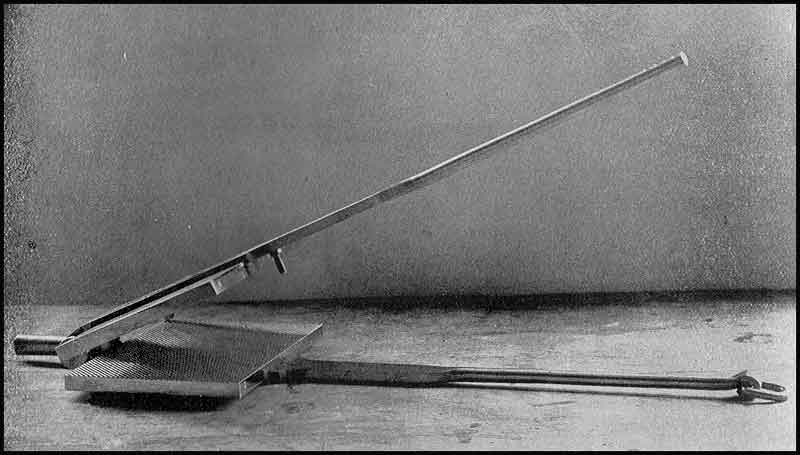 |
Hand Wafer Tongs |
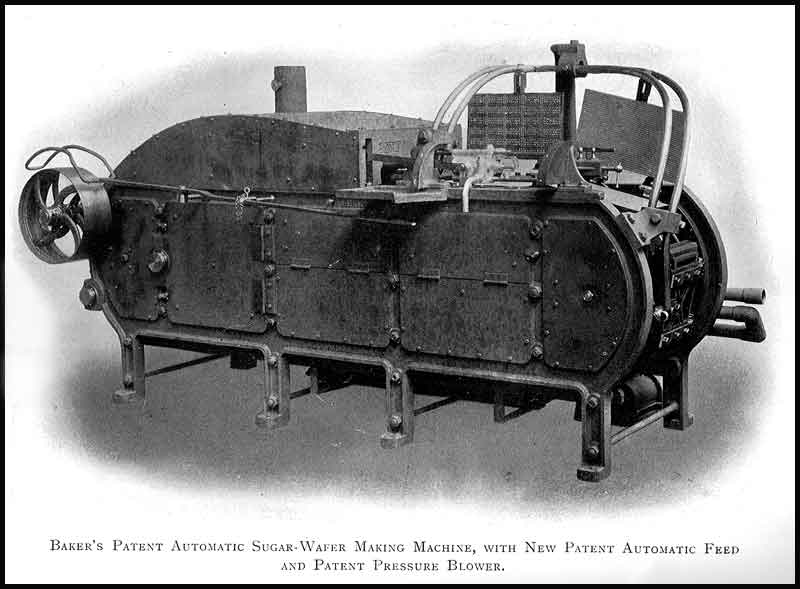
The Baker Perkins Wafer oven began life soon after the company moved,
in 1881, to more spacious premises at 58 City Road (See also Before
Westwood). George Baker, the third son of the founder of Joseph Baker
& Sons, took out a patent for a machine for making sugar wafers. Augustus
Muir's "The History of Baker Perkins" records:
"At a price of £400, it outclassed anything of the kind
then in existence. Within five minutes, its plates carrying the dough
had made a complete circuit of the gas-heated baking chamber. Since it
reduced labour costs by at least five-sixths, gas by two-thirds, and needed
only half of one horse-power to drive it, the firm claimed that no baker
without this machine could compete against rivals who had installed it."
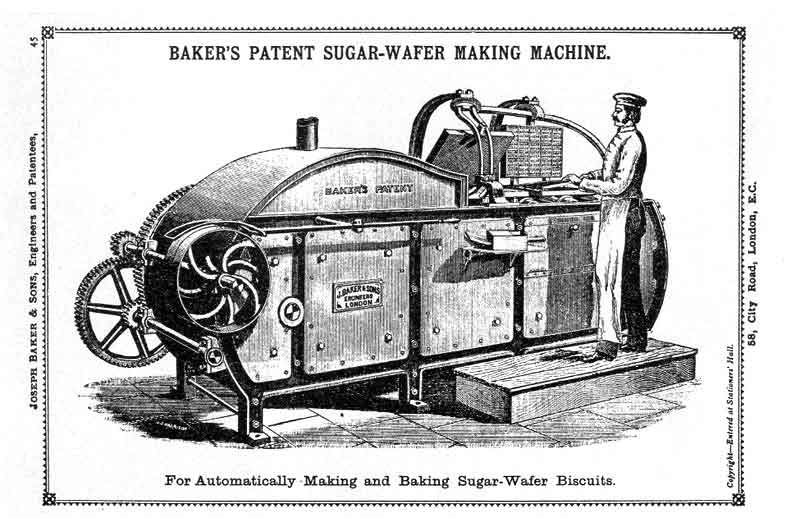 |
The first Wafer machine |
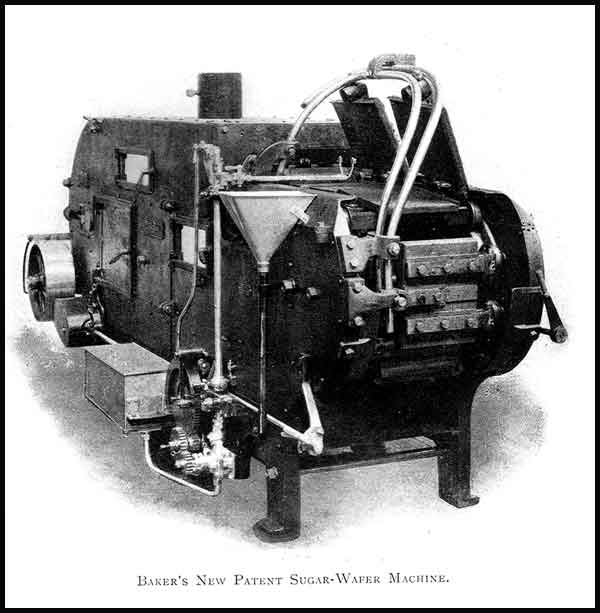
Forty years later, one of the senior directors of the firm, Sir Harry Gilpin, wrote: "The best tribute to the work of George Samuel Baker on this machine is that today, long after the patent has expired, wafer machines follow in all essentials the lines he laid down".
As indicated above, the design of the wafer machine remained, in all its essentials, the same until after WW2. Its further development at this time is covered later in this history.
The Bakers took every chance to exhibit their products at British trade exhibitions (See also Trade Exhibitions), but their main effort had been overseas – at Amsterdam in 1886 and at Adelaide in 1887; at Barcelona in 1888; and at the 1889 International Exhibition in Paris, where they had their own Boulangerie Anglaise, with machinery for bread, biscuits, pastry and confectionery. A London daily paper described the Baker plant there as "the most complete exhibit of modern bread, cake and biscuit making machinery and continuous baking ovens in the world". In 1889, they exhibited machinery in Melbourne and, in 1890, for the first time in New Zealand.
At around this time, Robert Bruce Hay was blazing a trail for the company in South America, having been first sent out, by Joseph Allen Baker, to erect a biscuit plant. (See also History of Baker Perkins in Latin America).
The Bakers were always very ready to work with others to develop a new idea or a new market. Following the move to a new Willesden factory in 1890, (See also Before Westwood), Joseph Allen Baker persuaded A.W. Copland – a skilful American inventor with a life-time of experience in the biscuit industry – to carry out some work for the company. Copland’s depositor, that "made biscuits of two colours, of two doughs or a piece filled with jam", became part of the Baker product line, as did his "Simplex" depositor – capable of handling the lightest of batters – both machines remaining in use for decades.
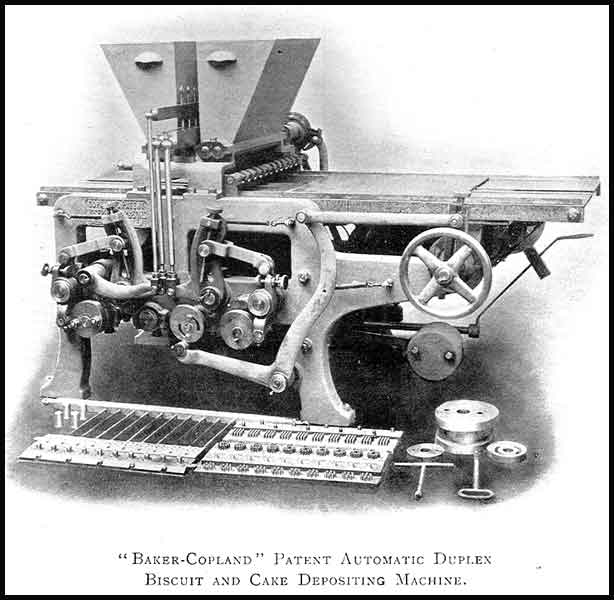 |
Baker-Copland Biscuit and Cake Depositor |
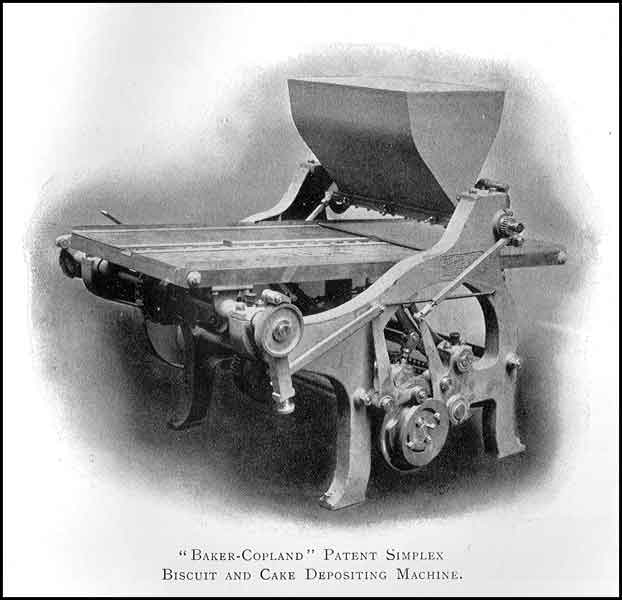 |
Baker-Copland “Simplex” Biscuit and Cake Depositor |
BAKER PERKINS AND BISCUIT MACHINERY - 1900 TO WORLD WAR TWO
In 1900, a patent was taken out for the first automatic multi-row stencil type cream sandwiching machine - the Baker-Carr – resulting from work done with Theodore Carr of Carrs of Carlisle.
Chocolate biscuits had been introduced in 1903 at which time Joseph Baker & Sons were offering a hand-operated "Champion Patent Biscuit Coating machine", in which wire dipping trays were lowered by hand into a dipping tank, lifted out and "tapped" to remove excess chocolate and then turned over to deposit the goods onto a cooler.
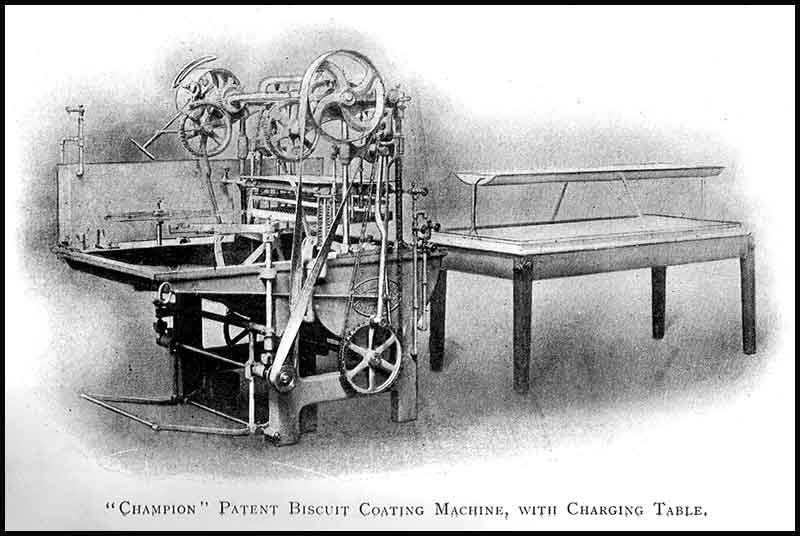 |
"Champion" Biscuit Chocolate Coating Machine |
The process of icing biscuits and cream sandwiching was mechanised around the turn of the century, full mechanisation of stencil type cream sandwiching machines first being achieved with Salerno machines in the USA.
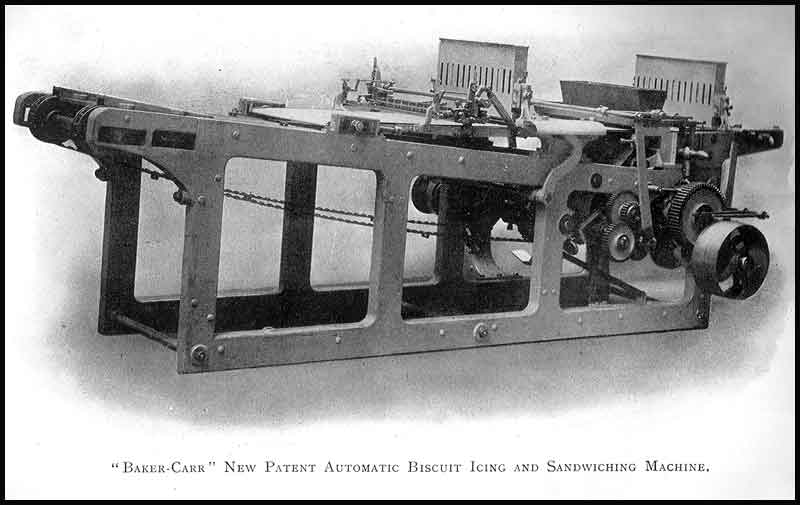 |
Baker-Carr Biscuit Icing and Sandwiching Machine |
Always adept in recognising important trends in the food market, Joseph Baker & Sons had detected the potential for growth in food packaging and, in 1904, had been experimenting with a cartoning machine for biscuits introduced from America. At around the same time, they had spent a great deal of money in designing a machine to wrap biscuits in half-pound packets. This was not a success – indeed it was many years before one was made to work as a commercial proposition. The company turned to their usual practice of working with other experts in the field and, despite Allan R. Baker having been decisively turned down by Frederick Grover of The Forgrove Engineering Ltd soon after WW1, another approach in 1926 resulted in Baker Perkins being granted the sole sales agency for Forgrove two years later. (See History of The Forgrove Engineering Ltd)
Later, in 1912, one of the most significant innovations in the story of oven development - the introduction of direct gas-firing for the travelling chain biscuit oven - resulted from collaboration with Keith Blackman, experts in gas equipment, at the instigation of the Macfarlane (later Macfarlane Lang) Biscuit Co.
Biscuit Ovens and biscuit baking
The early use of ovens for biscuit baking has already been covered and with mention above of the major Baker/ Keith Blackman breakthrough in biscuit oven design- see also "Gas Equipment for Biscuit Ovens" - here - it is worth taking a look at how biscuit baking developed in the inter-War years. Although Joseph Baker & Sons Ltd and subsequently Baker Perkins gave a great lead in biscuit oven design, they were not the originators of many lines of thought – a considerable amount of new development coming from biscuit manufacturers themselves.
The Reel oven was superseded by a conveyor (or tunnel) oven having either chain or plate moved intermittently by a ratchet on the delivery end dragshaft.
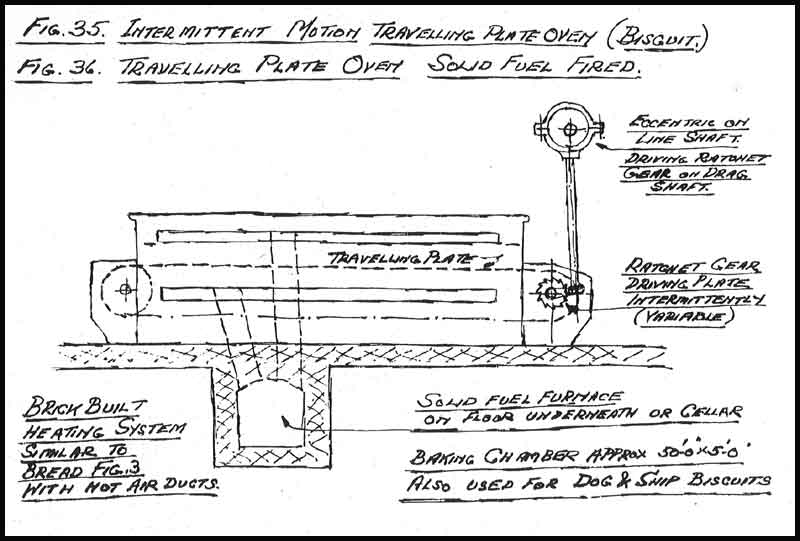 |
Diagram of Intermittent Motion Travelling Plate Oven |
Following this, the hot air travelling chain oven was introduced – a brick-built solid fuel oven utilising pans or wires that was built in considerable numbers by both Joseph Baker & Sons and its main competitors, T&T Vicars Ltd and David Thomson Ltd. Production of this type of oven ceased in around 1920. Whilst T&T Vicars offered this oven with oil firing, neither Joseph Baker nor David Thomson followed suit.
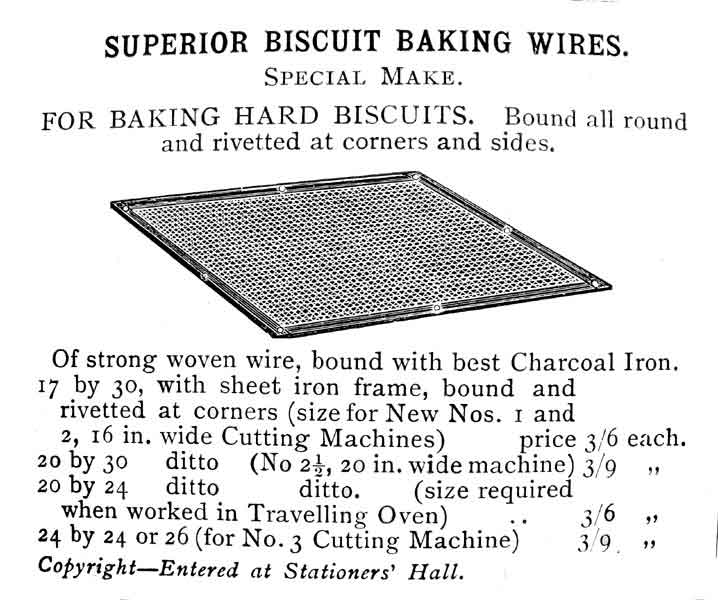 |
 |
| Biscuit Baking Wire Trays | Biscuit Baking Pans |
THE WAR YEARS – WW1
The outbreak of hostilities in 1914 inevitably affected the development of biscuit equipment at Willesden as the factory - like many others in the UK - was converted to munitions work. However, as the British Government was rather slow in organising industry on to a war footing, work on normal business was not much affected until 1916 (See also History of Joseph Baker & Sons Ltd - The World War 1 years).
BETWEEN THE WARS
The Merger with Perkins Engineers
It was in about 1913 that the first discussions took place between Joseph Baker & Sons and Werner, Pfleiderer & Perkins Ltd of Peterborough regarding the possibility of a merger. An account of these talks and the events leading up to the union in 1920 can be found in History of Joseph Baker Sons & Perkins.
The reorganisation of both factories was begun – it being decided that Willesden would concentrate on biscuit, chocolate and confectionery machinery, Peterborough on bakery and chemical equipment. For the moment, the two cultures could exist side by side. Of course, with Peterborough concentrating on bread and chemical machinery, development of biscuit equipment was little affected by the disastrous fire at Peterborough in 1922 (See The Great Fire) and life went on much as normal at Willesden. Fortunately, the Peterborough foundry, that had recently been enlarged to serve both Peterborough and Willesden, was not affected.
The company also continued its policy of working with leading unit machine suppliers in the field and from December 1919, Joseph Baker, Sons & Perkins became an agent for Savy Jeanjean of Paris. This gave it access to, in particular, Savy’s chocolate enrobing technology and, through Savy, that of National Equipment of Springfield, Mass. USA, In the 1920’s and 1930’s Baker Perkins worked closely with both companies on the development of chocolate enrobing plants - the original “UNIVERSAL” Chocolate Enrober (a 1920 Savy Patent) was a French invention, introduced to the trade by Savy Jeanjean.
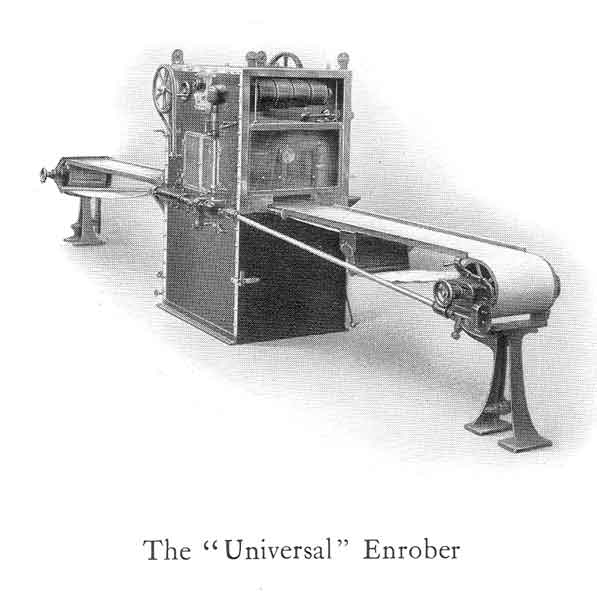 |
 |
| The “Universal” Enrober | Enrober Cooler |
A vivid insight into how the drawing office at Willesden operated is given by Claude Dumbleton, who joined Joseph Baker & Sons Ltd in June 1919:
“The Drawing Office where I was given a job as a draughtsman was positioned under a northern light roof, very low, and over a pattern store. It was populated by about 35 draughtsmen and a few odd bodies. The office was comfortable enough in the winter, but in the summer was unbearably hot and work was most difficult, which did not matter much as the supervision was very poor.
Drawings were sketchy and scarce and consisted mainly of the cast sections of machines – the steel parts were mainly obtained from information contained in sketch books held by chargehands. At the time that I joined the company it had been decided that proper sets of drawings were needed, as a situation had arisen where a large unexecuted order book called for subcontracting, and clearly, this could not be done with the existing drawings.
One of my first jobs was to produce a complete set of drawings for a 26”, 2-gauge roll intermittent biscuit cutting machine, particulars of which, in the Drawing Office, only covered the castings. To do this I had to obtain particulars of the steel parts from the chargehand, Tom Salisbury – a great character and very loath to part with valuable information. This chargehand spoke with great force, thrusting his head forward – he ate copious portions of raw onions for breakfast and chewed tobacco continuously. This situation did not make my job any easier but I managed to battle through and get what I wanted. I finally became firm friends with Tom, who taught me a lot. He was too old to emigrate to Peterborough on amalgamation.
Another difficulty in making these drawings was the fact that the drawings of castings did not always agree with the drawings themselves and all patterns had to be measured up with contraction rules. The situation of the discrepancy in castings and drawings was due to the fact that when the patterns were first made, they were frequently altered in the Pattern Shop by George Baker (“Uncle George”). Invariably, the alterations were recorded on the whitewashed Pattern Shop wall, and this was sometimes a valuable source of information. The wall was re-whitewashed some years later and much valuable information was lost.
The Pattern Shop foreman hailed by the name of Bill Checketts and he, in common with many other foremen at Joseph Baker & Sons, considered draughtsmen the lowest form of life – they were never welcome in his Shop and this did not help when recourse to “The Wall” was needed”.
(NOTE: For photographs of the Willesden factory see Before Westwood)
George Baker was, of course, the designer of the wafer machine mentioned earlier and Claude Dumbleton describes him as having “amazing qualities of design”. Claude designed the first English continuous biscuit cutting machine under George Baker’s directions – “a stimulating experience”. Many of George Baker’s features in cutting machine designs still exist in modern machines.
 |
 |
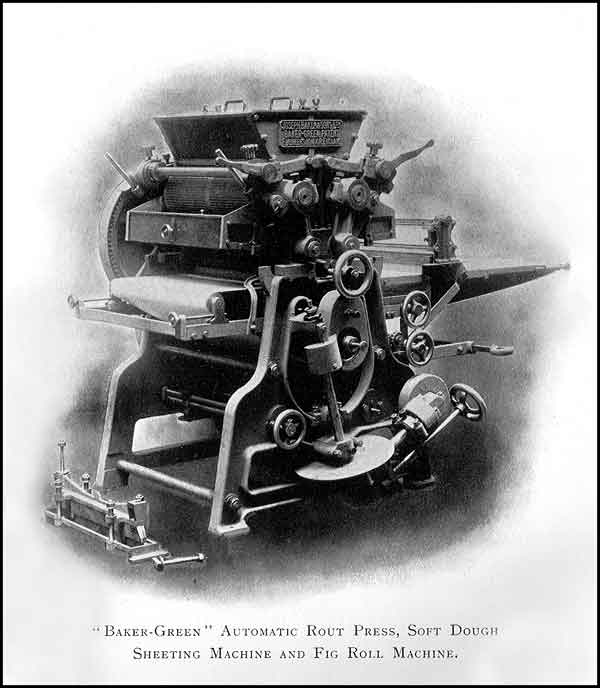 |
| Combined Hard and Soft Dough Cutting machine | Cutting and Embossing Machine | Baker-Green Automatic Rout Press |
1924 – Great Empire Exhibition at Wembley
(See also Trade Exhibitions and Outings)At the British Empire Exhibition held at Wembley in 1924 and 1925, the company exhibited a new cutting machine in which the older method of cutting and embossing was supplemented by one in which an endless sheet of dough moved forward while the cutter head kept pace with it. Technically in advance of anything else available at the time, its main advantage was that it could work at speeds hitherto unheard of. The plant on show was operated in turn by Huntley & Palmers, Peak Frean and W&R Jacob.
A new improved gas-fired travelling oven, with better control than had previously been available, also attracted much attention and resulted in Baker Perkins gaining, in the decade following the Exhibition, almost a complete monopoly in the gas-fired chain-oven market. The company went on to turn out an average of one oven per week, varying in length between twenty-four and seventy-six feet and from one to four pans in width.
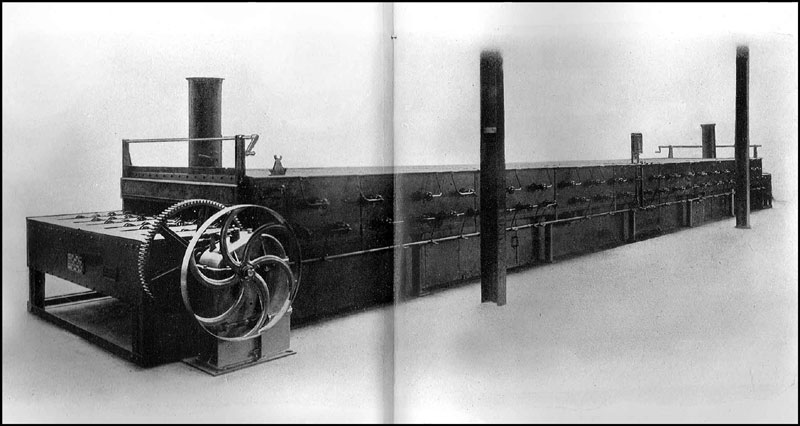 |
Gas-heated Travelling Chain Oven |
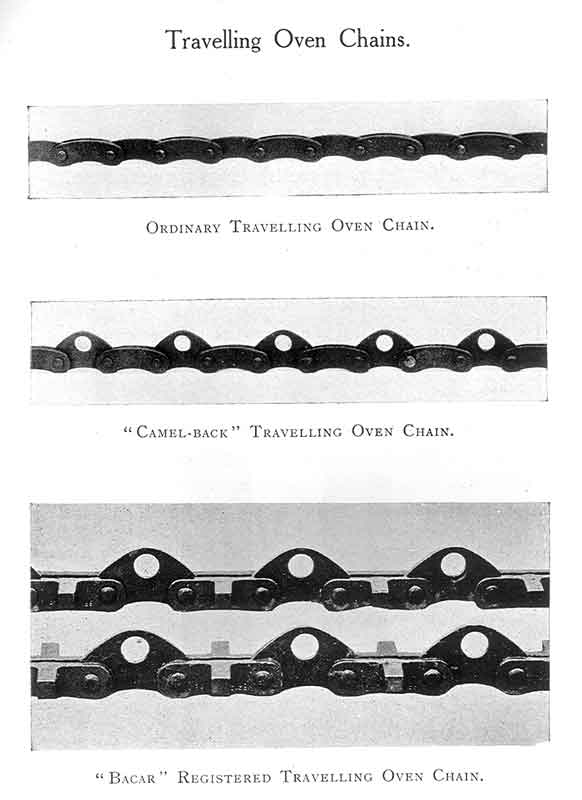 |
Various chains fitted to Travelling Ovens |
Just after the merger with Perkins Engineers Ltd, (see History of Perkins Engineers Ltd and History of Joseph Baker, Sons & Perkins Ltd), the Joseph Baker & Sons Ltd Biscuit and Cake Machinery catalogue featured a huge range of equipment to automate biscuit production as well as hand-operated machinery and all of the sundries necessary to equip a biscuit factory.
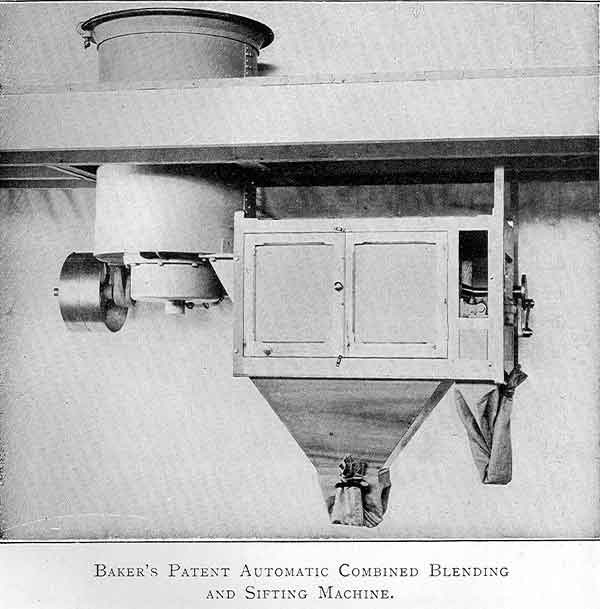 |
Automatic Combined Blending and Sifting Machine |
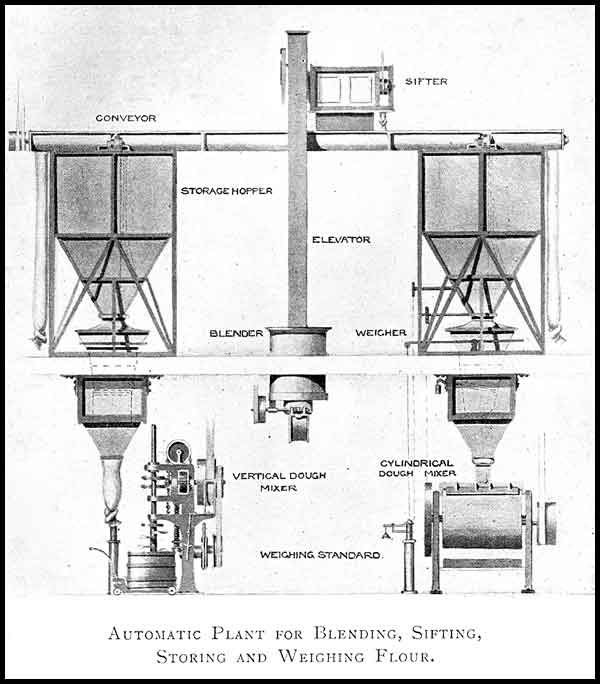 |
Automatic Plant for Blending, Sifting, Storing and Weighing Flour |
The handling of ingredients, perhaps particularly flour, had always been a dusty and messy business but "Flour Sifting and Mixing" machines were part of Joseph Baker & Sons’ catalogue since before the end of the nineteenth century. By the early 1920s, a "Patent Automatic Combined Blending and Sifting machine" – to produce any blend of flour without previous weighing – together with a sophisticated automatic plant for blending, sifting, storing and weighing flour had been added to their product line. This latter system was another example of automation, reducing considerably the labour requirements at the front end of the plant as well as significantly contributing towards the overall hygiene of the factory. These were the precursors of the fully automated Pneumatic Handling and Storage plants which were to be a feature of the 1950s onwards.
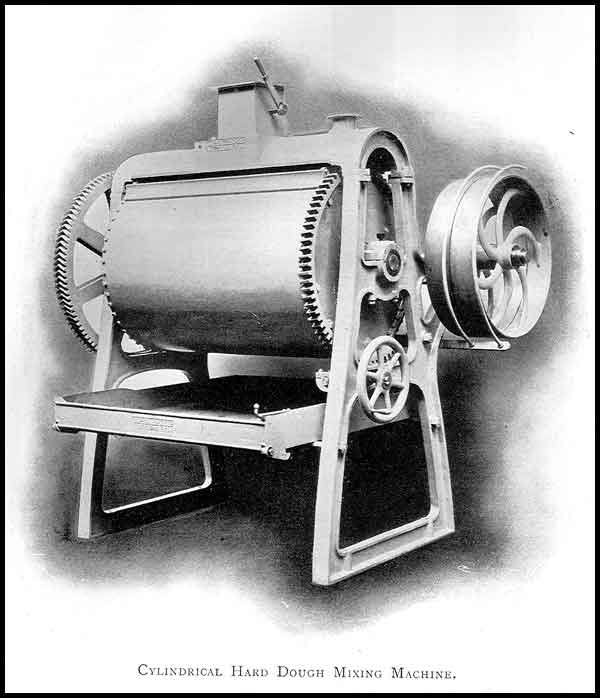 |
Cylindrical Hard Dough Mixing machine |
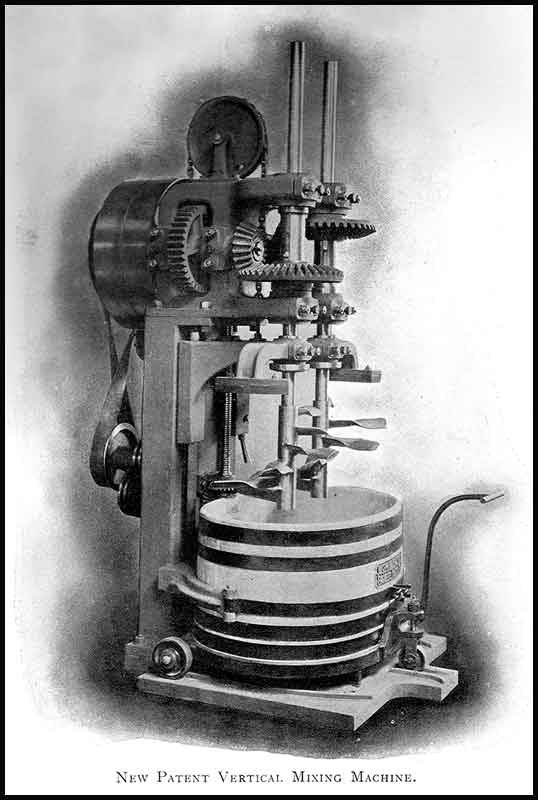 |
Vertical Mixer with Wooden Dough Tub |
A full range of mixers was featured – from a solidly built cylindrical machine to handle the hard doughs used for some fancy biscuits but particularly Ship, Military and Dog Biscuits, to the newly introduced two- and three-spindle vertical mixers with removable tubs of from half to three sacks capacity – all equipped with automatically lowered and raised mixing blades. (It is understood that in the 1940s the small version of this machine was sold to the War Ministry for mixing rocket fuel).
A typical plant from this era would consist of:
- Vertical Mixer 1 Bag of flour (140 lbs)
- 10BM Cutting Machine - 20” wide dough sheet.
- 40’ Chain oven
- Circular Pan Rack
- Penny stacking conveyor
- Pans or wires 21” by 21”
A plant of this size would produce 250/300 lbs of biscuits per hour.
 |
 |
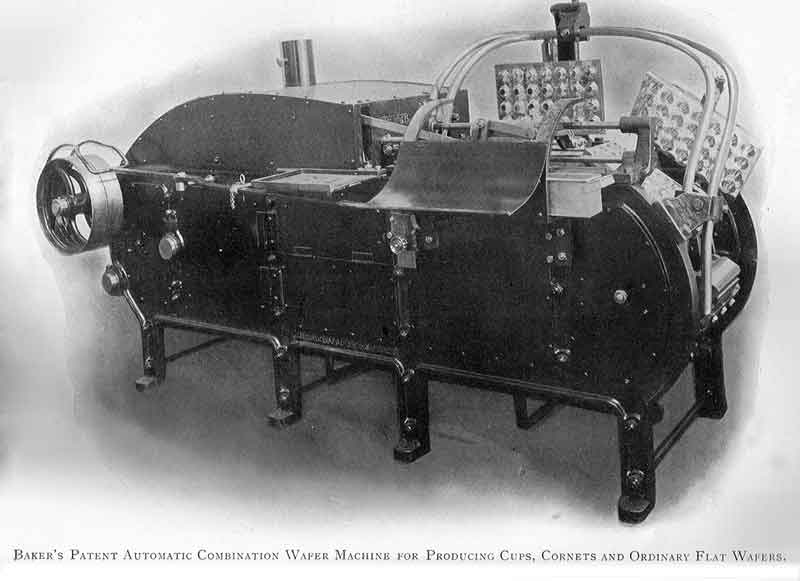 |
| 12-Plate Wafer machine with Automatic Batter Feed | 17-Plate Wafer Machine for delicate batters | Machine to produce Ice-cream cups and cornets |
By this time, George Baker’s original wafer machine concept had been developed to include a 12-plate machine with automatic batter feed, a 17-plate machine equipped with smaller plates to produce sugar wafers from delicate sponge batters and a versatile machine with two sets of plates – one set for cups and cones, the other for conventional flat wafers.
The application of increasing levels of automation, with the resulting lowering of production costs for good plain biscuits, in turn led to a greater output of both cream filled and chocolate coated biscuits – also at reasonable prices. The patenting of the first multi-row sandwiching machine in 1900 by Joseph Baker and W.T. Carr has been mentioned previously but now, Baker Perkins worked with Robert Macfarlane (of Macfarlane Lang & Co.) to patent a cream deposit type of sandwiching machine, utilising cream extrusion and wire cutting. Described as a continuous horizontal creaming machine and called the "Streamline", it had a vertical rotating hopper stencil that was later developed into the Quality machines in use late in the twentieth century. After experiencing a large volume of sales in the late 1920s/early 1930s, there was a reversion to the use of the Baker-Carr machine that, on the expiry of its patents, had been taken up by some American companies.
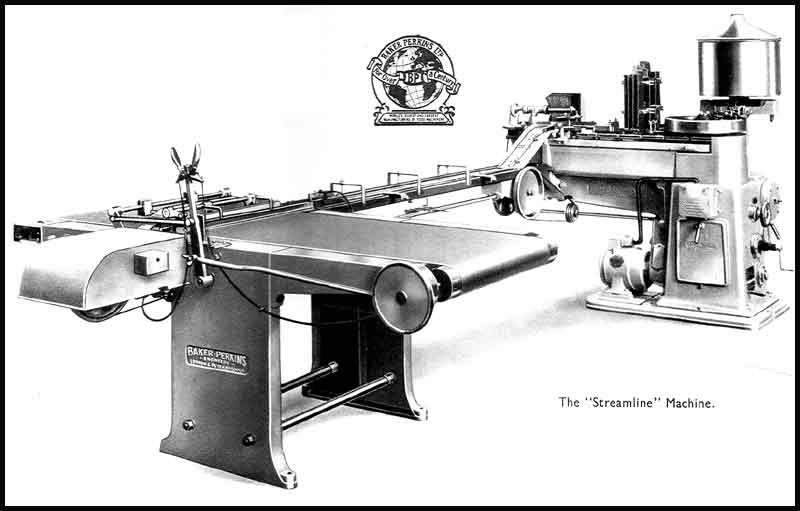 |
The “Streamline” Biscuit Sandwiching Machine |
The use of baking sheets or wire trays for baking biscuits remained in use until the availability of rolled steel in long lengths. A Dutch competitor had introduced five plants into the UK in 1924, each having four 20” wide steel bands running through 66 ft long ovens, each band being made up of two 10” bands joined by welding longitudinally. Willesden’s immediate reaction was to think along the lines of an Automatic Plant that would be capable of producing both pan and wire goods.
 |
 |
 |
 |
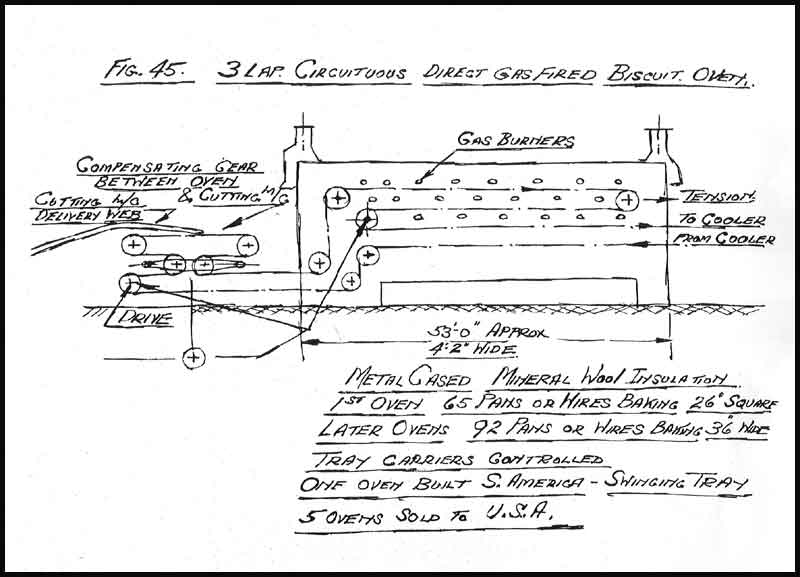 |
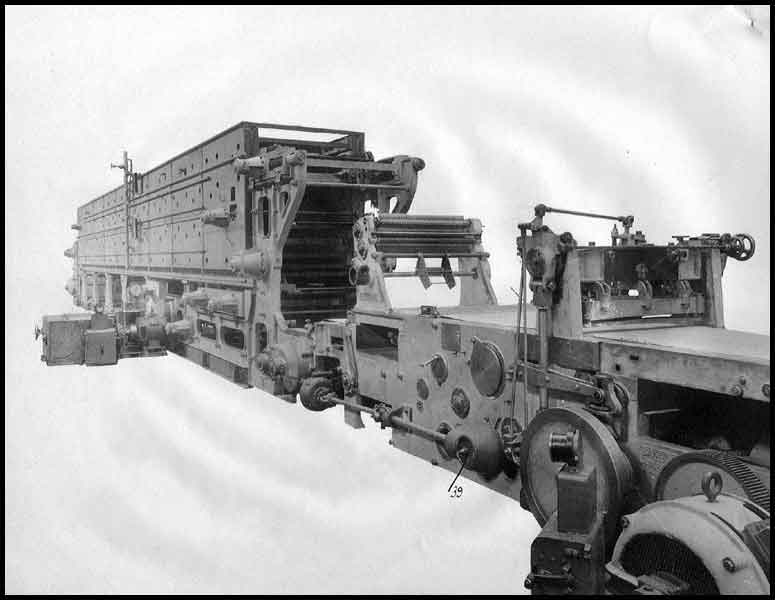
| 26" Baker-Green Biscuit Cutting Machine | Three-lap Circuitous Oven | |||
Fed by a 26” Baker-Green cutting machine with compensating gear between machine and oven, the oven was a three-lap circuitous type, with direct gas heating. The oven chain, designed and built at Willesden, ran through the compensating oven feed gear, the post-oven cooler and packing tables.
The Dutch ovens were fed by rotary moulders but at this time, the rotary type of biscuit did not find favour among English biscuit manufacturers. They argued that, despite the relative simplicity (and cost) of the rotary moulder, a satisfactory soft dough biscuit could only be produced by an embossing machine – a view held by a number of manufacturers for many years.
 |
An Early Rotary Moulder feeding an electrically-heated band oven |
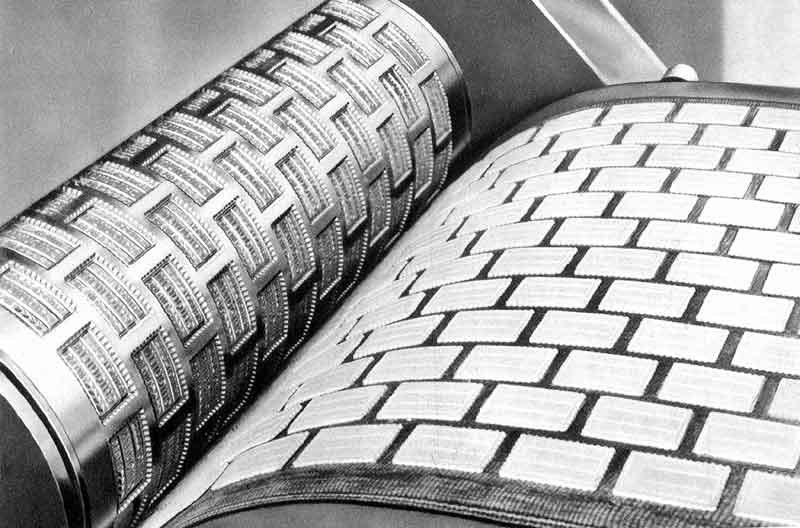 |
Close-up of the Rotary Moulder in action |
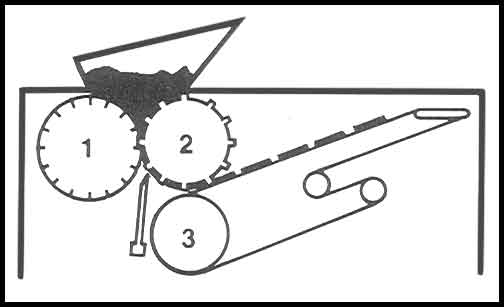 |
The forcing roll (1) takes dough from the hopper and presses it against the moulding roll (2) to fill a series of biscuit impressions engraved on the roll periphery. Excess dough is removed by a scraper. The extraction web is pressed against the moulding roll by a rubber covered pressure roll (3) and the dough pieces adhere to the web and are extracted from the impressions in the moulding roll, the dough pieces being transferred onto the oven band by another web. |
However, the steel band oven, fed by a rotary moulder, had marked an advance to almost complete automation and biscuits were now available to a larger public at as low as sixpence a pound.
Baker Perkins had to sit up and take notice of this development and in 1926 produced a plant with a four band 60ft long oven. The very secretive nature of the biscuit industry, reflecting the stiff competition in the market-place - is illustrated by the fact that this plant – sold to Crawford’s of Liverpool – was erected by the customer themselves, no-one from Willesden ever seeing it in production and therefore learning nothing about its operation under production conditions.
Willesden’s second effort was an 84 ft x 32” band oven (32” bands having now appeared from Sandvik, Sweden), fed from an intermittent cutting machine with reciprocating peeling knife to feed one line of biscuits at a time from the cutting machine to the steel oven band. Supplied to Frears of Leicester, this plant started a rapid and hectic line of developments on steel and wire band ovens.
A major step forward was taken in 1927 with the manufacture at Willesden of a continuous biscuit cutting machine invented by T. L. Green. The cutter head design imparted a rocking motion to the table and cutter head, reducing the stresses at the end of each stroke. (Theoretically, with the Baker-Green design, the biscuit cutter and the dough sheet are only synchronised at one point (bottom dead centre) as the head is moved by an eccentric shaft. For the majority of biscuits being cut from a relatively thin sheet of dough, the “drag” is minimal).
 |
 |
| The “Baker-Green” Biscuit Cutting Machine | |
This became the standard on cutting machines up until the acceptance by the industry of the rotary cutter in 1967. (NOTE: The rotary cutter was first invented in 1890 – another being patented by Thomas L. Green & Co. USA in 1900 and it is believed that Baker Perkins produced a version pre-1939, abandoning the design, probably because of too much deflection under load - but it was many years before the conservatism inherent in the industry accepted this method of biscuit forming).
Willesden’s third plant took advantage of this development, being a 186 ft x 32” wide wire band arranged for high temperature cracker baking. This plant size was fixed at twice the capacity of one 50 ft 3-pan oven – at the time the limit of production of a Baker-Green cutting machine on the short baking time cream cracker. For biscuits requiring a longer baking time, the speed of the Baker-Green cutting machine allowed it to feed multiple band ovens, a patented transfer gear placing the flow of biscuits from the cutting head alternatively on each of the oven feed-webs. The transfer mechanism then operating in such a way as to secure an uninterrupted flow of biscuits directly onto each oven band.
 |
The “Baker- Green” Biscuit Cutting m/c feeding a 3-band oven |
 |
Three Combination Rotary, Rout Press and Wire-Cut Biscuit machines feeding a 3-band Oven |
The first 186ft plant was followed by a flood of plants for many English and Scottish biscuit manufacturers. Export business was also very brisk with plants being installed in France, Belgium, Holland, Australia, South Africa and a number of South American countries. Pan plants were still being supplied in the late 1930s alongside the development of the band oven, dough sheet width was now 30” and with the Baker-Green cutter head the cutting machine could feed a 40’ three pan width chain oven or 120’ band oven producing up to 1000 lbs of biscuits per hour.
Up until 1936, wire band ovens were fitted with French articulated flattened bands and, when certain conservative English manufacturers started baking on wire band plants, they insisted on orthodox 5 per inch square mesh bands to give similar markings on the bottom of the biscuits as had been obtained from the standard wire baking trays used since time immemorial.
Oddly enough, the company’s American subsidiary had not, in 1927, installed any biscuit band ovens and did not take advantage of the English experience. They did take orders for a few plants, here and there, but biscuit plant did not feature heavily in their activities. (See also History of Saginaw).
As stated previously, Baker Perkins had, in 1928, at last gained an entrée into the packaging machinery market through their association with Forgrove. As a result of this, Baker Perkins was able to introduce Forgrove to the Package Machinery Company of Springfield, Massachusetts, Forgrove becoming Package’s sales agents in Europe. A further result of this collaboration was the development of machinery for cartoning biscuits, Baker Perkins gaining from the opportunity to provide the conveyors to work between the biscuit plant and the cartoning unit.
 |
Forgrove biscuit carton wrapping machine |
After 1929, chocolate-coated biscuits were being processed on the “International” enrober, the result of the previously mentioned collaboration between Baker Perkins, Savy Jeanjean and National Equipment, which had been developed, and which had gained great success, in the chocolate and confectionery industry, (see History of Baker Perkins in the Chocolate and Confectionery Business).
The Move from Willesden to Peterborough
Between March and September 1933, most of the Willesden staff and workmen who had agreed to make the transfer to Peterborough had made the great trek north. Those pieces of equipment that could be re-used at Peterborough had been dismantled and despatched, the rest was auctioned off. (See Willesden to Peterborough).
Shortly after the move from Willesden to Peterborough, Baker Perkins designed a more completely automatic type of biscuit plant. Convinced of the new plant’s earning potential, one biscuit manufacturer ordered eight of these plants between 1934 and 1939. Unfortunately, the conservative nature of the industry once again showed itself and it was not until shortly before the outbreak of WW2 that further plants were installed in the UK.
Around this time, the development of the steel band biscuit oven led to another, quite unexpected, outcome – the automatic swiss roll plant. Originally conceived by George Ellis of Kearley and Tonge, Bethnal Green, the idea was put into practical effect by Charles Maroni of Joseph Baker and Sons. Batter is deposited in a continuous sheet directly onto the steel oven band and the baked dough conveyed to the floor below, effectively turning the sheet over, allowing cream and jam to be spread on the "pale" side. The cake is then cut into strips and rolled up by hand. Later, a single-floor version of the swiss roll plant was introduced. Initially thought of as a one-off solution, swiss roll plants were sold all round the world.
The clash of cultures that had ensued from mixing the Willesden and Peterborough design philosophies had lasted for some two years and led to some significant disagreements particularly on the subject of baking technology but out of this came new thinking that was soon to be applied to biscuit baking. (See also Willesden to Peterborough).
In 1938, considerable interest was being taken in the American diathermic (designed at the Baker Perkins Saginaw, Michigan factory, see The History of Saginaw) and the German Cyclotherm baking systems, both where regenerative hot air systems in which air was heated by gas or oil-fired burners and conveyed through ducts above and below the oven band - the former based on small volume, high speed circulation of the hot baking gases, the latter on large volume low speed circulation.
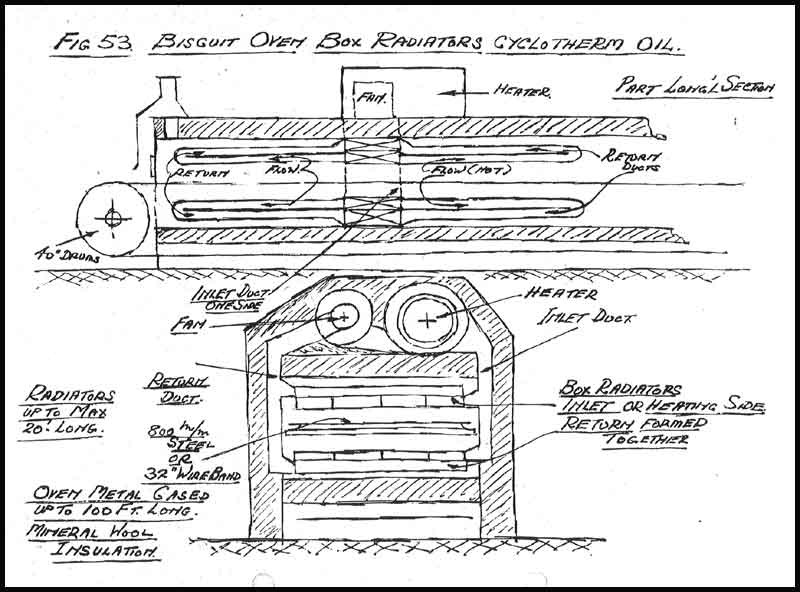 |
Sketch of German Cyclotherm Oven with box radiators |
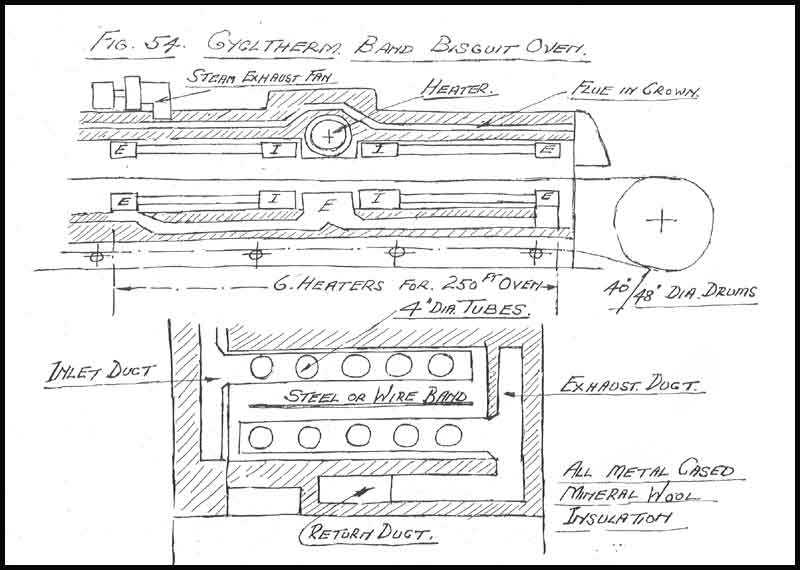 |
Sketch of American Cyclotherm system |
After seeing both designs, Baker Perkins was advised to build one of each type. A small number of each type was sold - with varying success – and Baker Perkins concentrated on the American (diathermic) design that it called (perhaps somewhat perversely) the Cyclotherm, believing that the German box radiators did not provide sufficient radiating surface.
Although the new baking process was soon applied to bread production at this time, only two Cyclotherm biscuit ovens were produced by Baker Perkins before WW2, (in 1938), both with box radiators, one for Finland and one for Singapore. It is understood that the latter was used by the Japanese during their occupation.
What is perhaps the definitive work on the development of oven design at Baker Perkins is “The Oven Game” written by Claude Dumbleton in December 1956. Claude Dumbleton joined Joseph Baker & Sons at Willesden in June 1919 and went on to become a member of the Board in 1939. He specialised in the development of baking ovens, acting as technical adviser until 1963. A copy is lodged in the Baker Perkins Archive being built at Peterborough Central Library (See Where to Find More Information)
THE WAR YEARS– WW2
Inevitably, with the outbreak of hostilities in 1939, Baker Perkins turned to war work and any partly built biscuit equipment was crated and stored. Biscuit manufacturers struggled to keep their plants producing and efforts were made by Baker Perkins to cannibalise the stored equipment for precious spare parts. (see Working Conditions in Wartime).
It was during the war that the Forgrove Machinery Company and Baker Perkins boards agreed that amalgamation would be the best way forward into the post-war era. Accordingly, in 1943, the remainder of the outstanding shares in Forgrove were purchased and Baker Perkins finally had its own biscuit packaging machinery resource. (See also History of the Forgrove Engineering Co).
BAKER PERKINS AND BISCUIT MACHINERY - 1945 TO 1975
The next section of this history - from 1945 to 1975 - includes the substance of a memoir, kindly supplied by Roland Maycock, of his time at Westwood. Extracts from his memoir covering his experiences as an apprentice from 1940 to 1945 can be found in Trainees in Action and Working Conditions in Wartime. Other developments that took place both inside and immediately outside Roland’s time-frame have been added, and more will follow.
BAKER PERKINS IN THE BISCUIT BUSINESS PART TWO – 1945 TO 1975
THE POST-WAR RECOVERY – THE GOOD YEARS
In 1945, the Drawing Office resumed work on Food Machinery, with a backlog of orders for biscuit plant that would take 10 years to complete. (Between 1945 to 1955 Westwood Works designed and produced 20 biscuit plants each year for dispatch to biscuit manufacturers throughout the world). There was an acute shortage of draughtsmen and this provided the opportunity to promote apprentices from the workshops to become Improver Draughtsmen. Roland Maycock was one of these (see Trainees in Action). Roland remembers – “Pressure to meet shipping dates resulted in some odd situations like the painter who was still putting finishing touches to the machine whilst it was on the lorry ready to leave the yard”.
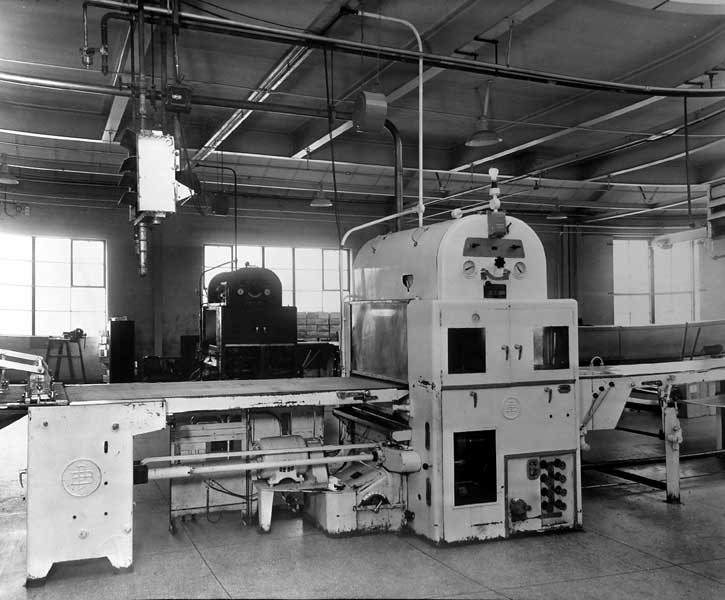
A considerable advance had been made in the automation of biscuit-making machinery before the war and two-thirds of the post-war order backlog was for automatic plant, almost every one in some way different - to suit the limited space available in biscuit factories – and all to make different types of biscuit.
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
|||
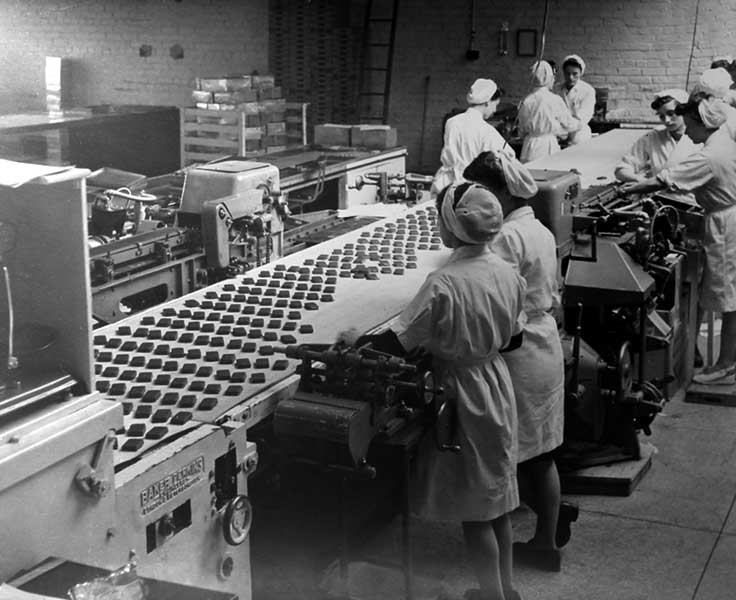
| A typical post WW2 Biscuit Plant | ||||||
The machinery to complete these orders was updated pre1939 vintage, most going back to the Willesden era. These were made to Willesden drawings - the drawings preserved as ink tracings on linen – and designed on the (Willesden) maxim that only cast iron, mild steel or gunmetal should be specified for components and that, wherever possible, the components should be made in Westwood Works, including the variable speed gears. These were of the Reeves type - cast iron cones sliding on 2½”square shafts with drive belts made from wood and leather and produced in the Westwood Carpenters’ Shop.
Designated the 24BA and based on the “Baker-Green” cutting
machine of 1927, its frames were cast iron stretchered to form a rigid
construction that would sit square on an uneven floor. The equipment can
only be described as heavily constructed. Rarely, if ever, subject to
breakdown, the main consumable was the variable speed belt. Being made
in the factory, these were a good source of spares income. The 24BA was
still being sold, particularly in export markets, well into the 1960s.
Roland recalls – “Technical management rigidly controlled
this policy, always considering the effect on Westwood Works when any
change was contemplated. Most departmental managers were ex-Willesden
and they ran their departments within firm boundaries. Basically, the
system ran on paper – you had to have a piece of paper telling you
what to do or what was to be supplied. The paperwork could take longer
to issue than it took to build the machine! Foremen from the factory would
come sniffing around the Drawing Office to see what was coming through
and the machine would be built before they got the paperwork. This, of
course, all changed when the system was computerised. The policy of balancing
social and commercial needs extended to new developments, innovative designs
would be held back - “put in the cupboard” was the phrase,
until the time was considered right for release to manufacture”.
Alongside the 24BA cutting machine, the 10BA, 20” wide cutting machine was still being sold. Roland Maycock recalls –
“This machine possibly takes us as far back as the earliest factory-made biscuits. An intermittent motion whereby the dough sheet stops whilst the stationary cutter-head impressed and cut the biscuit. Cut biscuits were transferred onto pans/wires, the stop-go movement of the web obtained by a pawl and ratchet mechanism which restricted the number of cuts per minute”.
Many improvements were made to this machine over the years but it was still finding a market with smaller biscuit producers in overseas countries as late as 1966.
In these post-war years, 14BW cream sandwiching machines, developed from the Baker-Carr machine in the late 1930s, and the original Baker Perkins-Macfarlane “Streamline” sandwiching machine from the 1920s, were also much in demand as were 18 plate wafer machines, the latest version of George Baker’s 1890s original design. See The History of Baker Perkins in the Biscuit Business Part 1.
WAFER PLANT DEVELOPMENTMANY MACHINES HAVING 18 PLATES WERE SOLD AFTER THE WAR AND A 24 PLATE MACHINE WAS INTRODUCED IN 1954, A 30 PLATE MACHINE IN 1965 AND THE SIZE WAS INCREASED TO 36 PLATES IN 1968. WAFER MACHINES WERE OFTEN SOLD WITH DOUGLAS BATTER MIXING/DISTRIBUTION SYSTEMS AFTER 1959. FIRST AUTOMATIC WAFER PLANT SUPPLIED TO GRAY DUNN IN JUNE 1960. EIGHT MORE SOLD BY END OF 1965. THE RESPONSIBILITY FOR DEVELOPING WAFER MACHINES WAS TRANSFERRED TO THE C+C SECTION OF THE DIVISION IN 1973 (SEE BELOW) |
The return to production of machines and ovens was almost complete by the end of 1945. However, severe labour shortages existed (see History of Baker Perkins Ltd), and the need for extra capacity to cope with the back-log of orders – the key problem being that of ensuring that the work supplied by sub-contractors would be up to the Baker Perkins standard – was met by the opening, in early 1946, of Bedewell Works at Hebburn-on-Tyne. (See History of Bedewell). Bedewell became, in later years, the manufacturing centre for both biscuit and bakery ovens.
By 1948, the demand for biscuit plants was, once again, worldwide and Baker Perkins' total exports had increased by an amount which would have seemed impossible only two years before. It was estimated that by 1949 the amount of Baker Perkins’ export trade was close to four times higher than it had been in 1938.
Long-serving Biscuit Ovens
One of the biscuit ovens installed during this period (1950), is still in daily operation at Furniss Foods, Redruth Cornwall after 60 years, turning out 7,000 biscuits an hour. (See here).
More Automation
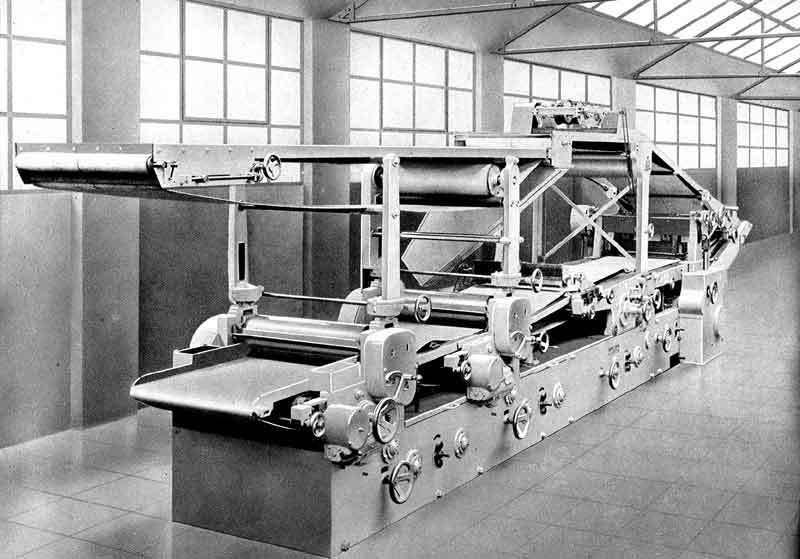
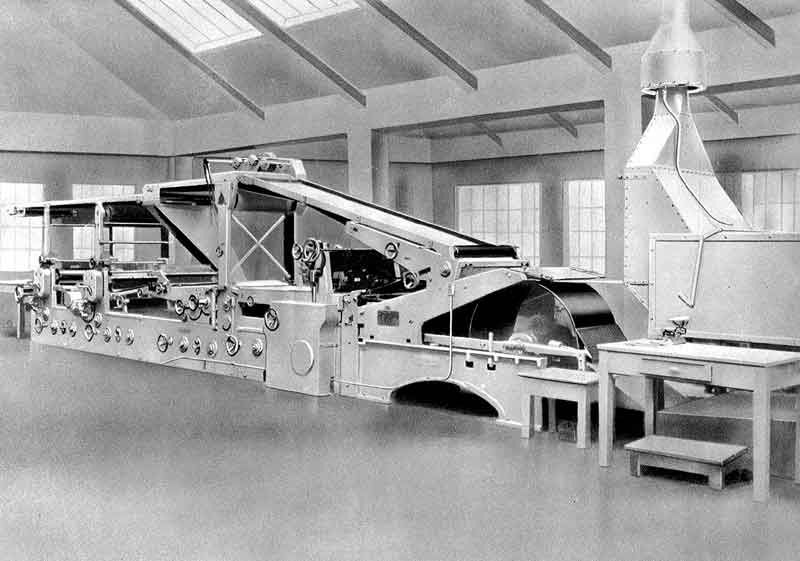
Increased automation had created another problem - whilst being a significant step forward, the band oven being single width meant that the oven was very long, creating plant layout problems in existing biscuit factories equipped with short multi-width pan ovens. An earlier photograph shows ingenious machinery designed to overcome this with the cutting machine feeding triple-band ovens with an oscillating panner.
New biscuit plant layouts overcame the problem in a variety of ways. A turnover drum was developed as part of the ambient cooling system allowing the plant to be assembled with the oven on the ground floor, turnover drums (developed by Baker Perkins in association with Macfarlane – Lang) and conveyors elevating the biscuits to the floor above for stacking and packing. Plant layouts were tailored to the existing factory buildings with detailed measurements of the area – floor-to-floor height, etc. - taken to accurately prepare the plant drawings. Every installation was different. One factory had baking on one side of the street, stacking and packing on the other side; in another factory, the cooling conveyors transported the biscuits over a canal that dissected the factory. Possibly the most bizarre factory is built around a graveyard.
The problems of rising costs, a shortage of skilled labour and demands for enhanced hygiene, were all impinging on Baker Perkins customers and the application of automation was seen as the solution. It was necessary to take a fresh look at the traditional product line and ensure its development to meet the new demands. Key to the development of new designs had long been an efficient test bakery where tests using new designs and materials could be carried out and a new, purpose-built experimental facility was built at Westwood in 1950.
The business continued to grow strongly and exports of biscuit machinery continued to increase. However, by 1950, the world had become a very different place with import restrictions and currency problems varying from country to country. It was clear that a radically new approach was required, with specialists trained, technically and commercially, specifically to sell Baker Perkins products in overseas markets. The biscuit business’s products were now to be sold through a new company, Baker Perkins (Exports) Ltd., which started operations at Westwood Works on 1st September. (See also The Export Company).
DOUGH MIXING MACHINE DEVELOPMENTUNTIL THE DEVELOPMENT OF THE HIGH-SPEED BOWL MIXER IN THE 1940S, THE STANDARD MACHINE FOR MIXING BISCUIT DOUGH WAS THE BK SERIES SPINDLE MIXER WITH A DETACHABLE TUB, INTRODUCED IN THE LAST HALF OF THE NINETEENTH CENTURY (SEE ILLUSTRATION IN PART ONE OF THIS HISTORY), BUT STILL BEING SOLD INTO THE 1970S.THE MIXING ACTION WAS GENTLE, TAKING UP TO 1½ HOURS FOR EACH BATCH. THE CHANGE FROM SPINDLE MIXERS TO HIGH -SPEED BOWL MIXERS WAS NOT ACCEPTED BY ALL BISCUIT MAKERS WHO SAW IT AS DETRIMENTAL TO THE QUALITY OF THE PRODUCT. SOME WHO TRIED THE BOWL MIXER LATER RETURNED TO SPINDLE MIXING. HOWEVER, WITH MIXING TIMES DOWN TO 15 MINUTES, IT WAS INEVITABLE THAT THE HIGH-SPEED MACHINE WOULD BECOME THE STANDARD. THE HIGH-SPEED STATIONARY BOWL MIXER WAS DEVELOPED FROM A BAKER PERKINS SAGINAW BREAD MACHINE AND MANY WERE SOLD FOR BISCUIT PRODUCTION IN THE IMMEDIATE POST-WAR YEARS. AN UPDATED, 1500 LBS CAPACITY MACHINE – THE 20DJ – WAS INTRODUCED IN 1955. IT HAD A FIXED BOWL WITH A SLIDING FRONT DOOR, THE FLOUR SLIDE AND OTHER INGREDIENT FEEDS MOUNTED ON TOP OF THE FIXED BOWL. MIXING WAS ACHIEVED BY TWO FOLDING AND CUTTING BARS, ROTATING WITHIN THE BOWL, BEING BASICALLY A BREAD MACHINE IT WAS A GOOD MIXER FOR HARD SWEET AND CRACKER DOUGHS. BAKER PERKINS INTRODUCED ITS FIRST HIGH SPEED TILTING BOWL MACHINE FOR MIXING SOFT DOUGH IN 1956. ITS SIGMA TYPE BLADE ROTATING IN THE BOWL GAVE SIDEWAYS MOVEMENT OF THE DOUGH MASS ACHIEVING THE ESSENTIAL BLENDING OF THE FATS AND SUGARS. TO DISCHARGE THE MIXED DOUGH THE BOWL TILTED THROUGH 90 DEGREES TO THE HORIZONTAL POSITION. A LARGER TILTING BOWL MACHINE – THE 23DJ – WITH A CAPACITY OF 2000LBS WAS INTRODUCED IN 1967. THIS WAS, IN TURN, REPLACED BY A NEW DESIGN 850KG MACHINE IN 1972. |
WHERE NOW?
With work on the backlog of orders nearing completion, the question of what the future was for biscuit equipment had to be faced. The demand was for longer baking ovens; bands were now available 1 metre wide so it was no longer practical to hand-feed large quantities of dough into the forming machines, the biscuit cutting machine and ancillary units had reached their maximum speed. New equipment was urgently required. In an attempt to solve the situation, the company for the first time employed design engineers from outside the company to develop a new range of machines - arguably a reasonable means of obtaining an input of new ideas.
The new team developed machinery for handling dough from the mixer to the forming machines and designed a continuous dough-sheet laminator based on the original patents. Augustus Muir notes in his “History of Baker Perkins”
“A success in the early 1950s was the evolution of a laminator for biscuits, including the hard sweet type and cream crackers. This was based on an American idea to which great thought had been given by Ralph Baker. It took four years to evolve a prototype machine that incorporated a method of continuously sheeting the dough and laminating it in front of a cutting machine so that the process required a minimum of control; and a further year was spent before a commercially acceptable machine could be installed in a factory”.
(NOTE: It is understood that laminators had been introduced into the USA in the late 1930s or early1940s)
That mechanical and process considerations are not the only things taken into account when deciding on the timing of the launch of a new product is pointed out by Roland Maycock –
“The policy of balancing social and commercial needs extended to new developments, innovative designs would be held back - “put in the cupboard” was the phrase, until the time was considered right for release to manufacture.
One example was the Dough-sheet Laminator. The design was “in the cupboard” for several years, until the following considerations were resolved:
- Operation of Dough brakes was hard work, four girls to each brake,
2 to 4 brakes to each plant. The girls rolling the dough, folding and
fat-filling between the layers and then re-rolling, they worked for
2 hours, and then had a rest period.
- Baker Perkins worked in close co-operation with its customers;
some restraint may have come from the possible effect on quality of
the Cracker biscuit, the flakiness was never as good when made on Laminator.
BUT
- The competition was offering Dough Laminators.
AND
- Dough Brakes were mainly constructed of cast iron and to obsolete them would mean and a big loss of production in the foundry and works.
The eventual release for sale took place in 1956 when the quality of the biscuit produced by the laminator was judged to be acceptable. Five years earlier, the lower quality would not have been accepted. The life of the Dough brake had been extended by at least five years.
(NOTE: Similar considerations delayed the introduction of the rotary cutter until the late 1960s – a concept having its origins in the 1890s).
The dough laminator gave consistency to the process, removing the human element, and hard work associated with using dough brakes and considerably reducing the labour content in the biscuit factory. Bulk dough was delivered into the hoppers of two dough sheeters, each producing a sheet of dough. Before these were brought together, a mixture of equal parts of fat and flour was spread between the two, the purpose of the flour being to disperse the fat and facilitate handling in the spreader. The two sheets of dough and the fat filling passed through further sets of rollers, reducing the sandwich thickness to 3mm. This was then layered continuously at right angles across the feed table of the biscuit cutting machine - 800mm, 1000mm or 1200mm wide.
The 41BA Cutting Machine
A proposal for a new Biscuit Cutting machine was prepared and presented to the Designs Committee, (See also History of Baker Perkins Ltd). It proposed that the sections of the cutting machine should each be separately driven by hydraulic motors and synchronised hydraulically. The proposal was rejected and it can be reasonably assumed guidelines were given as to what would be acceptable.
In around 1950, a new proposal (41BA) was approved. This would have cast iron frames, using three frames per section so that the drives would be moved from beneath the rolls and web, giving much improved access for cleaning. The speed limitation was not addressed as the Westwood Works manufactured gears were to be retained. The design was, effectively, a re-vamped 24BA machine with the same limitation in feeding long ovens on short baking times.
Roland Maycock comments:
“It was the end of a period where the machinery designed on this principal had served the company and the customer well. It did not address the change in the market place. The customer base of small family-owned biscuit makers were amalgamating to form large organisations run for entirely different reasons. Gone were the days when a plant would run for three hours on “custard cream” - stop – then clean down and change the cutters to “bourbon”. They would even stop to clean the cutter if the name was indistinct.
Machinery was required to feed long ovens, fast baking times on a 24hour schedule. To meet this specification any future design must be allowed to benefit from the availability of modern materials and components from an outside source”.
CUTTING MACHINE DEVELOPMENTTHE BISCUIT CUTTING MACHINE WAS THE KEY COMPONENT IN A BISCUIT PLANT AND ITS PERFORMANCE AND PERCEIVED RELIABILITY WAS CRUCIAL TO OBTAINING ORDERS, PARTICULARLY FROM THE LARGER BISCUIT PRODUCERS. IT UNDERWENT A MAJOR RE-DESIGN EVERY TEN TEARS OR SO IN AN ATTEMPT TO REMAIN COMPETITIVE. EACH NEW VARIANT HAD ITS MATCHING ROTARY MOULDER, WIRE CUT/ROUT PRESS AND, LATER, A LAMINATOR. 24BA - THIS WAS THE PRE AND EARLY POST WW2 DESIGN WITH CAST IRON FRAMES AND THE BIG ' REEVES' TYPE CASCADED VARIABLE SPEED DRIVES MOUNTED INSIDE AND BENEATH THE SIDE FRAMES. IT WAS DESIGNED INITIALLY AT WILLESDEN BY JACK HART. 41BA - INTRODUCED IN 1954, WITH CAST IRON FRAMES AND OTHER STRUCTURAL COMPONENTS, WITH THE BP MANUFACTURED ' REEVES' TYPE CASCADED V/S DRIVES MOUNTED BENEATH A PLATFORM ON THE SIDE OF THE PLANT LEAVING THE MAIN PLANT SIDE FRAMES CLEAR OF ANY MACHINERY CLUTTER BENEATH THE BANDS. KEN FARRER WAS THE DESIGN LEADER IN THIS CASE. IT IS THOUGHT THAT THE DESIGN PROVED TO BE TOO EXPENSIVE AND ALSO TOOK UP GANGWAY SPACE BETWEEN PLANTS. THE MACHINE WAS MADE IN RH AND LH VERSIONS SO THAT A PAIR OF THEM COULD BE OPERATED FROM A COMMON GANGWAY 51BA – INTRODUCED IN 1963, A COMPLETELY NEW DESIGN WITH A NEW RECIPROCATING CUTTER. CAST IRON SIDE FRAMES WERE USED TOGETHER WITH REINFORCED PLASTIC MOULDED COVERS AND THE ' REEVES' TYPE DRIVES ABANDONED FOR THE NEW HEENAN AND FROUDE ELECTRONIC DRIVE SYSTEM. WHEREAS ALL THE PREVIOUS DESIGNS WERE DRIVEN BY A COMMON MOTOR, THIS DESIGN USED INDIVIDUAL MOTORS FOR EACH UNIT. THE ELECTRONIC CASCADE SYSTEM ALLOWED THE PLANT TO RUN EXACTLY AS THE ' REEVES' DRIVE SYSTEM BUT USING LESS DRIVE SPACE WITH THE DRIVE MOTORS AND GEAR BOXES MOUNTED HORIZONTALLY ALONG THE OUTSIDE OF THE FRAMES. A DISADVANTAGE WAS THE NEED FOR 3 OR 4 LARGE ELECTRICAL CONTROL PANELS THAT HAD TO BE LOCATED IN THE ADJACENT GANGWAYS. 53BA - DESIGNED IN 1968 TO A TIGHT BAKER PERKINS HOLDINGS SPECIFICATION INSPIRED BY HAROLD CROWTHER TO MEET THE EVER GROWING COMPETITION IN SOME EXPORT MARKETS. IT HAD TO BE AT A VERY LOW COST, LIMITED TO ONE METRE WIDE WITH A SPEED TO SUIT A SHORT OVEN. AT THE TIME THE ROTARY CUTTER – WITH ITS INHERENT COST ADVANTAGE - HAD NOT BEEN DESIGNED SO THE MORE EXPENSIVE RECIPROCATING CUTTER HAD TO BE USED. THREE GAUGE ROLLS WERE MOUNTED ON A COMMON CHANNEL FRAME AND IT IS THOUGHT THAT THE DRIVES WERE SIMPLE AND NOT CASCADED. THE PROTOTYPE WAS BUILT, BUT THE SPECIFICATION WAS FOUND TO BE UNSATISFACTORY. THE PROTOTYPE WAS SOLD AT A DISCOUNTED PRICE AND NO MORE OF THIS DESIGN WERE MADE. 61BA - THIS WAS DESIGNED IN 1969 TO REPLACE THE 51BA WHICH ALTHOUGH THE PROBLEMS WERE SORTED OUT WAS UNCOMPETITIVELY PRICED BUT NOT AS COSTLY AS THE 41BA IT REPLACED. THE SPECIFICATION WAS FOR A PLANT THAT COULD BE MADE 48" WIDE. THE MAINFRAMES WERE MAD FROM 1.5" THICK PLATE, HYDRAULICALLY FLATTENED. THE FLATNESS WAS SUCH THAT NO MACHINING WAS REQUIRED, AND COUPLED WITH THE FACT THAT A NEW AUTOMATIC FLAME BURNER HAD BEEN INSTALLED IN THE PLATE SHOP, A SOLUTION TO LOWERING THE COSTS WITHOUT ANY REDUCTION OF THE ENGINEERING QUALITY BECAME POSSIBLE. THE REINFORCED MOULDED PLASTIC COVERS WERE ABANDONED AND SUBSTANTIAL OUTER COVERS WERE USED WITH 3MM PLATE SURROUNDS WITH 6MM FLAT ALUMINIUM OUTER REMOVABLE COVERS FOR COMPLETE ACCESS TO THE DRIVES WHICH WERE STILL HEENAN AND FROUDE, ELECTRONICALLY CASCADED. THIS FLAT PLATE DESIGN PLUS THE LATER ROTARY CUTTER PRODUCED A
VERY ROBUST PLANT CAPABLE OF BEING MADE WIDER AND AT THE HIGHER
SPEEDS WHEN REQUIRED. |
THE WAY AHEAD
 With the post-war backlog cleared, it was time for big decisions to be
made. In November 1954, the Future Development Committee (See History
of Baker Perkins Ltd) – formed with the remit to make a definite
choice between retrenchment and expansion in each of the company’s
areas of activity - decreed that, although their research indicated that
the consumption of biscuits showed no increase – it was averaging
a fairly steady eight ounces per head every week - the market for biscuit
machinery overseas remained extremely buoyant and the business was one
in which the company should stay and expand.
With the post-war backlog cleared, it was time for big decisions to be
made. In November 1954, the Future Development Committee (See History
of Baker Perkins Ltd) – formed with the remit to make a definite
choice between retrenchment and expansion in each of the company’s
areas of activity - decreed that, although their research indicated that
the consumption of biscuits showed no increase – it was averaging
a fairly steady eight ounces per head every week - the market for biscuit
machinery overseas remained extremely buoyant and the business was one
in which the company should stay and expand.
The recession in many parts of the world continued to slow the demand for capital equipment, particularly in the United States and some problems remained in Brazil – a key market for biscuit equipment (see History of Baker Perkins in Latin America). Despite this, the plans laid by the Future Development Committee in 1954 began to bear fruit.
Growth By Acquisition
Biscuit Handling
Packman Machinery Ltd of Twyford was acquired in 1958 as a result of Barton Baker’s search for a resource to undertake ‘off-line, free-thinking’ design research. When Percy Packman retired in 1962, the company’s name was changed to Baker Perkins Developments Ltd. to better reflect the nature of the services that the company provided to the group, (See also History of Baker Perkins Developments Ltd (Packman Engineering Ltd.)).
Perhaps the greatest contribution made to the Group by Baker Perkins Developments was in the specialised automatic handling of biscuits, confectionery and cartons to provide efficient feeding of high-speed wrapping machines. In late 1967, a biscuit handling system had been installed in a UK biscuit factory that eliminated human handling between the oven and the wrapping machine. Known as a biscuit blender, it utilised mechanical, electrical and pneumatic means to provide a high degree of control as the biscuits passed through a pressureless feeder – that made sure of a continuous supply of biscuits in each of 13 lanes feeding a ‘blender’, with no excessive pressure on the stack of biscuits in the magazine. The ‘blender’ re-arranged the 13 lanes of biscuits into six lanes – at the same time blending all the biscuits. This had the effect of getting over any variation in biscuit weight that can occur from side to centre in the biscuits as they travel down an oven band. As the biscuits arrive at the wrapping machine thoroughly mixed regardless of their position on the oven band, when the six lanes from the ‘blender’ were then separated into two lines of three and passed to ‘count feeders’ – that measure off the right number for each packet – the chance that some packets would be either under- or over-weight was virtually eliminated, thus keeping within consumer protection laws.
(NOTE: In 1971, at the same time as the move to give manufacturing companies more direct access to, and control over, their markets and sales outlets, and recognising the increased concentration at Twyford on the high speed automation of feeding packaging machines, Baker Perkins Developments was absorbed into Rose Forgrove, Leeds. With the transfer of its product lines, the business closed in 1976 and the premises at Twyford were sold).
Bulk Materials Handling
The next acquisition was of William Douglas & Sons Ltd, Putney (see History of Douglas Rownson), in 1959. After the cessation of hostilities, Douglas had decided to enter the liquid handling market, with a system based on the Douglas Pump, an exceptionally accurate measuring instrument. This was so successful, particularly in the food industry, that a separate Bulk Handling Division was formed.William Douglas & Sons Ltd and Baker Perkins had been associated for some time both technically and commercially prior to the acquisition in 1959 and many Baker Perkins biscuit plants incorporated Douglas equipment for the automatic handling in bulk of fats and liquid ingredients. Fats and liquid sugars transported to the biscuit factory in temperature-controlled tankers and stored in jacketed storage vessels were transferred by metering pumps directly to the dough mixers.
INSERT ILLUSTRATIONS OF A DOUGLAS LIQUIDS HANDLING PLANT
The late 1950s/early 1960s had seen Baker Perkins developing a competence in the bulk storage and pneumatic handling of ‘solid’ ingredients – particularly flour and sugar. These could now be delivered to the biscuit factory by road tanker, discharged in to huge silos and then pneumatically conveyed via sifters and weighing devices to the dough mixers with no mess, dust or human intervention save the turning of a switch on a recipe panel.
INSERT ILLUSTRATIONS OF A BULK SOLIDS HANDLING PLANT
The Douglas liquid handling technology, coupled with the growing in-house solid ingredients handling expertise gave the Division a total “soup to nuts” capability in the supply of biscuit plant, making the electronic management of the whole plant a real possibility.
Getting Around The Group
In 1960, Baker Perkins had joined the ranks of the big corporations with the acquisition of its own aircraft – G-ARBR, a twin-engined Piper Aztec – "resplendent in the company livery with the logo on its tail". (see The Company Aeroplane). Roland Maycock took advantage of this new facility on many occasions – “The ultimate in travel was, of course, the company 4-seater light aeroplane. Primarily for the directors’ use, the plane could be used by other ranks when not required. At the time the company had the plane we were using Bedewell Drawing Office for overload contract work. This required day-to-day supervision and the plane was used to fly draughtsmen from Peterborough to Newcastle airport for this purpose. Captain Patrick was the pilot, and as his house was near to mine I used to pick him up at 7.00am, drive to Westwood airfield, push the plane out of the hangar, press the starter and we were on our way, landing in Newcastle one hour later and working in Bedewell office 9am to 5pm. Flying home, we would take the coastal route and back to Peterborough, flying over our house, waggle the wings to get the kettle one, and home by 7pm”.
(After five years of service, and in the face of an increasingly hostile business climate, the aircraft was sold in 1963).
CREAM SANDWICHING MACHINE DEVELOPMENT(MORE INFORMATION WILL APPEAR HERE LATER)AS STATED ABOVE, THE 14BW SANDWICHING MACHINE SOLD IN GREAT NUMBERS AFTER THE WAR AND BENEFITED, IN 1950, FROM THE ADDITION OF A BEXUDA JAM DEPOSITOR, ALLOWING A LAYER OF JAM TO BE ADDED TO THE CREAM PRIOR TO THE TOP BISCUIT BEING ADDED. A LITTLE LATER, THE AMERICAN “QUALITY” MACHINE, WHICH PROVED TO HAVE CERTAIN ADVANTAGES OVER THE 14BW, WAS BEING MARKETED BY T&T VICARS. IT WAS NOT UNTIL 1962, WHEN BAKER PERKINS OBTAINED A LICENCE TO BUILD ANOTHER AMERICAN MACHINE - THE PETERS PT2, LATER CALLED THE 20BW – THAT BAKER PERKINS HAD A DIRECTLY COMPETITIVE MACHINE TO OFFER. THE PETERS MACHINE WAS FED BY MANUALLY FILLED VIBRATORY CONVEYORS. THE RESPONSIBILITY FOR DEVELOPING CREAM SANDWICHING MACHINES WAS TRANSFERRED TO THE C+C SECTION OF THE DIVISION IN 1973 (SEE BELOW) |
THE END OF AN ERA
1956 saw a change in the management of the Technical Department with the retirement from active duty of Claude Dumbleton, technical director. This was followed a year later by G.D. Wilson, drawing office manager, moving to the Experimental Department. (See also The End of an Era). Both were ex-Willesden people, who had held these positions since 1945. They ran the day-to-day business of the Technical Department, dealing direct with the working section leaders. Their offices were at the far end of the Drawing Office and walking through the office each day there was very little that escaped their attention, stopping at any drawing board to find out what the draughtsman was doing.
NOTE: For a more complete picture of the changes in the management of the Drawing Office following Claude Dumbleton’s retirement and the moves to enhance the status of the technical management, see The End of an Era.
The number of ‘CD’ tales is legion. Roland Maycock remembers:
“The drawing office was overloaded with work and Mr Dumbleton decided compulsory overtime would be worked beyond the normal working day. The draughtsmen agreed and asked for a half-hour break before overtime and suggested that a cooked tea should be provided in the Canteen. CD agreed and informed the Canteen Manager, but canteen staff refused to work the extra time. A classic Dumbleton comment …” WHO’S RUNNING THIS COMPANY ME OR THE TEA LADY”? The draughtsmen got a cooked tea”.
Another Dumbleton story … “He noticed a certain draughtsman was not producing any drawings and the Section Leader was told to get him into the office to see what the problem was. It transpired that he had broken his spectacles and could not afford the £5 to get them repaired until his pay-cheque at the end of the month. CD said he was a silly ****** and wrote him a chitty to get £5 from the Cash-Office and the problem was solved”.
Life in The Drawing Office
Roland Maycock provides some insight into life in the Drawing office at that time:
“It was not unknown for a senior manager to be ‘promoted’ to “Special Duties”. This was a quirky Baker Perkins way of early retirement for senior technical staff. Removed from day-to-day operations and given an office on the 4th floor to while away the remaining years, there if needed, otherwise being on the sunny-side of the building, able to germinate his tomato plants and propagate African violets on the windowsill.
Promotion to senior technical positions also had a quirky side. On appointment you were contracted to the Company in a witnessed signing ceremony, bound to 3 months’ notice of employment both ways, you had to work the number of hours to do the job on a fixed salary, and were prevented from working for a competitive company for 2-years after leaving. It was difficult to leave Baker Perkins and continue to work in the food industry; agreements between other employers and the company required you to leave with the blessing of Baker Perkins and this was rarely given.
Drawing Office management expected Drawing Office personnel to come to work tidily dressed. You could be called to a meeting with customers at any time. Mr George Day was an ex-Willesden draughtsman who moved to Peterborough and worked on the Biscuit Section until he retired. He came to work in a dark business suit, winged collar and tie, and wore spats on his shoes in the winter. He never removed his jacket in the office!
When Claude Dumbleton retired in 1963, the entire Drawing Office contributed to purchase a leaving present. He received this, visibly moved, with tears in his eyes, the Drawing Office staff sorry to see him go. He came back to visit and on his last time he remarked to me “I will not come again, everything and everybody has changed too much. Truly the end of an era!”.
Blue Sky Thinking
Many new skills had come with the newly acquired companies and the potential for harnessing these new capabilities together with some of the emerging technologies, particularly electronics, seemed enormous. The early 1960s saw attempts to forecast what the biscuit equipment of the future might look like. From discussions with customers, it was clear that there was interest in: Bulk Materials Handling, Continuous Mixing, High-Frequency Baking, Electronic Plant Control and “The Packing Hall”. All were aimed at the customer’s desperate need to increase efficiency and reduce costs, particularly labour costs.
Bulk Materials Handling
Promised to reduce storage costs, increase hygiene and given the availability of appropriate electronic controls systems, allow automatic recipe control with a consequent improvement in product quality and consistency.Continuous Mixing
Something of a ‘Holy Grail’ for the larger biscuit manufacturers with the promise of reduced labour costs, better process control, improved product consistency and factory hygiene. There were, however, some parts of what was still a very conservative industry, that believed that the best quality biscuits could only be made by time-honoured methods This applied particularly to dough mixing – one large UK manufacturer even throwing out his newly-acquired high-speed batch mixer in favour of returning to using vertical spindle mixers, believing that the hours rather than minutes required to mix a batch of hard dough biscuits by the old method was vital to achieving the necessary level of product quality.At around this time, there was great interest in a Swedish continuous mixer – the Ivarson. Many tests were carried out on this in the experimental department, particularly, it is understood, on biscuit doughs. Inevitably, the powdery and granular characteristics of biscuit ingredients caused problems in continuously feeding the mixer with sufficient accuracy and Bob Fuller carried out many tests on different feeders, including a device called the “Weighfeeder”. (See also History of Baker Perkins in the Biscuit Business). In the event, continuous mixing for food products did not prove much of a success until much later with the development, from the chemical side of the business, of the single- and twin-screw cooker extruder, see History of Baker Perkins in the Snack Food Business.
High Frequency Baking
Bearing in mind the familiarity with microwaves in every domestic kitchen, it might come as some surprise that microwave cooking of biscuits was being carried out in the late1950s. One aim was to significantly reduce the baking time of cracker products and more closely control moisture content.Baker Perkins’ interest in this also goes back to the 1957-59 era. A firm named Radyne was carrying out some trial work with T&T Vicars - adding their units to one end or the other of a Vicars oven. Baker Perkins linked up with the other leading firm in High Frequency - Redifon - and built up Russell Dixon, a young leading design engineer, as its expert on the subject. Jacobs of Aintree were interested in collaborating to explore the possibilities and many tests were carried out on their premises. Stephen Hargreaves recalls that –
“Early on decided with Jacobs to build tailor-made High Frequency units integrated with the direct gas fired burner system of a standard cracker oven. These proved successful in reducing baking times but I think the economics and greater technical complexity went against the integrated concept”.
As it was found to be not practical for an oven to be changed over entirely to high frequency heating, a not insignificant part of the oven had to have conventional heating equipment. From then on, cracker ovens often had one or two standard high-frequency units fitted at the front end of a standard direct gas-fired oven.
Electronic Plant Control
As has been stated previously, there was a wish to replace the old-fashioned Westwood Works-built cutting machine driving gear with its inherent speed limitations by a form of synchronised control. A new design of biscuit cutting machine was launched in 1963 – the 40” wide, 51BA. Of modular construction, each section was virtually a unit machine giving complete flexibility of layout. A high degree of synchronisation was achieved by the use of Heenan & Froude variable speed units, each drive having an identical transistorised control unit housed in a panel alongside the machine. The main frames were of cast iron, flanged outwards to form part of the guarding, the drive units being cantilevered from the side frames to allow ease of cleaning under the webs. The hygienic design extended to all units, except the cutting head, being supported clear of the floor on cast iron legs. Another innovation was that the guards were made from glass fibre.
The control system was engineered by the electrical department at Westwood and the panel manufactured in the Bedewell Works on Tyneside (See also History of Bedewell).
This machine suffered from a number of electronic and mechanical drive problems and was replaced relatively quickly: (See – 61BA Biscuit Cutting Machine - below).
A laminator, two types of rotary moulder and a wire cut and rout press, based on similar design principles, completed the new range of high-speed biscuit forming equipment. During this period other sections of the biscuit plant were upgraded and Baker Perkins could now offer a redesigned, modern plant.
- Ingredient handling direct to the mixer.
- Machinery to handle the dough from the mixer into the forming machines.
- Direct and indirect fired ovens up to 100 metres long by 1.2 metres width.
- Cooling conveyors in many configurations to suit any factory space limitations.
- A full range of secondary processing equipment – sandwiching, biscuit coating, etc.
- Automatic biscuit handling into wrapping machines.
Roland Maycock comments –
“Biscuit plants to this specification producing up to 2 tons per hour were installed in the UK, and this provided a shop window for world-wide customers. This success in supplying to the UK biscuit industry should not obscure the fact that supplying to the export market is an entirely different ball game. In the UK the customer had the knowledge to specify his requirements. At that time, the customer overseas probably had little or no knowledge of the industry – it could be an entrepreneur financing the project, relying entirely on Baker Perkins to specify the plant and see it through to production. Costly mistakes were made, not helped because the right equipment was unavailable for the market that we were selling in.
When the equipment is not right for the product this exacerbates the problems, often already difficult because of local restraints. The ingredients had to be sourced locally and are all you have to work with, recipes and equipment need adjusting to get the plant set up and running satisfactorily. Looking back, we dug a number of holes for ourselves through over-selling, design errors and manufacturing error. This should not, however, obscure the fact that many biscuit plants were supplied and installed trouble-free”.
The “Packing Hall”
As mentioned earlier, the acquisition of Packman Engineering provided the opportunity to revolutionise the part of the biscuit factory with the most operatives – the secondary processing, and primary and secondary packaging operations. In conjunction with Rose Forgrove - see – History of Baker Perkins in the Packaging Business - many approaches to the automatic handling and feeding of products in to wrapping and packaging machines were developed over the years, culminating in the “Total Packing Hall” solutions created by the Special Projects Division in the mid – to late-1980s.Overseas Sales
In this context, mention has already been made of the formation of Baker Perkins (Exports) Ltd in 1950. (See also History of Baker Perkins International Ltd and Exports. Although this put overseas sales in the hands of dedicated experts, there is little doubt that it also had the effect of divorcing the Biscuit business (and others) from their market place, making it difficult for the designers back at Westwood to understand the changes that were occurring in customer requirements in the growth markets around the world. It was not until 1971 that the operating companies had direct access to, and responsibility for, their own overseas sales.
A couple of examples from Roland Maycock will suffice to show how it is possible to lose sight of how customers in far away places actually use the equipment that they purchase:
“We became obsessed with electronic controls to reduce manual labour, a requirement in the western world but a completely unnecessary complication in a country where labour is cheap. A visit to a factory in the Far East highlighted this situation. What should have been an automatic plant had an operator on every handle! The production manager said it was cheaper; the operators lived on the factory premises anyway and may as well be doing something!”
“A plant was sold in South America to a small biscuit maker whose normal practice was to pack the baked biscuits into wooden trays, to stand and cool before packing the biscuits into round tins to protect the biscuits from humidity and weevils. Thirty minutes after start-up on the new plant, every tray in the factory was full; biscuits were knee-deep on the floor and the plant had to be shut-down. The customer had no idea of the volume the plant would produce and claimed he had been sold the wrong equipment and wanted compensation. The two engineers on the site had their exit-visas blocked so they could not leave the country and were not allowed in the plant until a Baker Perkins director arrived on site to negotiate a deal. F.H. Arscott duly arrived and an agreement reached. The plant was re-engineered on site to run at a slower speed using part of the oven. Additional packing conveyors and wrapping machines were to be supplied at a later date to use the full potential of the plant. After a bad start with the customer, all was forgiven and he ordered a second plant three years later”.
THE HOLDING COMPANY
On 1st January 1963, the parent company changed its name to Baker Perkins Holdings Ltd and ceased to be involved in any trading or manufacturing activities. A new subsidiary company was formed, taking over the name Baker Perkins Ltd., to operate the Westwood and Bedewell factories and to take over the selling activities of the previous parent company. Although not at first directly impinging on the day-to-day operation of the biscuit machinery business, the change was to have a profound affect a few years later.
Divisionalisation
The Biscuit Machinery Division of Baker Perkins Ltd. was created in February 1966 and combined the former biscuit sales and drawing office departments. H.D. (Bill) Byles was transferred from Baker Perkins Developments, Twyford and appointed as the new division's manager. At the end of that year, Divisionalisation was taken a stage further with the formation of the Biscuit and C+C (Chocolate & Confectionery) Division, M.W. (Mike) Leggatt being appointed divisional manager, Gordon Steels, technical manager and Roland Maycock, chief engineer- biscuit.
Less than a year later, in November 1967, Mike Leggatt left to become divisional manager of the new Printing Division (see History of Baker Perkins in the Printing Business) and Bill Byles became divisional manager of the Biscuit and C+C Division.
The new Division was conceived as being self-accounting and free to have its equipment manufactured outside Westwood Works if manufacturing costs or delivery were not acceptable. It is doubtful whether the feasibility of this was ever tested.
Customer Project Management
Baker Perkins had a long history of carrying out large projects on behalf of its customers, one of the most significant being carried out in 1966/67 as part of United Biscuits 5-year modernisation plan. Baker Perkins was responsible for all of the planning involved in closing a number of existing biscuit factories, dismantling and moving the equipment to other factories and installing new equipment – all without affecting overall levels of production. The plan was to increase total overall capacity, allow for further expansion and gradually reduce the number of factories from nine to five. The project was carried out on time. Planning was carried out using the, at the time, relatively new Critical Path Analysis Programme.
DEVELOPMENT OF CHOCOLATE COATING EQUIPMENT(MORE INFORMATION WILL APPEAR HERE LA2TER)ANOTHER KEY PIECE OF “SECOND PROCESS” EQUIPMENT WAS THE CHOCOLATE ENROBER. THESE WERE DEVELOPED FOR COATING BISCUITS BY THE C+C PART OF THE DIVISION AND DETAILS WILL BE FOUND IN THE HISTORY OF BAKER PERKINS IN THE C+C BUSINESS. |
THE LEAN YEARS
The 1966 Baker Perkins Holdings Annual Report mentioned that there had been - “Increased exports of biscuit equipment” but no further indication of the fortunes of the Biscuit business appeared in the Annual Report for the next six years. It was clear that things were not as they should be. (In fact the next mention of biscuit activities was in the 1972 report which quoted simply - “In the important South American market where the group has always been the foremost supplier of biscuit plant and equipment, steps are being taken to intensify the group’s coverage there”).
It is worth noting that sales of biscuit equipment in 1932 represented 19% of total Baker Perkins’ sales and this had risen to 28% by 1966. However, in the 10 years prior to 1966, total biscuit machinery sales had fallen by 15% in real terms, the considerable growth in export sales – up by 75% - not making up for a 62% fall in home sales.
One of the factors preventing the biscuit sales figures appearing even poorer was a major shift in the market. Both biscuit and bakery machinery customers were expanding into the manufacture of cakes, pies, swiss roll and other forms of flour confectionery, as consumption of their traditional products began to plateau. An average of 5 swiss roll plants per year was sold between 1960 and 1967.
The technology to produce an automatic cake or pie plant already existed in the company and large installations were soon being supplied to both home – McVitie & Price, Macfarlane Lang, Huntley and Palmers and Cadbury - and overseas customers – Biscuits Belin, France and Bellevue Feine Kuchen, Berlin, the latter designed to serve the whole of Western Germany.
To digress a little -
Relationships between Commercial and Technical Departments
It is clear from some of Roland Maycock’s memories quoted below, that by this time, some of the reticence on the part of the Commercial office to allow members of the Drawing Office to interface directly with customers had begun to disappear, although some apprehension that a “commercially naïve” technician might say something that could prejudice the commercial negotiations was a real fear held by the sales force for many years. The belief that there existed a “commercial” mind and a “technical“ mind – and never the twain shall meet – was held quite strongly by some in authority. (See also The Holdings Building – Marketing)
It is interesting to note that as late as 1967, the company was concerned that its business was too heavily orientated towards selling tailor-made plants and that more standardisation would be of benefit – and was being told by consultants that – “It comes as some surprise that, in the case of large contracts, the chief engineers or their aides did not participate in the selling efforts at the stage that they can influence the client’s thinking and so achieve the client’s purpose via more standard arrangements”. Further light is shone on the gulf that existed between the Sales and Engineering departments by Gordon Steels:
“Before divisionalisation, and during its early years, no Drawing Office personnel, including designers, senior engineers etc, were allowed to know the cost of the designs for which they were responsible.
3 years or so after the new biscuit division was formed; the Drawing Office was allowed to recruit an estimating engineer. Gordon Hennis, an ex-experimental department foreman, joined the division and after a period of training, worked closely with the designers and estimated costs on the drawing boards. Less time was lost on over-expensive solutions, and at the end of the design the designer had a works cost. It is thought that he first became involved in the 61BA design although it by then was well advanced and he was on a learning curve”.
(NOTE - This could be seen as a precursor to the use of Industrial Designers in the mid-1960s/1970s (See The Drawing Office)).
“The selling price was determined by the commercial estimator and was not allowed to be known outside the sales department, but it was based on the works cost estimate provided by the DO estimating engineer”.
However, as will be seen later, all this was about to change.
Visiting Customers
Roland Maycock recalls some of the joys of visiting customers–
“For outside travel you could get a sub from Mr Lilley in Petty-Cash Office. Expenses were strictly controlled. You had to provide hotel bills, travel receipts, restaurant bills and incidental expenses were frowned upon. One story sums it up:
“A draughtsman put in his expenses for a factory visit that involved an overnight stay. He attached the hotel bill, listing the items for the evening meal, which included ‘two beers’. The Section Leader deducted the cost of one beer on the grounds that one should have been sufficient”.
In the early years you travelled by public transport, bus and train (third class). A visit to Liverpool with biscuit factories at Jacobs, Crawfords, Huntley & Palmers, was a regular trip. It took three days; first day by train to Rugby, transfer to Crewe, Crewe to Liverpool and overnight stay in hotel. Second day, catch the bus out to Walton, get off outside the Gaol and walk to Jacob’s factory for a full day’s work. Third day, travel back to Peterborough.
Very few of us had a car, but eventually a pool of cars was provided and you booked these through Miss Joan Usher - used every day, they were soon clapped-out”.
Running down the C+C business
At the time that Baker Perkins Ltd was being re-organised into divisions, it had been decided to close down the chocolate & confectionery business, or at least allow it to run down until sales ceased (See also History of Baker Perkins in the C+C Industry). In 1968, all R&D work was cancelled and the personnel transferred to the newly formed Biscuit Division which continued to design chocolate enrobers, coolers, starchless moulders and cream plants – this equipment being sold through the bakery and biscuit divisions and the regional organisations overseas. The combined technical resources were then concentrated on accelerating the development of biscuit machinery, which at the time was meeting with heavy competition and loss of sales. Orders for C+C machinery did fall to a low level but never actually dried up completely.In June 1970, the name of the Biscuit and C+C Division reverted to “The Biscuit Division”. T.L. (Peter) Henson was transferred from the Oven Department in mid-1968 to become technical manager – Biscuit Division.
THE MARKETING YEARS
In August 1969, Baker Perkins Holdings had appointed its first group marketing director. Also, by the late sixties, despite continuing success in the Latin American market (see Baker Perkins in Latin America), the fortunes of the Biscuit machinery business were at a fairly low ebb, with annual sales of biscuit plants well down on the level achieved in the post-war boom (see here). Among the reasons for this, it might be argued, was that Baker Perkins had historically relied on a steady demand from its customer base. The post-war period had been one of hectic activity and the need to be too concerned about what the customer really wanted and, just as importantly, what the competition was doing, was not a high priority in day-to-day thinking. Some of the lessons learned in the late nineteenth/early twentieth centuries might have been forgotten. Success had led to a degree of complacency and, perhaps, a belief that any errant customer would soon see the error of their ways and return to buying Baker Perkins equipment. Of course, this did not happen.
With the Biscuit business in decline, Mike Smith, fresh from immersion at INSEAD, Fontainebleau, was convinced that a strong application of the “new” concept of marketing would help point the designers in the right direction and restore the Division’s fortunes.
In January 1970, the concept of concentration of specific market sectors, and the application of marketing as a discipline, was taken a stage further with the creation of the group's biscuit marketing headquarters, familiarly known as BISMARK. Although Baker Perkins Ltd was the dominant centre for the design and manufacture of biscuit equipment, BISMARK was a Group activity with the manager, marketing manager and sales manager having dual roles in BISMARK and the biscuit division. BISMARK's role was to act as the central point to co-ordinate the marketing work of regional offices of Baker Perkins International that sold machinery to produce biscuits, and of group companies that made and sold that machinery. The function of Bismark was an advisory one with the object of improving the quality, strength and profitability of Baker Perkins' worldwide biscuit machinery business.
The BISMARK operation – drawing office, sales/marketing and administration – was housed in a number of temporary "Elliot" buildings sited on the main car park behind the Apprentice School. Although a necessary displacement because of Baker Perkins Ltd’s £2.5m plan for the demolition of old buildings and the erection of a new multi-storey office block, the gathering together in close proximity of the new operation created an important team atmosphere at a crucial time in its development.
There was, of course, nothing “new “about the concept of marketing. Looking back on the early history of the company, one can see that the procedures put into place in the “BISMARK” era, were an everyday part of life to the Bakers and Perkins but it was worth a try. The first step was to admit that:
- Baker Perkins did, in fact, have competitors.
- The needs of its customers had changed.
- The product line had become very uncompetitive on price.
- A whole new product line was urgently needed.
One of those transferred to the Biscuit Division from the C+C business at this time was Gordon Steels – as chief engineer, new design. His task was to lead a small team of designers to re-design biscuit forming plants and associated machines. The big question was what form should these competitor-beating designs take and what should they cost?
It is worth pausing here to remember that the Drawing Office might have felt somewhat at a disadvantage when discussing the cost of the equipment that they were being called on to design. See Relationships between Sales and Engineering.
A marketing team was formed - five assistant sales managers, each with two sales assistants, were each allocated to an overseas area and a section of the UK biscuit industry and, on the technical side, a specialist (or "Process Controller") was responsible for each part of the product line:
- D. Newbery – Bulk Handling and Mixing
- R.G. Maycock – Dough Forming, stacking and cooling.
- R.J. Preston – Ovens
- J. Howsam – Enrobers, coolers, wafer and sandwich machinery, starchless moulding and fondant plant.
- T.A.S. Thorpe – Handling and packaging.
A key first step in the work of BISMARK was the structured analysis of what was being offered by the competition – down to detailed specification, performance and price – compared with that from Baker Perkins. It was the Process Controllers' task to collect, analyse and collate relevant information on his particular part of the product line and then, in conjunction with the sales and design teams, produce a marketing specification that would, in turn, form the basis of a new design specification.
The first task was obvious – how did Baker Perkins compare with the burgeoning competition? Much effort was put into logging all that could be discovered about what each competitor was offering. Post mortems were held on lost orders and competitive sales literature subjected to close scrutiny. This analysis very soon indicated that Baker Perkins was significantly out of step – both in specification and price. Other aspects such as delivery performance and customer service were investigated in detail and graphs were prepared showing how Baker Perkins compared, not just overall, but also in each key geographical market place.
Many lessons were learned from this and, when put together with the insight into customers' real needs, in part furnished by the Holding Company's Market Research Unit, (see also The Holdings Building and History of Baker Perkins Holdings), enabled the necessary new design specifications to be drawn up and new sales approaches formulated.
The Marketing Dividend
A very significant bonus from all BISMARK’s analytical work was that the Division’s salesmen were now able to face the customer with, effectively, three quotations – one from Baker Perkins and two prepared by the BISMARK team detailing what each of the key competitors were expected to quote. Providing this level of information to the sales force soon bore fruit. This new BISMARK partnership was instrumental, within less than five years, in transforming, the fortunes of the company's biscuit machinery business and increased the sales of complete biscuit plants from a low level of four plants per year to twenty plus.
The Competition
Having spent all that effort analysing the competition, it is worthwhile briefly summarising the situation at the time.
There were seven competitors manufacturing biscuit plant that Baker Perkins faced on a regular basis, mainly in their local markets – Simon-Vicars – England, Hengler & Cronemeyer and Werner & Pfleiderer from Germany, Ooms and De Vuurschlag – Holland and T.L. Green and Werner Lehara from the USA.
In the world market the only serious competition came from Simon-Vicars, Earlstown, Lancashire, Like BP, Vicars grew from an old established family business which began making biscuit machinery in 1849 – some 30 years before Joseph Baker & Sons opened its first factory. T&T. Vicars remained an unlimited company and, in later years, was crippled financially by death duties, selling out to the George Weston Group in 1953. Perhaps seen as a logical move at the time to maintain their own biscuit machinery business, but not so good for the business in general as other biscuit manufacturers were loathe to purchase equipment from what they now saw as a competitor. In 1960, T&T. Vicars was acquired by Simon Engineering – the flour milling machinery group, and became Simon Vicars.
Up to the time of the development of the high-speed automatic biscuit plant, sales were evenly split. Vicars was content to stay in the mid-market, allowing BP to become the major supplier for the top end. The rest of the competition only surfaced occasionally outside of their home markets, their quoted price often lower, but the specification could be easily disputed on product knowledge.
NEW EQUIPMENT DEVELOPMENTS
As was stated earlier, a key output from the BISMARK deliberations was a series of marketing specifications setting out desired performance and price parameters for a new family of biscuit machinery. The main challenge was to reduce the selling price by as much as a third in some cases, without compromising process performance. The first step in this ‘cost-reduction’ exercise, and an important result of the change in technical management described earlier, was to allow the designers and draughtsman access to the works cost of components, assembly times, etc. Machines could then be designed to cost AND specification, rather than just to specification.
A change in the market helped here. Customers were themselves experiencing a revolution - under great competitive pressure, more alert to change and coping with shorter product life cycles as their end-market developed in response to increases in customer per capita income. Machinery was no longer expected to last a life -time - it was more important that it more closely matched the way in which the customer operated his business.
The A135 Direct Gas Fired Oven
One of the first of the new designs was the A135 direct gas fired biscuit oven and the process of re-designing this long-established workhorse to a more competitive price produced a somewhat different looking beast from what had gone before. The new oven certainly looked different from earlier models of typical Baker Perkins’ “robust construction”. This did cause one customer some concern and he forcibly expressed his view that the somewhat lighter construction indicated that the new oven was not of the same quality as the Baker Perkins ovens he had purchased previously. However, after some discussion, he did admit that the baking qualities of the new oven were at least equal and arguably superior to the original design. A valuable lesson was learned from this - that perceived quality is as important as performance – and for a minimal increase in works cost, a re-styling exercise achieved a significant improvement in perceived quality in the next version of the oven.
Another customer was concerned that top outer cover sheets were not as robust as he had expected. An investigation showed that, as part of routine cleaning, it was usual for by a man with a brush to walk along the top of the ovens (an area some 250ft by 6ft), an operation performed without problems on previous designs - emphasising that a performance specification should reflect all aspects of how a piece of equipment was to be used in the customer’s factory.
The new A135 oven made a valuable contribution to the resurgence of competitiveness of the biscuit division.
The 61BA Cutting Machine
While all the ‘marketing’ analysis work was under way, Gordon Steels was also addressing the problems associated with the product line. He recalls -“During this period of time I eventually led a small team of
six designers, including Stan Graham, Colin Ladds and John Staples, with
the objective of redesigning biscuit forming plants and associated machines.
There had been some difficulties with the 51BA machines, mainly in the
drive areas, that were gradually corrected over a period of time, but
there was a need for a rethink, and this resulted in the then new 61BA
range, which was a complete redesign.
I think that it was Stan Graham who discovered the availability of heavy,
hydraulically flattened plates and these formed the construction basis
of the new designs. Used for the side frames, they required much less
machining than cast iron frames, introduced a new discipline in the approach
to design with no machined bosses at different levels and no welded on
bits and pieces - simply flat frames strong enough to bolt on components
such as bearing housings without the need for reinforcing webs etc.
The heavy plate design cut out the need for expensive patterns and cast
iron side frames and made rapid design variations more economical to produce”.
Obviously, in this new design, the requirements of the market place took priority over the needs of Westwood Works. However as Roland Maycock observes –
“Plate frames had been on the agenda since early 60's, this was upward thinking and there was no chance of it being accepted by the Board whilst we still had a foundry that needed production. I suspect the advent of Printing machinery with heavy cast-iron frames took the pressure away and allowed Biscuit to use plate frames. The availability of tape-controlled profile burning equipment would also have been a factor. The advantage of using flat plate is first and foremost hygiene, without the ribs and bosses of a cast frame, the machine can be more easily cleaned”.
Gordon Steels continues -
The Biscuit Rotary Cutter
“During my short time in the newly formed Biscuit Division , a competitor brought out a new, patented biscuit rotary cutting machine to replace the then standard reciprocating-type cutting machine. Potentially it was cheaper to build, would need less maintenance and should run much faster, seriously affecting the sales of biscuit plants, so there was an urgent need to design and produce our own machine.
There was some degree of in-house resistance to rotary cutting and we were advised that Baker Perkins had attempted unsuccessfully to produce such a machine in the pre-war years. A search of the archives did not reveal any real evidence of the design but it was believed to have been designed with the embossing and cutting rolls made from a series of discs mounted on a common shaft.
The first task was to break the patent which essentially was described as being a separate embossing roll with the docker pins and a cutting roll, each mounted above and pressing down onto a support roller underneath the dough sheet and belt. Fortunately, a solution was found quickly by using separate embossing and cutting rolls of about 6” in diameter. This arrangement not only broke the patent, but also in fact produced a better design from a rigidity point of view.
At the hastily convened design meeting that followed, opinion was divided as to which way the project should be tackled – whether to build some sort of narrow test rig or adopt the technical argument that any rig would have to be a full scale - full width unit to prove the viability of the design. It was decided to go ahead and design a full prototype on an urgent basis - it would take too long to produce and test a rig that would only give limited results and which would still have to be verified in a full-scale design later on. Time was not on our side.
By bending a few rules, the unit biscuit rotary cutting machine prototype was designed, built and installed in an existing plant in CWS, Manchester in 4½ months - to produce ‘Marie’ type biscuits.
In spite of some doubts, it worked first time. The only thing that we learned was that the dough sheet needed to be cut under a slightly more tension than with a reciprocating cutter. The elongation of the cut length of the rotary cutter had been made the same as reciprocating cutter block and was only just long enough to produce a final round biscuit.
It was then suggested that rotary cutting might not work with cream cracker doughs. This led to a new set of rolls being quickly manufactured, this time with a slight increase in elongation, and the prototype then installed into a cream cracker plant in the same factory. It worked first time without any modification.
The next installation was into a plant at Burtons of Blackpool producing ‘Nice’ biscuits. In this case, the dough sheet was much stickier and it became difficult to lift the scrap off the belt. Too much embossing roll pressure to produce a clear marking resulted in the scrap dough sticking to the belt. Too little pressure allowed the dough to lift cleanly off the belt but the embossing was poor. The solution was to relieve the embossing roll surface between the biscuit shapes so in effect individual pads with the docker pins and embossing markings could be pressed onto the dough sheet so that the individual pieces, when cut, would remain on the belt, but not pressing the scrap down onto the belt and thus allowing it to be lifted clear. In the three production tests with the different doughs, the only modification made was to use pads for the softer and stickier doughs and all that we really learned was the need for a slightly more elongated dough cut.
On reflection, it is believed that the pre-war design, if it ever existed, would have failed owing to roll deflection under load. The pieces in the middle of the belt probably would not have been cleanly embossed and cut through. With the new Baker Perkins design, the deflection problem was overcome by using a one piece thick wall bronze tube for the embossing roll and for the cutting roll, and pressing down onto a large hard rubber-covered roll.
A risk had been taken and the machine had been deliberately over-designed from the strength point of view, but it paid off and I believe that the components of the prototype machine were used for many years afterwards with only a cosmetic change to the appearance to the machine covers.
It should be recorded that the two people who played the major part in designing and producing the prototype biscuit rotary cutting machine in such a short time - the late Stan Graham, who designed the machine, and the late Gordon Hennis, who pulled out all the stops to build it in the experimental department – enabled Baker Perkins to sell a number of biscuit plants in later years, the orders for which would have been lost to a competitor were it not for the availability of a rotary cutter.
It was Baker Perkins at its best”.
Again the flat plate construction method had contributed to the rapid development programme.
Following the completion of the 61BA range including the new Rotary Cutter,
a vertical Laminator was designed to add to the 61BA range. During this
five year period other new designs were produced including a completely
new 850kg High Speed Biscuit Dough Mixer which replaced the uneconomical
existing design, a Wafer Oven that could be shipped in one piece and a
Full Width Biscuit Creamer that could be linked direct to a biscuit plant
line.
Additionally, following on from the 61BA design - which was capable of
being made 48" wide and could perform at high speeds - there came
a need for a lighter constructed, lower cost and lower specification plant
to combat increasing competition. A suitable design was produced and used
in competitive selling, which often resulted in the customer opting for
the higher specification 61BA plant. Having a lower cost plant to offer
helped to fight off lower cost competition”.
At the same time that BISMARK was seeking to fundamentally alter the competitive position of the biscuit operation, another revolution was occurring in the way that the Drawing Office operated. From the mid 1960s, Industrial Designers were a resource available to the Drawing Office and would have a profound effect on the way in which the later generations of biscuit equipment would look and perform.
(The story of the introduction of Industrial Designers into the business can be found in The Drawing Office).
Second-Layer Biscuit Plant
Mention has already been made of major changes in the market served by the division. Twice as much biscuit equipment was being sold overseas as in the home market and it was here that a clear split between big, internationally operating biscuit producers and small, local businesses – often formed by entrepreneurs new to the biscuit business – became apparent. The latter not only represented a new opportunity for Baker Perkins to sell equipment but also needed advice and training on what to make and how to make it. (See also Customer Training). They required to make a wider range of goods on a single plant at much lower outputs than the international operators and looked for relevant, versatile – and cheaper solutions to their needs.
In the early days of increased design activity associated with BISMARK, a specification was drawn up by the Export Company for a low cost, simplified Biscuit Cutting plant, limited to 32" wide and relatively low speeds. This was known as the 53BA machine but the specification proved to be too restrictive and only a prototype was built and sold. This was the first attempt to produce what came to be called a “second-layer” biscuit plant.
Inevitably, moving into this sector of the market meant that Baker Perkins came up against another layer of competition and this at a time when the UK’s price competitiveness – because of rising inflation and worsening exchange rates - was taking a turn for the worst. The specification and pricing of the “second-layer” plant was crucial but Baker Perkins held a trump card – process know-how.
Before Gordon Steels returned to working on C+C equipment (see below), he and his design team began work on a ‘second-layer’ plant based on the 61BA cutting machine design. Originally called the GP (General Purpose) plant, the 62BA was of a lower specification, designed for Hard Sweet doughs only, with a maximum width of 42" or one metre and suitable for feeding 100 feet long ovens, therefore requiring a lower maximum speed.
“With the experience of building with 1.5" plate behind
us, we decided to reduce the plate side frame thickness to 1" thick
flattened plate and specified, I believe, smaller diameter gauging rolls.
1" plate square stretchers with thick end flanges were designed to
pull flat any minor imperfections in the plate flatness and thus make
for a very strong but lighter construction than the 61BA. - at a lower
cost.
I recall Charles McCaskie, who had recently moved from the post as Technical
Manager of the Bakery Division to become the company Engineering Director,
being concerned about the strength of the design. To satisfy all, and
to prove the strength of the design, we had a gauge roll frame built and
hung from a crane by one corner and then lowered onto its opposite corner.
There was no measurable movement in the assembly. In some respects it
was more rigid than the 61BA that had round bar stretchers with a smaller
contact area at the junction with the plate side frames”.
The first and secondary drive systems were developed jointly by Baker Perkins and Fenner, the drives being mounted on stretchers between the frames. The control panels were built into each unit and thus eliminating the expensive and space consuming free standing panels and reducing wiring costs. The machine was available with rotary cutting only.
Nearly all of the 75 62BA machines that were built went abroad, a large percentage of them to Nigeria. A 300mm wide version of the 62BA was built as a demonstration line and installed in the Westwood Experimental Department. (See The Experimental Department). It was later moved to the APV Baker factory at Paston.
Biscuit Cutters and Moulding Rolls
How do they put those patterns on biscuits? The answer was at Westwood and the following article appeared in the September 1968 issue of "Group News" :
"When you eat a plain biscuit with your mid-morning coffee, a sweet biscuit with your afternoon tea, a cheese biscuit or cream cracker with your supper, you probably won’t pause to reflect that you can identify a certain kind of biscuit almost as much by its shape and design as by its distinctive taste. Biscuits do have a definite character. And It’s in a small drawing office at Westwood works, and a small section of the works just outside that drawing office, that that character takes shape.
George Pigden is Baker Perkins’ chief designer of biscuits. He works in the cutter shop drawing office, and it’s in the cutter shop that the equipment to form biscuits into the right shape carrying the right design is made.
 |
Arthur Spink (left) and George Pigden, with a selection of biscuits large and small, new and old, and a number of wax impressions of biscuit designs. |
George can show you more different biscuits than you imagined existed. He’s got a filing cabinet full of them, and they overflow into several tins. He’s got 2,500 of them ranging from a 1914 British army biscuit to the present day, more succulent varieties.
He’s also got piles of envelopes full of perfect wax impressions of biscuits of all shapes and designs. Plus shelves full of books and catalogues up to 80 years old showing thousands of different designs and shapes of biscuits.
In the cutter shop drawing office, designs are produced for the customers throughout the world who buy Baker Perkins biscuit-making plant. Since 1914, the office has produced 11,500 different designs – and they’re all on file. And still new and different biscuits are coming off the production line.
As George Pigden says, “Automatic handling means that biscuits today are made basically in just four shapes – oval, round, square and rectangular. Our designs must also be suitable for the oven and we cannot use colour for effect, other than the colour of the baked biscuit. So the range within which we work is relatively small.”
Biscuits, in Britain at least, have become simpler. The old days when faces and postage stamps appeared on biscuits, when British biscuits were made in exquisite animal, human or letter shapes have largely gone – although the overseas demand shows little sign of flagging.
But it’s still up to the designer to use simple shapes and patterns – incorporating perhaps the name of the company and the product – to concoct an elegant biscuit.
“We have to be artists as well as draughtsmen”, says George Pigden. “Most biscuit designs are based on classical Greek, Roman or Egyptian origins: it’s a constant challenge to think up anything new.” Mr Pigden has been at Westwood for 21 years now – the sense of proportion and good taste he needed before the war as a furniture designer are still necessary, he says.
Once the customer has approved the design, the drawing of the biscuits goes out into the cutter shop. And this is a world of accurate craftsmanship.
Arthur Spink served his apprenticeship at Westwood and became an engraver. Now he’s the cutter shop foreman. “There are three basic ways of forming biscuits” he says.
One is to use biscuit cutters. Here flat blocks of metal are engraved with the biscuit design and dough is fed underneath the cutter, which moves down to meet the dough, cut the shape of the biscuit, and print the design on the dough. It might be necessary, for a large cutter, to engrave the same design up to 288 to enable it to produce 288 biscuits at a time.
The second method is to engrave a circular moulding roll, just as a cutter would be engraved. Then, in a continuous rotating action, the dough is pressed against the roll and the shape of the biscuit moulded.
Lastly, dough can be extruded through nozzles – in the same way a housewife ices her Christmas cake – and then cut into the correct lengths. Extruded biscuits don’t carry patterns, but their shape is formed by the shape of the nozzles.
But whatever method is used, it’s a job for a skilled craftsman. For a cutter or a moulding roll, an engraver takes a drawing and makes a template, usually three times the size of the biscuit. And he cuts that template freehand, guiding the machine himself.
|


Then the template is used to engrave the cutter or roll as many times as necessary. Again, it’s a job demanding tremendous concentration, as the machine is guided by hand. Tolerances can be no greater than a thousandth of an inch – because if the engravings vary only slightly, the weight of the biscuit will vary from one side of the oven to the other. The result: imperfectly baked biscuits.
When the cutters and rolls have been engraved, they must be hand-finished to take off the burrs and edges so that the dough is released perfectly cleanly.
 |
Ken Harrison hand finishing a moulding roll. |
Nozzles for extruded biscuits are made with the same care, and milled or engraved to fine accuracies.
Biscuit work is by no means the only task facing the cutter shop. But it is, perhaps, the most intricate and precise. So next time you pick up a biscuit, pause for a second and think about the thought and care that went into its design and into making sure that the pattern reproduces perfectly every time!
By the mid-1980s, cutter and moulding roll production was being carried out on tape controlled equipment. Biscuit roll production now started in the computer-aided design section - which was, in turn, linked to computer aided manufacture (CAD/CAM).
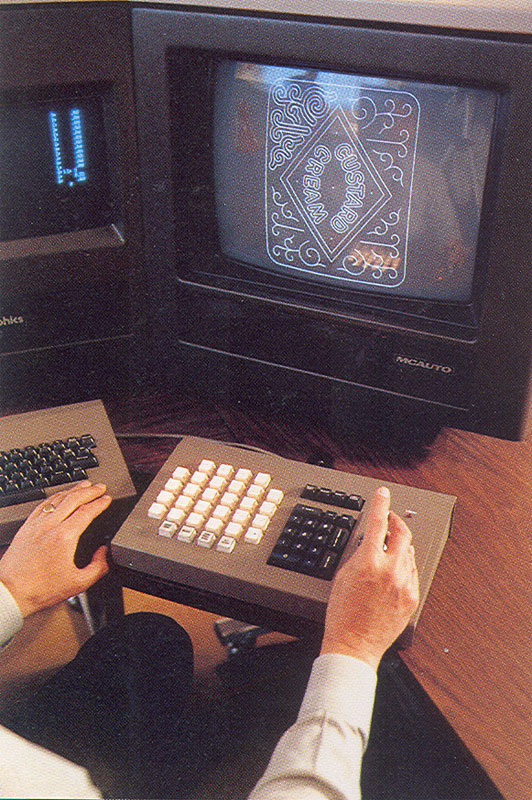 |
Designing a biscuit using Computer Aided Design. |
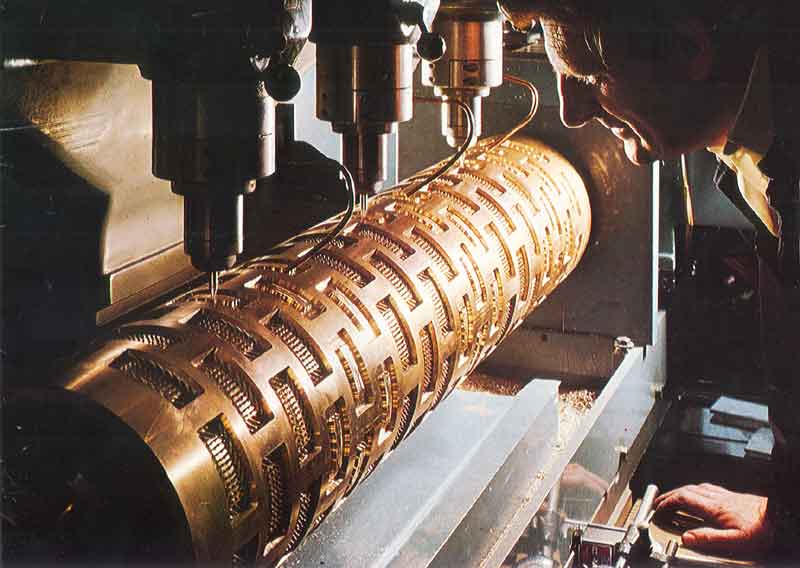 |
Engraving a biscuit moulding roll under computer control. |
(TO BE CONTINUED)
Cutter Shop Personnel
A Letter of Condolence sent in November 1982 by his work colleagues to the widow of Eric Bryant gives us a list of those employed in the Cutter Shop at the time:
THE NORTH AMERICAN MARKET
It is worth pausing here to examine what was happening in a key biscuit/cookie consuming market – the USA. Home of some of the world’s largest biscuit manufacturers, machinery-buying decisions were made in a very different way from elsewhere in the global market. The highly competitive nature of their home market led the likes of Nabisco, Keebler, etc. to source their requirements from within the U.S.A. or source from their own engineering departments. Nabisco had an engineering division employing more engineers than were employed in the biscuit division of Baker Perkins. Plant was engineered specifically for the product it was to produce. This was experienced first-hand when Nabisco moved into Europe installing a biscuit plant in the UK for which Baker Perkins was contracted to supply a laminator and cutting machine, the rest of the plant engineered by Nabisco. On installation, the Baker Perkins machinery was isolated in its own room, separated from the rest of the plant, mainly to keep prying eyes from the Nabisco equipment – a not dissimilar situation to that faced by Baker Perkins engineers in 1926 at Crawford’s of Liverpool – see Part One of this History.
(NOTE: This customer/supplier relationship was to change in 1983 (See History of Special Projects and Part Three of this history).
Back in 1969, Baker Perkins Inc, Saginaw, despite their historic concentration on the bread and chemical machinery businesses, (see also History of Saginaw), had announced a change in their marketing and sales organisation to include a separate force concentrating on the biscuit market sector, announcing the introduction of a new band oven with improved baking features and delivered in pre-erected sections to reduce installation costs. “Working in conjunction with our associated British company, we now engineer and supply complete plants for the production of all kinds of biscuits and crackers”.
BISMARK closes and Chocolate & Confectionery re-opens
The BISMARK operation was closed down in 1973 as it was considered that its work was done and the responsibility for ‘marketing’ biscuit machinery was handed back to the Biscuit Division. The “Process Controllers” were transferred to other duties.
Baker Perkins Ltd’s involvement in sugar confectionery equipment, which had virtually ceased five years earlier, was re-juvenated in 1973 with the acquisition of Confectionery Developments Ltd. of Hemel Hempstead. A new technical team was created, the redesign of key machines was undertaken and the development of biscuit creaming machines and wafer making equipment was added to the C+C responsibilities. Later still, Extruders and Cereal plant became part of C+C that then was named the CCS (Chocolate, Confectionery and Snack) Division, a sub division of the Biscuit and C+C Division.
HAPPY DAYS ARE HERE AGAIN?
All the efforts of the previous three years had clearly paid dividends as the Company Annual Reports now began to show:
- 1973 – “A new range of biscuit machinery has been developed to meet the expanding opportunities in the EEC”.
- 1974/75 – “Biscuit machinery sales, almost entirely exports from the United Kingdom, made an important contribution to the improved results from food machinery”.
- 1975/76 – “Results were greatly improved over the previous period. Once again, exports of biscuit machinery made a specially important contribution”.
The Baker Perkins’ biscuit business was back to the immediate post-war level of selling 20 plus complete biscuit plants each year. The massive increase in world oil prices imposed by OPEC in the early 1970’s created big opportunities in the oil producing countries. In 1975, Baker Perkins was awarded a £3.5m order for biscuit, wafer, cakes and chocolate plant from SEMPAC Algeria. The contract took 5 years to negotiate, work on winning this order having started back in 1970. (See also History of Baker Perkins in Africa). An important feature of the contract was that Baker Perkins would be responsible for training all levels of the management of the new company in both running a biscuit factory and making biscuits – a not unusual activity for Baker Perkins (see Customer Training).
With the retirement of Bill Byles in 1974, Mike Smith was appointed manager of the Biscuit and C+C Division.
However, there were dark clouds on the horizon. During the late 1960s/early 1970s the OPEC oil price increases had undoubtedly created major market opportunities and a number of major contracts – such as the Algerian one mentioned above – were won. There was, however, a major downside to the OPEC oil price increase. Inflation in the UK had begun to rise in 1968 and by the time that North Sea Oil came on-stream in 1975, UK inflation stood at 24.2%. Combined with a rapidly strengthening Pound, the perceived price of UK products in overseas markets rose significantly, making competing in international markets increasingly difficult for UK companies. Fortunately, the biscuit division had by now re-engineered a large part of its product line to regain competitiveness and was in significantly better shape to weather the coming storm than before the BISMARK exercise.
BAKER PERKINS IN THE BISCUIT BUSINESS PART THREE – 1976 TO PASTON
THE RECOVERY CONTINUES
The turnaround in the fortunes of the biscuit division continued. New marketing approaches, improved competitiveness and new machinery designs all had an effect, particularly in export markets.
The division’s new found confidence resulting, in part, from the BISMARK self-analysis. was tested when, in 1976, it was contemplating quoting to supply two of the longest biscuit ovens in the world – to produce baby rusks for Plasmon, Italy. The contract carried significant risk; not only mechanical – the unprecedented length of the ovens - but the customer also imposed substantial process conditions. The Plasmon rusk was a very famous, long-established product and a condition of the contract was that the organoleptic qualities of the product coming from the new plant should be identical to those being produced by a number of existing, shorter ovens. To this end, samples were taken from the existing ovens and kept in a safe to be compared with rusks from the new plants. The 1200mm wide, indirect-fired dual fuel ovens were of a new ‘cost-reduced’ design, developed in the Bedewell drawing office (see also History of Bedewell) and were 141 metres long, the publicity at the time making much of the need for the operators to use bicycles to keep an eye on them. The division supplied a third, identical plant in 1982.
The Introduction of CAD/CAM
The spring of 1977 saw the introduction by the Biscuit Division of the first 4-terminal CAD/CAM system. Mike Smith (later managing director of Baker Perkins Ltd) recalls:
"The introduction of CAD/CAM, which started in the biscuit division, was one of the most significant developments on the technical side of Baker Perkins Ltd. The standard reaction to any drawing office modification was 2000 hours and in despair, Geoff Ridgway mentioned some new kit on trial at Perkins Engines. After much initial resistance from the senior management, we obtained a Government grant and in the process opened up the company to outside inspection and let the fresh air in. The rest as they say is history".
The story of how both of these new disciplines were introduced into the business can be found by visiting The Drawing Office.
The Division’s first Queen’s Award
 In May 1977, the biscuit division won the Queen’s Award to Industry
for Exports for an increase in export sales of biscuit making equipment
in excess of 250% in the three years since 1974:
In May 1977, the biscuit division won the Queen’s Award to Industry
for Exports for an increase in export sales of biscuit making equipment
in excess of 250% in the three years since 1974:
“The success comes from the company’s policy of expanding its marketing activities world wide, designing and manufacturing equipment to suit differing market requirements by providing a complete service to the biscuit manufacturer. Typical of this philosophy is that the company provides from its own resources all the process machinery from the intake of raw materials to the discharge of the finished biscuit, providing customers with a single source of supply”
FurTHER GROWTH
Acquisition of Werner Lehara
A stronger foothold in the North American cookie market, and the opportunity to market that technology in Baker Perkins Ltd's own markets, came with the acquisition in December 1978 of Werner Lehara, Grand Rapids, USA. (See also – History of Werner Lehara). Werner Lehara produced a full range of soft dough (cookie) equipment including:
- Soft Dough Rotary Moulder.
- 2-roll Wire Cut Mc.
- Filled bar wire cut and rout press.
- Dual Dough Extruders.
- Dough Depositors.
- Guillotines.
- Jelly Toppers.
- Sugar Sprinklers
- Nut toppers, etc.
New Wire Cut machines, using Werner Lehara design principles but with Peterborough-style plate frames, were developed later to suit the Baker Perkins 81BA and 540 Biscuit Cutting Machines styles. The two companies also worked together on a range of snack food and breakfast cereal plant – see History of Baker Perkins in the Snack Food Business.
The resurgence of the biscuit business continued for the next three years as the company Annual Report stated:
1978 – “Good profits were earned from the sale of biscuit
and confectionery machinery, although fell somewhat short of the exceptional
level of the previous year”.
1979 – “Worldwide sales of biscuit and confectionery processing
machinery continued at a high level and made an important contribution
to Baker Perkins Ltd’s profit. Werner Lehara joined the group in
the middle of the year and made a satisfactory profit”.
1980 – “Sales of biscuit machinery about the world continued
strongly and were a major support for Baker Perkins Ltd’s profit”.
Special Biscuit Plants
Mention has been made earlier of the close relationship that Baker Perkins fostered with its customers, resulting in many significant joint projects. As will be seen in The Experimental Department, the Biscuit business in particular missed no opportunity to work with its customers in developing new products and/or processes. This often required the development of new machinery, many of which were ‘one-offs’.
Among the ‘specials’ were:
- 9 ft wide Sausage Rusk plants with screw conveyor dough feed.
- Dual dough soft cookie plants.
- A Butter Puff line incorporating two horizontal laminators.
- Sheeters and Rout Press for producing liquorice allsorts.
- A special soda cracker line for a major American customer.
- Individual fruit pie plants.
- A line to produce Garibaldi biscuits.
- An automatic plant for Puff Cracknells.
- Dog Biscuit production lines.
WEATHERING THE RECESSION
During 1980, a small reduction in volume of biscuit process machinery, allied with the lower profit margins associated with strengthening sterling and greater competition, led to a fall in profits earned. The following year did not see much improvement as – “Demand for new biscuit, confectionery and snack food plants was reduced by the impact of the recession on the developed world”.
Despite the recession, the division did not stand still. Good business was still being obtained in 1979 from the well-established South American market (see History of Baker Perkins in Latin America), with a £750,000 order for a 1.2 meter wide biscuit plant from Argentina, capable of producing two tonnes of cracker or sweet biscuits per hour. In late 1979, a new line of wafer equipment was marketed following extensive testing at two of the biggest UK biscuit manufacturers. To eliminate distortion, the 189 range had especially thick self-supporting baking plates without the carrier frames used in conventional designs. This equipment was demonstrated to 360 customers from around the world at a major exhibition in Peterborough in autumn 1980. The division obtained a £750,000 order from United Biscuits a few months later for a fully automatic wafer plant, complete with batter preparation, cream production, chocolate enrobing and chocolate storage equipment.
Orders exceeding £1m for biscuit plant were received from Japan, Korea, Indonesia and the Philippines via Baker Perkins Far East Ltd in 1980 (see also Baker Perkins in South East Asia).
Oakes Machinery Corp. USA
In late 1981, a worldwide marketing agreement was signed with the Oakes Machinery Corporation giving Baker Perkins the exclusive right to sell Oakes outside North America (except in Japan where a non-exclusive agreement existed). The equipment – complementary to that made by Baker Perkins – included aeration and depositing equipment to produce sponge batter and marshmallow.
Later still Extruders and Breakfast Cereal plant became part of C+C that was then re-named the CCS Division, a sub division of the Biscuit and C+C Division. (See also History of Baker Perkins in the Snack Business).
AFTER THE STORM
The first signs of a movement out of world recession were glimpsed in 1983, with signs of an improvement of market demand for biscuit and snack food machinery. In the following year, the USA began its move out of recession with a consequent effect on the world economy as a whole. Demand in the USA continued strongly, aided considerably by the strength of the Dollar against Sterling and the North American market showed a renewed appetite for biscuit and snack food machinery. The 1983/84 Company Annual Report stated –
“The sales and profit from our biscuit and snack food machinery business were again good due, to a large extent, to a good performance by Werner Lehara Inc. There are some signs of improvement in market demand and we were delighted to secure in March 1983 and order worth over £10 million which should ensure another good result in the current year”.
Autumn 1983 saw orders being placed from French-speaking West Africa – Niger and the Ivory Coast. This was the first time that Baker Perkins had sold biscuit equipment to either country. (See also History of Baker Perkins in Africa). Orders worth a total of £1.5m were also obtained from Uruguay and the USA.
The Special Projects Division is formed
During the 70s and early 80s, many large multi-national companies were accepting the fact they were in the business of making products, not engineering. Their policy of reducing in-house engineering departments benefited these companies by minimising overheads but it left them without the capacity to solve the problems inevitable in such industries or to carry out their own large development projects. Baker Perkins' reputation was as a highly regarded company whose main purpose was to sell its own range of food machinery but an organisation that was also eager to provide as comprehensive a service as possible to its customers. Of course, one of the over-riding needs associated with such major projects is that of confidentiality and Baker Perkins had built up a high level of trust with its customers from carrying out many new product tests and trials over very many years.
In 1983, Baker Perkins' project engineering capability took another step forward when the Biscuit division of Baker Perkins Ltd undertook a large project for a major American multi-national company that was seeking to broaden its product range. In this instance the technology was well known to Baker Perkins. The resources needed to carry through the project were greater than existed at Westwood Works and the level of security demanded took even Baker Perkins to new levels. From these beginnings the Special Projects division was created. This organisation had a profound effect on the way in which Baker Perkins sought new business and how it managed a complex and flexible work force. (See also History of Special Projects).
A new company is created
The process of divisionalisation had continued throughout the 70's and 80's and, as the growth of the printing machinery activities accelerated, (see also – History of Baker Perkins in the Printing Business), the need arose to ensure that the food machinery divisions made appropriate use of the existing manufacturing and central services capacity. A move to identify, concentrate and integrate an adequate level of these resources to the food divisions was begun in 1984. This was manifested in the creation of three new companies, one of which was Baker Perkins BCS Ltd – under J.P. (Paul) Parkinson - consisting of the biscuit machinery operations together with the rapidly expanding chocolate, confectionery and snack food businesses. (See also History of Baker Perkins Ltd).
 |
By this time, the Division's key customer reference list contained 220 customers in 63 countries, of which 44 were in the United Kingdom. Joseph Baker & Sons' efforts a hundred years previously to develop an international business had really borne fruit. |
Following on from the establishment of the new BCS company, one of the main manufacturing objectives was the setting-up during 1985 of dedicated production facilities for components for BCS needs. The familiar cell structure continued but with cells designed specifically for BCS. New machine tools were purchased to meet the specific requirements of the product range. These included the latest computer numerically controlled (CNC) machines. The old plate shop was divided into two sections – P3 bay housed the new machine shop and P2 bay the fabrication shop. Each shop covered 20,000 square feet and employed around 100 people. The emphasis was on low batch production and high-speed setting of machine tools with automatic tool changing and automatic pallet loading utilised to the full. Ovens and coolers continued to be made at Bedewell (see History of Bedewell).
Business continued to be good with the Group’s Annual Report stating:
1984 – “Orders, sales and profit for biscuit and other
snack food machinery were at a high level due to an unusually heavy demand
from North American customers. Both the Peterborough based organisation
and Werner Lehara Inc in Grand Rapids responded strongly to the exceptional
demands made upon them”.
1985 – “Baker Perkins BCS Ltd – orders, sales and
operating profit were again at a high level. The value of orders from
North America fell from the exceptional 1983/84 level but this was more
than offset by a rise in demand from Europe and to a lesser extent from
the Far East, including China”.
Expansion in Italy
In the summer of 1985, a new sales company was established in Turin – Baker Perkins Food Machinery SRL – to promote the sales and service of biscuit, bakery, confectionery and snack food equipment to the steadily growing Italian market. The MD, Ignacio Bruno, was previously the manager of Casey & Bruno, who originally represented Baker Perkins in Italy.
1986 was another good year for the new company with the achievement of record sales and profit in the biscuit, confectionery and snack markets. In the same year, a new laminator was introduced and installed in Sweden, capable of handling soft doughs, making a laminated digestive possible. Normally laminators are designed to lay the dough sheet across the line of product flow. To overcome critical space problems this machine was designed to lay cut dough sheets in line with flow - a unique configuration.
Another Queen’s Award for the Division
Despite the obvious difficulty for a business that had a tradition of export achievement to meet the criteria of “achieving a sustained increase in exports over a three year period”, it was announced on 21st April 1986 – the Queen’s Birthday – that, Baker Perkins BCS had been awarded its second Queen’s Award for Export Achievement. Paul Parkinson, MD of Baker Perkins BCS received the Award from the Lord Lieutenant of Cambridgeshire, Mr G. Bevan, on behalf of his staff.
Additions to the Board of Directors
In early 1986, four new directors were appointed to the board of Baker Perkins BCS:
- David Duffin – divisional manager responsible for chocolate, confectionery and snack equipment.
- Duncan Lawson – divisional manager responsible for biscuit machinery.
- Mike Mason – financial controller.
- Geoff Ridgway – technical manager.
PACKAGING MACHINERY
(See also History of Baker Perkins in the Packaging Business).
In the August 1986 restructuring of the Group’s packaging machinery business aimed at creating individual companies with responsibility to serve customers on an industry basis, the Rose division was split off from Rose Forgrove Ltd, and Baker Perkins BCS Ltd assumed responsibility for the supply of packaging equipment to the Biscuit, Candy, Snack and Beverage industries manufactured at Gainsborough. The design and production of biscuit and snack packaging equipment, and some relevant personnel, were transferred from Leeds to Gainsborough.
From 1st April 1987, the Rose packaging machinery business became Rose Packaging Systems Ltd, an integral part of Baker Perkins BCS Ltd but still based at Gainsborough. Baker Perkins BCS could now provide integrated lines for the continuous production of chocolate and candy of every kind from ingredients through to the finished goods warehouse.
1987 – THE MERGER WITH APV
(See also History of Baker Perkins Holdings).
Following the announcement of the merger in January of that year, 1987 was a year of assimilation and rationalisation as APV, Baker Perkins and Pasilac were formed into a single entity. In the words of the new chairman - "APV is now the undisputed world leader in the supply of process plant to the food and beverage industries". The new management announced:
"Following the announcement of the original offers, the Board of Baker Perkins became aware of new information relating to the UK operations of Baker Perkins' biscuit, confectionery and snack-food ("BCS") division. This division has grown rapidly over the last three years and has taken on some exceptionally large long-term contracts. These contracts, some of which were outside the division's usual fields of activity, necessitated the large-scale use of sub-contracted and temporary labour. As a consequence of the overall expansion of its activities and of these exceptional contracts, the divisions systems of financial control became overstretched and its ability accurately to estimate contract costs was reduced. Following the near completion of the exceptional contracts in the year ended 31 March 1986; substantial provisions for further costs were made at the time of the interim results. Management believed that these were adequate, but following the completion of an internal investigation it has become apparent that further cost over-runs have occurred or may be expected to occur both on the exceptional contracts and in other areas of the division's operations.
As a result, the division is not expected to make any significant contribution to profits for the year ending 31 March 1987. The management accounts for the quarter ended 31 December 1986 also indicated that the profit performance of certain other parts of Baker Perkins' business have been towards the bottom end of the range of previous expectations and accordingly the profit projections for the group as a whole for the year have been very substantially reduced.
Price Waterhouse has now completed a detailed report on the management and financial systems of the BCS division. The recommendations of this report are currently being implemented and the division's systems have already been significantly strengthened. BCS has a strong order book and the Baker Perkins Board is confident that the division will return to profitability in the year ending 31 March 1988”.
Another re-organisation
A new company was formed with effect from January 1st 1988, having three trading divisions:
- The Special Projects division of Baker Perkins BCS.
- The CCS division of Baker Perkins BCS.
- A new Baked Products Division responsible for the combined business of the former Bakery company and the BCS biscuit division.
From 28th May 1989, the Peterborough and Bedewell businesses traded as the FES Division of APV Baker Ltd.
During 1990, worsening economic conditions were experienced in the UK. The need to make further operating savings meant that FES Division announced more redundancies in May 1990 and another request for volunteers was made in November of the same year.
Also, in 1990, three years after the merger between Baker Perkins and APV, the Rose packaging machinery division was sold to AM Packaging and became AMP-Rose, Gainsborough.
The move to Paston
Biscuit machinery continued to be made at Westwood but it had become clear that the business could no longer continue as an adjunct to the printing machinery operation and a £35m, 12,500 square metre factory, with 6,500 square metres of office space, was built on the north east side of Peterborough at Paston. Biscuit machinery production ceased at Westwood in July 1991 as the plant and equipment moved to the new APV Baker factory, with the new facility opening fully for business on 5th August. (See also – The End – Leaving Westfield Road).
The APV Baker business at Paston was acquired in 2006 from Invensys plc by private investors John Cowx and Brian Taylor. The new company once again trades as Baker Perkins.
All content © the Website Authors unless stated otherwise.